
Fターム[4F208LG24]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 押出し成形方法によるもの (516) | アキュムレータ式 (21)
Fターム[4F208LG24]に分類される特許
1 - 20 / 21
板状部分付き管状発泡成形体
【課題】発泡倍率の高い溶融樹脂を用いて製造した場合であっても、管本体内側への不要なこぶの発生を確実に防止する。
【解決手段】管本体X1と、その管本体X1の外側に連接された板状部分Y1とを有する管状発泡成形体について、板状部分Y1における管本体X1との連接面近傍に凹部106を形成する。このことにより、分割金型での型締めの際に、板状部分Y1がキャビティ面10a、10b間の厚みまで圧縮され、管本体X1の内側部分には空間が空いた状態であっても、凹部106を形成するための凸部18が気泡セルの移動に対してダムとして機能し、気泡セルの移動をこの凸部18で堰き止める。
(もっと読む)
クロスヘッド

【課題】本発明は、コア又はダイの下部に設けたセパレータの第1分岐体とダイ又はコアに設けた第2分岐体を用いることにより、パリソンを二分して一対のシートを形成することを目的とする。
【解決手段】本発明によるクロスヘッドは、コア(9)又はダイ(8)に設けたセパレータ(5,5a)の第1分岐体(33)をコア(9)又はダイ(8)に設けた第2分岐体(40)に接触させることにより、コア(9)とダイ(8)間の樹脂流路(30)から垂下するパリソン(3)を二分して一対のシート(7)を形成する構成である。
(もっと読む)
ポリカーボネート系樹脂発泡ブロー成形体の製造方法およびポリカーボネート系樹脂発泡ブロー成形体
【課題】広い見掛け密度範囲にわたって良好なポリカーボネート系樹脂発泡ブロー成形体を製造することができる発泡ブロー成形体の製造方法を提供する。
【解決手段】ポリカーボネート系樹脂Aと発泡剤とを含む発泡性溶融樹脂を押出して発泡パリソンを形成し、軟化状態にある該発泡パリソンをブロー成形して、発泡ブロー成形体を製造する方法であって、ポリカーボネート系樹脂Aが、特定の平均分子量を有する末端水酸基量が多い分岐状ポリカーボネート系樹脂Bと、特定の平均分子量を有する末端水酸基量が少ない直鎖状ポリカーボネート系樹脂Cと、分岐化剤Dとからなり、分岐状ポリカーボネート系樹脂Bと直鎖状ポリカーボネート系樹脂Cとの質量比(B:C)が、30:70〜95:5であることを特徴とするポリカーボネート系樹脂発泡ブロー成形体の製造方法。
(もっと読む)
樹脂成形体およびその製造方法
【課題】床材、壁材、柱、間柱、根太、または構造用合板に従来のねじを用いて容易かつ確実に弛み無く固定できる発泡体を内装した樹脂成形体およびその製造方法を提供する。
【解決手段】樹脂成形体100は発泡体122を内装している。発泡体122にはその厚み方向に中空孔を有するねじ受け材125が挿入されている。該ねじ受け材の中空孔105には内面に突出する段部103を有する。該ねじ受け材は、該樹脂成形体の表面材を成す一方の樹脂壁内面と他方の樹脂壁内面に溶着するフランジ104を両端に備える。該ねじ受け材は、略円筒状の胴部を有しており、胴部には放射状に突出した回転止めが形成されている。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
発泡成形体の製造方法
【課題】化学発泡剤を用いて見掛け密度の小さい発泡成形体を製造できる発泡成形体の製造方法を提供する。
