
Fターム[4F208LH19]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の前処理、コンディショニング (813) | 機械的処理 (94) | 切断 (33)
Fターム[4F208LH19]に分類される特許
1 - 20 / 33
成形機
【課題】従来の成形機は、主押出機を成形機の長手方向にヘッドとともに1列に並べて配設し、副押出機を主押出機に対し併設していた。そのため副押出機先端からヘッドに至る経路の長さが主押出機先端からヘッドに至る経路にくらべよりかなり長くならざる得なくなり、それゆえに経路途中にて溶融樹脂が炭化しやすくなるという恐れがあった。
【解決手段】成形機において、ヘッド2へ副材となる樹脂組成物を押し出す副押出機4とヘッド2とを成形機の長手方向へ一列に延設し、ヘッド2に対して主材となる樹脂組成物を押し出す主押出機3を副押出機4に併設して構成した。これにより、副押出機4先端からヘッド2までの樹脂経路が短くなり、溶融樹脂の炭化の恐れを排除することができる。
(もっと読む)
ダイレクトブロー容器
【課題】バリア性及び強度に優れるダイレクトブロー容器を提供する。
【解決手段】ポリエチレン(A)60〜90質量%、酸変性ポリエチレン(B)5〜25質量%、及びメタキシリレン基含有ポリアミド(C)5〜35質量%を含有し、前記ポリエチレン(A)中に前記メタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器であって、ピンチオフ部の一部または全部に突起部を有しており、該突起部の幅(W)がパリソン厚み(T)の0.2倍以上かつ2倍未満であるダイレクトブロー容器。
(もっと読む)
プリフォームの切断装置

【課題】重量を損なうことなくプリフォームを検査部位毎に分割することができるプリフォームの切断装置を提供する。
【解決手段】切断装置2は、主軸台22と、カッター25とを有する。主軸台22は、プリフォーム1の中心軸が回転軸と一致するように、プリフォーム1を把持するとともに、プリフォーム1を回転軸周りに回転させる。カッター25は、プリフォーム1の肉厚よりも長い刃渡りと、先鋭な刃先とを有し、刃先の向きは、主軸台22の回転軸と直交する。また、カッター25は、主軸台22の回転軸と直交する方向に沿って移動する。
(もっと読む)
パリソンのガイド装置
【課題】平断面半円形のパリソンを平板状にする際の均し性に優れ、パリソンの付着が低減されるパリソンのガイド装置を提供する。
【解決手段】押出し装置1から押し出され、カッター2によって2つに分断された平断面半円形のパリソンPを平板状に均すガイド装置3であって、軸心回りに回転しながらパリソンPに接し、パリソンPを左右に拡げるように中央部4Cを境として左右の各旋回方向が逆向きに形成された螺旋ガイド体4を備える。螺旋ガイド体4は、駆動モータMの駆動により回転するシャフト5の外周に突状に形成される。
(もっと読む)
クロスヘッド
【課題】本発明は、コア又はダイの下部に設けたセパレータの分岐部をダイ又はコアの内壁に付勢して接触させることにより、パリソンを二分して一対のシートを形成することを目的とする。
【解決手段】本発明によるクロスヘッドは、セパレータ(5,5a)が、コア(9)又はダイ(8)の下部の凹部(31)内に設けられ、各セパレータ(5,5a)のセパレータ体(34)の分岐部(33)は付勢体(35)を介してダイ(8)又はコア(9)の内壁(8a)又は外壁(9a)に付勢されて接触してパリソン(3)をシート(7)に切断する構成である。
(もっと読む)
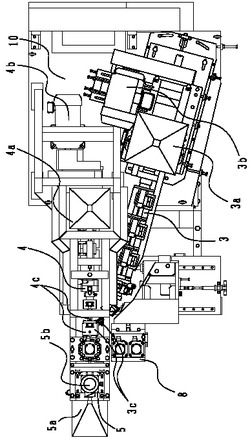
中空成形機
