
Fターム[4F208LN08]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | ブロー方法 (563) | ブローピン、ブローニードル (171) | ブローニードル (47) | 複数のブローニードルの使用 (15)
Fターム[4F208LN08]に分類される特許
1 - 15 / 15
ブロー成形品の製造装置および製造方法
【課題】成形型にパリソンの回り込みが困難となりやすい凹部や凸部等があっても、これらに容易にパリソンを回り込ませることができるブロー成形品の製造装置および製造方法を提供する。
【解決手段】センター型2と、センター型2の両側をパリソンPを挟んで閉じる一対の成形型3と、を有するブロー成形品の製造装置1において、センター型2に取り付けられ、成形型3に向けて開口するブロー受け空間10を有し、成形型3が閉じた際にブロー受け空間10の開口部周りが成形型3との間でパリソンPを挟むようにしてパリソンPの一部を囲うブロー受け部材9と、パリソンPの一部を囲った状態のブロー受け空間10に臨むブローピン12と、を備え、ブローピン12によりエアがブロー受け空間10にブローされ、そのブロー受け空間10内の圧力によりパリソンPの一部が成形型3に転写される。
(もっと読む)
中空成形体の製造方法及び空調ダクト

【課題】竹炭による吸湿及び脱臭の効果を確実に得ることができる中空成形体の製造方法及び空調ダクトを提供する。
【解決手段】キャビティ39に配置したパリソンの内部に第1ないし第3のブローピン51,52,53から圧縮空気を注入して中空な中間体65を賦形する。第1及び第2のブローピン51,52から中間体65の内面に吸湿性及び脱臭効果を有する粉状の竹炭17を吹き付けるとともに、第3のブローピン53から圧縮空気を排出する。断面形状の複雑さに拘らず竹炭17を中間体65の内面に確実に固着できる。竹炭17が空調ダクトの内面に露出した状態となり、竹炭17による吸湿及び脱臭の効果を確実に得ることができる。
(もっと読む)
板状部分付き管状発泡成形体
【課題】発泡倍率の高い溶融樹脂を用いて製造した場合であっても、管本体内側への不要なこぶの発生を確実に防止する。
【解決手段】管本体X1と、その管本体X1の外側に連接された板状部分Y1とを有する管状発泡成形体について、板状部分Y1における管本体X1との連接面近傍に凹部106を形成する。このことにより、分割金型での型締めの際に、板状部分Y1がキャビティ面10a、10b間の厚みまで圧縮され、管本体X1の内側部分には空間が空いた状態であっても、凹部106を形成するための凸部18が気泡セルの移動に対してダムとして機能し、気泡セルの移動をこの凸部18で堰き止める。
(もっと読む)
保温又は保冷容器
【課題】ブロー成形体からなるタンクの周囲を発泡樹脂で包み、その周囲を外装材で押さえた貯湯タンクにおいて、タンクの変形を防止し、長期の使用に耐えられる貯湯タンクを提供する。
【解決手段】いずれもプラスチックのブロー成形体からなる内層タンク1と外層タンク16が、上端の第1ネック部3,19と下端の第2ネック部4,21で密着して、接合されている。硬質発泡プラスチックが内層タンク1と外層タンク16の隙間内で発泡し同隙間内に充填されている。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの遮音性、通気性を含む性能あるいは品質を維持しながら、良好な成形性を確保しつつ効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】大中空部18に相当する第2密閉空間、ダクト部22に相当する第3密閉空間と前記凹部において連通した小中空部に相当する第1密閉空間および捨て袋118を形成する段階と、第2密閉空間および捨て袋それぞれに相当する筒状パリソンの部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、溶融状態の筒状パリソンを膨張させて、対応する分型金型のキャビティの表面に向かって押し付けることにより、筒状パリソンを賦形して、大中空部