【解決手段】本発明の発泡成形体の製造方法は、重曹マスターバッチと、当該重曹マスターバッチとは別に形成されたクエン酸マスターバッチと、原料樹脂と、をそれぞれ押出機に投入し混練してなる混合樹脂を、押出機から押し出して発泡成形体を成形する。
(もっと読む)
樹脂製容器、及び樹脂製容器の製造装置
【課題】容器本体に部分的に形成される被覆層を、該被覆層が形成されない部位との境界部分において厚みを変化させることで、より一体感のある装飾デザインを施したりすることができる樹脂製容器、及び樹脂製容器の製造装置を提供する。
【解決手段】樹脂製容器1は、押出機から押し出されたパリソンをブロー成形することによって製造される樹脂製容器1であって、容器本体2と、前記容器本体2の全部又は一部を覆う被覆層とを少なくとも備え、前記被覆層3が、高さ方向に沿って、0.1〜1.5μm/mmの減少率で連続的に厚みを減じる肉厚減少部6を有し、前記被覆層3が、高さ方向に沿って厚みを減じながら消失する構成とする。
(もっと読む)
中空成形機の制御方法及び装置
【課題】本発明は、射出用油圧シリンダの圧力を計測し、クロスヘッド内の樹脂圧力の制御を行い、パリソンの品質を安定させることを目的とする。
【解決手段】本発明による中空成形機の制御方法及び装置は、樹脂(81)の計量充填時における前記射出用油圧シリンダ(16)の圧力を圧力フィードバック値(FB)として圧力計(72)で計測し、前記クロスヘッド(60)内の樹脂圧力を前記圧力フィードバック値(FB)を用いて前記油圧回路(70)により制御する方法と構成である。
(もっと読む)
積層ブロー壜体
【課題】 本発明は、外層の内側にバリア層を積層した積層ブロー壜体における、金型のピンチオフ部による喰切り性に係る問題を層構成の点から効果的に防止することを課題とする。
【解決手段】 押出成形した筒状の多層パリソンのブロー成形により成形され、口筒部と肩部と胴部とパリソンのピンチオフによるシール部が形成された底部を有し、外殻を形成する外層の内側に所定の機能を発揮するバリア層を積層して構成される積層ブロー壜体において、底部のシール部に至りこのシール部に向けてバリア層の層厚がグラデーション状に減少するバリア層の層厚に係るグラデーション領域を配設する、と云うものである。
(もっと読む)
ポリプロピレン系樹脂発泡ブロー成形体の製造方法
【課題】 本発明は、従来の製造方法よりも、発泡パリソンの発泡性やブロー成形性を向上させ、広い密度範囲において、肉厚均一性に優れた成形体を得ることが可能なポリプロピレン系樹脂発泡ブロー成形体の製造方法を提供することを目的とする。
【解決手段】 本発明のポリプロピレン系樹脂発泡ブロー成形体の製造方法は、ポリプロピレン系樹脂と物理発泡剤とを混練してなる発泡性溶融樹脂をダイから押出して軟化状態の発泡パリソンを形成し、該発泡パリソンを金型に挟み込んでブロー成形する発泡ブロー成形体の製造方法において、前記ポリプロピレン系樹脂が、190℃の温度条件下で振動歪みを与える動的粘弾性測定において特定の条件(1)〜(3)を満足するポリプロピレン系樹脂(A)と特定の条件(4)を満足するポリプロピレン系樹脂(B)とからなり、樹脂(A)と樹脂(B)との混合比(A:B)が重量比で100:0.5〜100:5であることを特徴とする。
(もっと読む)
中空容器
【課題】成形性に優れ、剛性および落下強度に優れる中空容器を提供する。
【解決手段】曲げ剛性率が235〜400(MPa)であり、引張衝撃強度が750〜1500(kJ/m2)であり、以下の方法で求められるEP指数が0.1〜1であるエチレン−α−オレフィン共重合体からなる中空容器。
EP指数=(MT190)/(Bトルク)
MT190(単位:cN):190℃における溶融張力