【課題】従来の中空成形機において、押出機を載置した台を回転支持する支点の位置は、型締装置の奥行き寸法の関係によって成形機のフレーム基台上にて任意の適切な位置をとることに困難な場合があった。そのため載置台後端側にかなりの量の重りを置く必要があったが、これらは外観上の見た目が悪く、かつ地震等によって不測の事態を生起させるおそれがあった。
【解決手段】成形機のフレーム基台1上に重量バランスをとる支点26の後方であって、押出機3を設けた揺動盤11とフレーム基台1との間に揺動盤11を揺動する装置30を設け、揺動装置30の後方に、支点26回りの重量バランスをとるため上下方向の一方向へ揺動盤11を押しまたは引く装置40を設けた構成とした。これにより、常に支点26回りの重量バランスをとることができる。
(もっと読む)
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 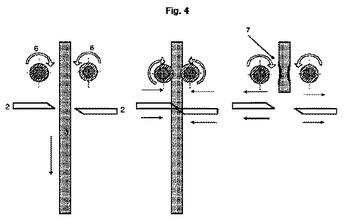 (もっと読む)
(もっと読む)
燃料タンクの製造方法
【課題】かさばった付属品を容易に且つ急速に中空ボディの中へ挿入してその中に位置決めすることができ、得られた中空ボディの壁に望ましくない凹凸を生じさせる危険のない方法を提供する。
【解決手段】閉断面を有した多層構造の押し出しパリソンから燃料タンクを製造する方法であって、前記パリソンを、その全長にわたり2本の平行線に沿って2度切断することで2つの別個のシートにし、それらシートを、前記シートを長手方向及び/又は横方向に引き延ばすための装置を備えたガイド装置によりガイドし、その後前記パリソンを、吹込作業及び溶接作業を有する成型作業により成型し、前記溶接作業が、前記パリソンの周囲を挟み、かつ挟まれた該パリソンの表面を熱融着により共に溶接する作業を有してなる。
(もっと読む)
構成部品の取り付け方法
構成部品を成形品に連結する方法は、成形される前記成形品の壁に隣接して構成部品を配置する工程と、前記壁がまだ少なくとも部分的に溶融している間に、前記構成部品の一部を前記成形品の壁の一部に重ね合わせる工程と、前記成形品の壁を、前記成形品の壁の一部と重なり合った前記構成部品の一部と共に冷却する工程と、を有する。成形品が形成された後に、成形品と関連する構成部品をしっかりと保持するために、構成部品の一部が、成形品の壁に隣接する2つの側面と重なり合うことが好ましい。その成形品は、容器であってもよく、必要に応じて他の物であってもよい。 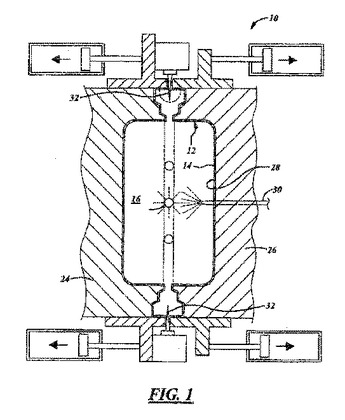 (もっと読む)
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 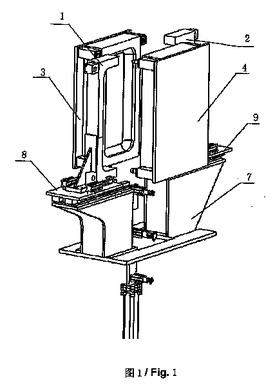 (もっと読む)
(もっと読む)
容器の製造方法
製品を製造する方法は、パリソンを押し出す工程と、部分的に膨張したパリソンをカットすることによって、あるいは、長手方向に薄い部分を引っ張ることによって、パリソンを半分に分割する工程と、対応する分割金型に対して分割パリソンを成形する工程と、を有する。また、製品を製造する方法は、分割パリソンおよび/または分割金型にフィルムを貼る工程と、多層製品の各半分を製造するために、分割金型に対してフィルと分割パリソンを成形する工程と、を有する。前記方法を行う装置についても、開示されている。 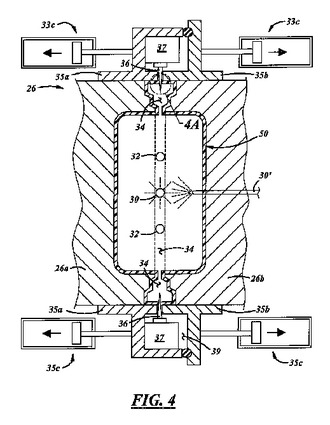 (もっと読む)
(もっと読む)
パリソン切断装置およびこれを用いた中空成形装置
【課題】 インク管理を不要にして、パリソンPに容易かつ確実にマーキングを施すことができるパリソン切断装置およびこれを用いた中空成形装置を提供する。