およびダクト部、さらに連通路を通じて小中空部を成形する段階と、捨て袋を切断して、ダクト部に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの性能あるいは品質を維持しながら、軽量化を確保しつつ効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】上面壁と裏面壁との間の高さがフロアの嵩上げに利用される中空二重壁構造であって、上面壁において、中空部18に相当する第1密閉空間および捨て袋118を形成する段階と、第1密閉空間および捨て袋118に相当する筒状パリソンPの部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、溶融状態の筒状パリソンを膨張させて、対応する分型金型のキャビティの表面に向かって押し付けることにより、筒状パリソンPを賦形して、中空部18およびダクト部22を成形する段階と、捨て袋118を切断して、ダクト部22に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの性能あるいは品質を維持しつつ、効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】溶融状態の筒状パリソンを開放位置の一対の分割金型106の間に配置する段階と、開放位置にある一対の分割金型106を型締め位置まで相対的に近接させることにより、第1中空部18、第2中空部、ダクト部22、および捨て袋118を形成する段階と、それぞれに相当する筒状パリソン部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、膨張させて、対応する分型金型106のキャビティの表面に向かって押し付けることにより、筒状パリソンを賦形して、第1中空部18、第2中空部およびダクト部22を成形する段階と、捨て袋118を切断して、ダクト部22に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
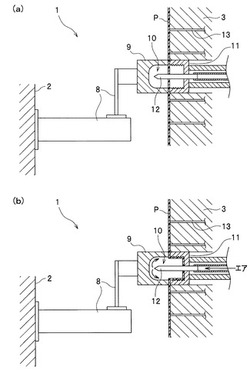
ブロー成形方法
【課題】2つのブローピンを確実に樹脂内に挿入できるブロー成形方法の提供。
【解決手段】第1のブローピン14aを、樹脂Pの金型12によって挟持される部位から樹脂P内に挿入する。そのため、金型12で樹脂Pが逃げることを抑制しつつ、第1のブローピン14aを樹脂P内に挿入することができる。また、第1のブローピン14aから樹脂P内にエアを吹き込んで樹脂Pを膨らませた後、第1のブローピン14aから樹脂P内にエアを吹き込みつつ、第2のブローピン15aを、第1のブローピン14aとは異なる部位から樹脂P内に挿入する。そのため、第1のブローピン14aから吹き込まれるエアにより樹脂Pの内圧を高めた状態で、第2のブローピン15aを樹脂P内に挿入することができる。そのため、第2のブローピン15aも確実に樹脂P内に挿入できる。よって、2つのブローピン14a,15aを確実に樹脂P内に挿入できる。
(もっと読む)
樹脂製ドラムの上面構造
【課題】樹脂製ドラムの耐衝撃性及び耐圧性を高くすることが可能な樹脂製ドラムの上面構造を提供する。
【解決手段】本発明の樹脂製ドラム10の上面構造では、陥没部34の底部36と外縁テーパー部31との交差部分38Aの外面曲げ半径を、その交差部分38Aの両端部から中央に向かうに従って徐々に大きくし、この曲げ半径徐変構造に起因して、陥没部34の底部36と外縁テーパー部31との交差部分38Aの両端部から中央に向かうに従って駄肉が集まり難くなるようにした。これにより、キャビティ55の内側面とブローピン60との位置関係に起因した駄肉の偏在が緩和され、肉溜まり及びノッチ形状部の発生を抑えて、樹脂製ドラム10の耐衝撃性及び耐圧性を高くすることができる。
(もっと読む)
発泡体の製造方法
【課題】発泡倍率を向上させると共に、キャビティの形状に沿った発泡体を容易に成形することが可能な発泡体の製造方法を提供する。