Bトルク(単位:Nm):160℃における混練トルク
(もっと読む)
発泡成形体の成形方法及び発泡成形体
【課題】成形時に発泡樹脂の伸びが大きい部分がピンホールなく成形されているとともに、軽量、且つ、断熱性、耐衝撃性に優れた発泡成形体を提供する。
【解決手段】 本発明の発泡成形体は、2.0〜6.0(10-3×Pa-1)の平衡コンプライアンスを有するポリプロピレン系樹脂に発泡剤を混合させて押出機によって混練し、前記押出機から押出された発泡樹脂を、圧力流体により金型に沿わせて成形することにより形成され、最大ブロー比が0.4〜0.6であり、発泡倍率が1.5〜5.0倍であり、衝撃強度が30kg・cm以上である。
(もっと読む)
発泡成形品の製造方法
【課題】安価な材料を用いて、軽量であり、且つ耐衝撃性に優れる発泡成形品を成形することが可能な、発泡成形品の製造方法を提供する。
【解決手段】長鎖分岐を有するプロピレンホモポリマーと、プロピレン−エチレンブロックコポリマーと、低密度ポリエチレンとを所定の配合比で混合した基材樹脂に、発泡剤を添加して発泡成形する発泡成形体の製造方法である。所定の配合比は、混合する各材料のメルトテンションとメルトフローレイトとを乗算した値、引張破壊伸びに基づいて決定される。
(もっと読む)
ポリエチレン系樹脂発泡ブロー成形体の製造方法およびポリエチレン系樹脂発泡ブロー成形体
【課題】高発泡倍率で、耐熱性、低温脆性、均一な厚みのポリエチレン系樹脂発泡ブロー成形体を提供する。
【解決手段】下記の条件のポリエチレン系樹脂(I)20重量%〜100重量%と物理発泡剤とを溶融混練して押出した発泡パリソンをブロー成形する。(A)密度0.935g/cm3以上、(B)190℃の溶融張力1cN以上、(C)190℃、荷重2.16kgでのメルトフローレイト1g/10分以上、(D)DSC法により、23℃から10℃/分の昇温速度で200℃まで加熱後、10℃/分の降温速度で23℃まで冷却し、再び10℃/分の昇温速度で200℃まで加熱して得られるDSC曲線における全融解熱量の1/4の熱量と、23℃から10℃/分の昇温速度で160℃まで加熱し、160℃で3分保持後、結晶化温度+3℃の温度まで50℃/分の降温速度で冷却した時のDSC曲線の等温結晶化熱量とが等しくなる等温結晶化時間が、45秒以上。
(もっと読む)
発泡ブロー成形体及びその製造方法
【課題】均質な大きさの気泡セルを有し、軽量で、表面の平滑性が高い発泡ブロー成形体及びその製造方法を提供すること。
【解決手段】本発明は、発泡剤を混合させた熱可塑性樹脂をブロー成形することにより形成される壁部からなる発泡ブロー成形体1において、壁部が複数の気泡セルを複数含んだ独立気泡構造であり、壁部の発泡倍率が2.0倍以上であり、壁部の外側の面の中心線平均粗さRaが9.0μm未満であり、且つ壁部の厚み方向における気泡セルの気泡径の標準偏差が40μm未満である発泡ブロー成形体1である。
(もっと読む)
中空成形用エチレン系樹脂および容器
【課題】柔軟性、耐熱変形性および透明性のバランスに優れた中空成形用エチレン系樹脂を提供する。
【解決手段】以下の条件を全て満足する中空成形用エチレン系樹脂。
(a)密度が890〜930kg/m3
(b)メルトフローレート(MFR)が0.1〜10g/10分
(c)流動の活性化エネルギー(Ea)が50kJ/mol未満
(d)Mz/Mwが3.5以上
(e)(Mz/Mw)/(Mw/Mn)≧0.9
(f)温度上昇溶離分別法によって測定される100℃以上での溶出樹脂量の割合が1重量%未満(ただし、エチレン系樹脂の重量を100重量%とする)