【解決手段】 中空成形装置に用いるパリソン切断装置20において、所定の制御手段であるパリソンコントローラにより駆動制御され、押出機1のヘッド2から押し出されて垂下したパリソンPを切断するための電熱カッタ27を支持するカッタホルダ24の電熱カッタ27とパリソンPを挟んで対向する位置にマーキングペン35を配置し、ヘッド2から垂下したパリソンPを電熱カッタ27によって切断した後にヘッド2から押し出されて垂下するパリソンPに、マーキングペン35によってマーキングポイント毎に印をつけるように構成した。
(もっと読む)
ロータリーカッタおよび中空成形機のパリソン切断装置
【課題】ロータリーカッタを用いた従来のパリソン切断装置は、肉薄のパリソンや大径のパリソンまたは粘性の低い樹脂等にて形成されたパリソン切断するのに切断角度を小さくする必要から付加部材を設け、装置自体の構造を複雑にするなどの課題があった。
【解決手段】パリソン切断装置のロータリーカッタ1を、その本体1aの長手方向の片側に刃部分1bと他側に刃のない部分1cとを形成し、刃部分1bがその基部1dの回転軌道01と刃の先端1eの回転軌道O2間にパリソンPを包含する長さを持ち、かつ刃部分1bがパリソンに対する切断角を小さくするよう刃のない部分1cから外向きに円弧状に湾曲形状とした。これによって、肉薄のパリソンや大径のパリソン、または粘性の低い樹脂等にて形成されたパリソンを確実に切断することができる。
(もっと読む)
ゲージが装備された燃料タンク及びこのようなタンクを製造する方法
プラスチック燃料タンクであって、壁と、ゲージと、可撓性部分を備えるスワールポットと、ハウジングとゲージを支承しかつ2つの端部が装備された支持体とを備えるゲージスタンドと、を備え、スワールポット及びゲージがタンク壁に締結され、支持体の一方の端部がゲージスタンドのハウジングと協働するように、かつ他方の端部がスワールポットの可撓性部分と強制接触しているように、ゲージ支持体が位置決めされる、プラスチック燃料タンクが提供される。  (もっと読む)
(もっと読む)
ブロー成形品の開口部形成方法
【課題】開口部を容易に形成し、開口部の形状が正確に形成することができるブロー成形品の開口部形成方法を提供する。
【解決手段】開口部10をブロー成形金型20内で形成するブロー成形品の開口部形成方法において、ブロー成形金型20は、キャビティー25の内外にスライド可能で開口部面に対して回転可能に円筒状の回転刃30を設け、回転刃の先端部33の一部に先端部から突出する突出部34を形成し、回転刃30の先端部33を若干キャビティー25内に張出して位置させて、ブロー成形を行い、パリソンの少なくとも表面が固化した後、回転刃30を、キャビティー25内から外側にスライドさせ、次に、回転刃30を回転させつつ突出部34がブロー成形品の外壁を切断して開口部10を形成するブロー成形品の開口部形成方法である。
(もっと読む)
ブロー成形部品の製造方法、ブロー成形部品、および、ブロー成形部品を製造するためのブロー成形金型
【課題】ブロー成形部品に補強素子を結合させることを容易にする、改善された技術およびオートメーションに適した技術を提供する。
【解決手段】本発明は、プラスチックパリソンをブロー成形することによって、金型内に部品壁および内部中空空間を形成する、ブロー成形部品、特に自動車装備部品の製造方法に関するものである。当該製造方法では、ブロー成形時に、補強素子の1つの固定区域を、内側において、部品壁と、一方の接合位置で接合させ、補強素子の別の固定区域を、部品壁の貫通孔の領域において、部品壁と、他方の接合位置で接合させることによって、補強しながら、上記内部中空空間を伸びる補強素子を固定する。本発明はさらに、ブロー成形部品、特に自動車装備部品、および、プラスチックパリソンからブロー成形部品を製造するためのブロー成形金型に関する。