【解決手段】本発明にかかる発泡体の製造方法は、押し出された発泡層(102)を分割金型(11a,11b)で挟み込んで分割金型(11a,11b)のキャビティ(12a,12b)の形状に沿った発泡体を成形する際に、発泡層(102)内に気体導入手段(31)を挿入し、発泡層(102)内に気体を導入する。
(もっと読む)
ブロー成形パリソンによるプラスチック容器の製造装置およびブローノズルの着脱方法
【課題】 プラスチック容器の成形装置、およびそのブローノズルの着脱方法を提供する。
【解決手段】 ブロー成形パリソンによるプラスチック容器の製造装置(1)が、少なくとも一つの成形キャビティを有する金型(2)と、前記金型(2)の上に取り付けられるとともに、高圧流体源に連結された少なくとも一つの通路(4)を形成する基部(3)と、少なくとも一つの導管を形成するとともに、この導管が前記通路(4)と流体連通して高圧流体を受け入れ、この流体を前記成形キャビティへと送給するように、前記基部(3)と前記金型(2)との間に配置され、かつ前記基部(3)の底面(5)に連結されるブローノズル(7)と、前記基部(3)から前記ブローノズル(7)を着脱可能にするための締結手段と、を備える。
(もっと読む)
内部に複数の分離された密閉空間を有するマルチスペース容器を製造するためのブロー成形方法及びその金型
【課題】マルチスペース容器を製造できるブロー用金型を提供する。
【解決手段】 内部に独立的な成形空間を提供する各金型部の開放面を対向配置し、各金型部の開放面に形成された支持枠に分離膜を挿入し、前記開放面を前記支持枠によって密閉することで、複数の成形空間が形成されるように組み立てる段階;前記各金型部の独立的な成形空間に予備成形物をそれぞれ注入し、前記各予備成形物を同時にまたは順次的に膨張して成形する段階、及び前記分離膜の突出部分を熱処理する仕上げ段階、を含むことを特徴とするマルチスペース容器を製造するためのブロー成形方法を構成する。
(もっと読む)
合成樹脂製二重構造容器の製造方法
【課題】
小径細長形状のものでも好適に成形でき、しかも安価な合成樹脂製二重構造容器の製造方法の提供。
【解決手段】
中空状の内容器粗形状体を成形し、内容器用金型の内底面より成形ピンを突出させ、その状態で内容器粗形状体内に空気を圧入して瓶状に膨張させ、底部に嵌合凹部を有する瓶状の内容器を成形する内容器成形工程と、中空状の外容器粗形状体を成形し、外容器用金型の内底面より成形ピンを突出させ、その状態で外容器粗形状体内に空気を圧入して有底筒状に膨張させ、内底面より突出して嵌合凹部と互いに嵌合する嵌合突部を有する有底筒状の外容器を成形する外容器成形工程と、内容器の胴体部を外容器内に嵌め込むとともに、嵌合凹部の位置を嵌合凸部の位置に合わせて互いに嵌合させ、内容器と外容器とを一体化させる組立て工程とからなる。
(もっと読む)
中空二重壁構造体およびその成形方法
【課題】 中空部の所要の部位に発泡体を確実かつ密に充填できて、発泡体の節減を図るとともに強度および剛性の向上を図ることができる中空二重壁構造体およびその成形方法を提供する。
【解決手段】 中空二重壁構造体2は、ブロー成形によって一体に形成された熱可塑性樹脂製である。中空二重壁構造体は、外壁と内壁6を有するとともに外壁と内壁により形成された中空部を有する。中空部の一部には、外壁と内壁を一体に溶着させた溶着部により中空部から独立した閉鎖空間9が膨出形成されていて、その閉鎖空間には発泡材が密に充填されている。中空二重壁構造体は、底壁3とその底壁の周辺から起立する側壁4を有する樹脂製パレット1である。底壁に膨出形成された閉鎖空間を緩衝性を有する載置面11となる。
(もっと読む)
プラスチック製品のブロー成形装置
プラスチック材料のボトルのブロー成形用装置は回転ターンテーブルを含み、その円周外側上に金型(4)をもたらす。各金型(4)は3つの成形形状(5、6、7)を有し、パリソン(12)が供給されないかもしれない形状をブローしないようにパリソンのブロー操作の始めから終わりまで別々にコントロールすることができる。  (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]