(g)150℃における溶融張力が4〜30cN
(もっと読む)
内部付属品を備えた燃料タンクを製造する方法
内部付属品を備え、パリソンから作製されたプラスチック壁を有する燃料タンクを製造する方法であって、a)付属品(2)がパリソン(5)に囲まれるようにして、付属品(2)および溶融パリソン(5)を、少なくとも1つの可動部(4)を備えたキャビティを含む鋳型(1)に導入する工程と、b)加圧ガスを、パリソン(5)内部に導入して、前記パリソンのプレブロー成形を実施する工程と、c)可動部(4)を用いて、プレブロー成形したパリソン(5)を付属品(2)に対して、パリソン(5)を貫通せずに両者をしっかりと取り付けるために、局所的にプレスする工程と、d)鋳型(1)を閉じ、加圧ガスを用いて、鋳型(1)キャビティで平坦化することにより、パリソン(5)の最終ブロー成形を実施する工程と、e)タンクを鋳型(1)から取り外す工程とを含む方法。  (もっと読む)
(もっと読む)
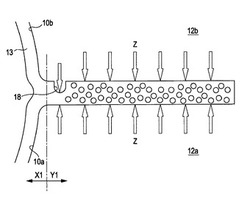
ブロー成形された多層のプラスチック中空体を製造する押出しストレージヘッド及び方法
本発明は、周方向に分配されたプラスチックがホース状の前成形体として押出しピストン(22)によって連続的に、制御可能なリングノズル(24)を介して、内部から押出し可能であるストレージ室(20)の上側に2つ又はそれ以上の周方向分配器(16,18)が配置されているブロー成形機にて、2層又は多層のホース状の前成形体からブロー成形された多層のプラスチック中空体を製造するための押出しストレージヘッド(10)及び方法に関する。本発明によれば先きに担体層として周方向に分配したプラスチックの上に別のプラスチック層(外側の機能層)を施すためにストレージ室(20)と制御可能な前記リングノズル(24)との間に別の周方向分配器(26)が配置され、該周方向分配器(26)が搬送導管(28)を介して、別個の押出機(32)を有する機能層の溶融液状のプラスチックのための別の外部のストレージエレメント(30)に接続されている。 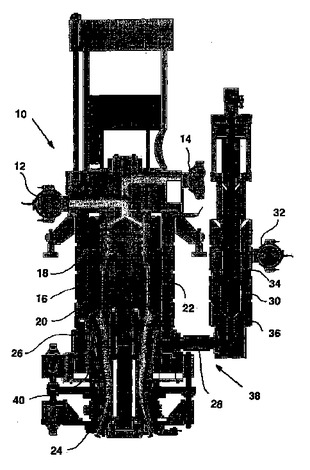 (もっと読む)
(もっと読む)
一体型ダイユニット及び樹脂排出穴を有するダイ構造
【課題】本発明は、テーパリングとダイ上部を一体化した一体型ダイユニットを用い、シリンダとの間の隙間を用いて劣化樹脂を排出し、パリソン及び製品の外面の品質を向上させることを目的とする。
【解決手段】本発明による一体型ダイユニット及びダイ構造は、テーパリング(3)とダイ上部(4)を一体化した一体型ダイユニット(50)を用い、シリンダ(1)との間に形成された隙間(51)を介して劣化樹脂を樹脂排出穴(52)から外部に排出することにより、パリソン(6)と製品の品質向上を得る構成である。
(もっと読む)
吹込み成形機で減圧弁をバイパスするための制御器及び方法
本発明は、吹込み成形機のヘッド成形用具の液圧位置決め弁30へ供給される圧力を減圧する減圧弁34と、減圧弁をバイパスさせる制御器とである。減圧弁と電気式制御器とは、吹込み成形機のヘッド成形用具のピン及びダイの組立て体位置を制御するシリンダ40の圧力を調整するのに使用される。本発明では、作業サイクルのうちの「パリソン成形」時間以外のすべての時間中、圧力が減圧される。本発明は、また吹込み成形機の、ヘッド成形用具のピン及びダイの組立て体位置を制御するシリンダ圧力を調整し、かつ吹込み成形機の減圧弁をバイパスさせる方法でもある。  (もっと読む)
(もっと読む)
1 - 20 / 21
[ Back to top ]