(もっと読む)
ブロー成形容器
【課題】 本発明は四角形筒状の胴部を有するダイレクトブロー成形容器において、ピンチオフ部の両端部における溶融樹脂の肉溜まりに起因する底部の角部に近接する胴部平坦壁部分におけるひけの発生を効果的に抑制することを技術的課題とする。
【解決手段】 ダイレクトブロー成形法により得られ、4ケの平坦壁を4ケの角部で連結して成る平断面形状が四角形状である四角形筒状の胴部を有し、割金型によるパーティングラインが相対向する一対の角部に沿って形成される合成樹脂製の成形品において、底部の底面に対角線上に位置する割金型によるパーティングラインに沿って形成される割金型のピンチオフ部による喰切り線を、2ケの端部直線部とパーティングラインに交差状に形成される中央直線部の3ケの直線部を連結した屈曲線状に形成されたものとし、2ケの端部直線部が中央直線部の端部を基端として角部近傍でパーティングラインに連結する構成とする。
(もっと読む)
自動車用燃料タンクの製造装置
【課題】パリソンを確実に塞ぎ、精度あるブロー成形をすることができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内蔵部品保持装置は、内蔵部品20を保持する保持棒51、52を設け、保持棒は内蔵部品を保持し、パリソン8が挟持された後に、ブロー成形金型から抜け出るように進退自在に構成される。ブロー成形金型40の下方に保持棒を挟持する第1ピンチ板43と、第1ピンチ板の直下に第2ピンチ板44を形成し、第1ピンチ板と第2ピンチ板は、複数に当接部43c、44cで分割され、それぞれ保持棒を当接部で挟持するようにスライド可能に形成されたことを特徴とする自動車用燃料タンクの製造装置である。
(もっと読む)
中空成形体、その成形装置及び方法
【課題】合成樹脂の成形ロスが少なく、ピンチオフ部や有底部分に発生するシワが殆どなく、機械的強度及び耐久性に優れ、容器として広く利用できる中空成形体の成形装置を提供する。
【解決手段】ダイのパリソン押出し出口に隣接し且つパリソン押出し方向に並べて複数のパリソン絞り部材を配設し、複数のパリソン絞り部材の開口を開いてパリソンを押し出し、複数の絞り部材の絞り径がパリソン押出し方向に向かって順次に小さくなるように、複数のパリソン絞り部材の絞り径を制御して、パリソンの底部を成形する。
(もっと読む)
プラスチック燃料タンクの製造方法
2つのキャビティーとコアを含む型を用いてパリソンを成形することによる内部ライン(2)を備えたプラスチック燃料タンクの製造方法。本方法は、1.パリソン(4)を型キャビティー内に導入する工程、2.コアをパリソン内に導入する工程(コアは最初にラインを備えている)、3.キャビティーがコアに耐漏洩接触するよう型を閉じる工程、4.コアを介してブローしかつ/またはキャビティー背後から真空を適用することでパリソンをキャビティーに押圧する工程、5.コアに装着されたデバイス(5)を用いてラインを2箇所でパリソンに固定する工程、6.型を開けてコアを抜き取る工程、7.ブロー成形および/または熱成形によりパリソンの最終成形を行う工程を含み、ラインは、その固定箇所間に、型を閉じる時にパリソンおよび/またはその表面上に存在する付属品に接触可能な自由長を含み、それによりコアに装着されたデバイスを用いて工程(5)の間に中間固定箇所が形成される。 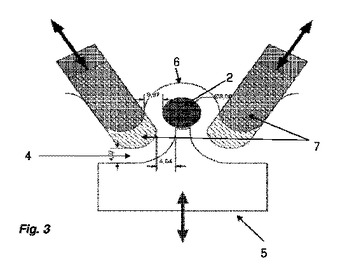 (もっと読む)
(もっと読む)
1 - 20 / 33
[ Back to top ]