
Fターム[4F208MJ26]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品の供給 (399) | 供給の調整 (37)
Fターム[4F208MJ26]の下位に属するFターム
供給位置の (27)
Fターム[4F208MJ26]に分類される特許
1 - 10 / 10
熱成形装置、及び熱成形方法
【課題】ロールシートとカットシートを併用する。
【解決手段】加熱手段によりシートを輻射加熱する加熱部と、前記加熱部から前記シートの移送方向の下流側に配置されて前記輻射加熱されたシートを成形する成形部と、を有する熱成形装置であって、シートを前記加熱部から前記成形部に移送する移送手段と、前記加熱手段と前記シートとの間に設けられた遮蔽板と、前記遮蔽板に取り付けられ、該遮蔽板の下流側において輻射加熱されるシートを把持する第一の把持機構と、前記第一の把持機構から下流側であって前記成形部から上流側に設けられ、前記輻射加熱されるシートを把持する第二の把持機構と、を有する。
(もっと読む)
ダクトの成形方法

【課題】2枚のシートの溶着強度を向上させることが可能なダクトの成形方法を提供する。
【解決手段】溶融状態の一対の熱可塑性発泡樹脂シート(16,16)を一対の分割金型(13,13)間に配置する。次に、分割金型(13,13)周囲に位置する型枠(17,17)を分割金型(13,13)に対して相対的に前進させて型枠(17,17)を熱可塑性発泡樹脂シート(13,13)に密着させる。次に、一対の分割金型(13,13)のキャビティ(14,14)に熱可塑性発泡樹脂シート(16,16)を真空吸引させると共に、一対の分割金型(13,13)を型締めしてダクトを成形する。
(もっと読む)
多層容器
【課題】食品容器において、酸素バリヤー性を向上させて食品保存性を確保出来るとともに、耐熱性及び高透明性を確保する。
【解決手段】A−PET層/機能性樹脂層/シーラント層からなる多層シートを加熱して一軸一次延伸後一次延伸多層積層シート7を一次熱固定する一次延伸熱固定工程と、該一次延伸熱固定工程で作製された一次延伸多層積層シート7を熱成形機の金型13.14で加熱成形し成形による二次延伸後同じ金型内で二次熱固定する二次延伸熱固定工程とを経て製造する。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】一対のローラーにより熱可塑性樹脂製シートの厚み調整をするに際し、成形効率を確保しつつローラーの外表面とシートの表面との間の滑りを防止する一方、二次成形に適した状態を保持しながら、シートのローラーの外表面による巻き付きを防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28の押出スリット34から単位時間当たり所定押出量を間欠的に、かつ所定の厚みにて所定押出速度で下方に押し出された溶融状態のシートをそのシート温度より低い表面温度に設定され、外表面に凹凸状のシボを設けた一対のローラー30A,30Bで挟み込み、所定押出速度以上の速度で下方へ送り出し、シートと金型32A,32Bとの間に形成された密閉空間を減圧、および/または加圧によって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
車両用内装部品の製造方法および装置
【課題】 本発明は、均一で美麗なシボ模様などを保持した状態で表皮を貼着することが可能な車両用内装部品の製造方法および装置を提供する。
【解決手段】 凸面を有する形状に成形された樹脂芯材に表皮を貼着する車両用内装部品の製造方法であって、樹脂芯材を真空成形型に装着する芯材装着工程と、 表皮を複数の表皮把持部を有する表皮枠に装着する表皮装着工程と、表皮枠に装着された表皮を加熱する表皮加熱工程と、表皮加熱工程で加熱された表皮を、真空成形型に装着された樹脂芯材に貼着する表皮貼着工程と、を備え、表皮貼着工程は、複数の表皮把持部の一部を所定の方向に移動させて、表皮枠に装着された表皮を弛ませ、樹脂芯材の凸面の肩部を、弛ませた表皮に先当たりさせることを特徴とする車両用内装部品の製造方法。
(もっと読む)
積層成形品製造装置および積層成形品製造方法
【課題】 積層材または積層成形品を載置するフィルムに積層材を載置し、フィルムを移送させて積層成形装置の上盤と下盤の間に積層材を搬入し、積層成形装置の真空成形チャンバで膜体またはフィルムを介して積層材を加熱・加圧し、積層成形装置から搬出する積層成形品製造装置または積層成形品製造方法において、積層材の搬入装置や積層成形品の搬出装置の一部共用化、作業者の作業負担減少、フィルム消費量の減少、および装置全長の短縮化の少なくとも一つを実現する。
【解決手段】 積層材P1を膜体18,22またはフィルムF1,F2を介して加熱・加圧後に、積層材P1の搬入時の移送方向とは逆方向に積層材または積層成形品を載置するフィルムF1を移送させて、積層成形装置12の一側に設けられた搬入・搬出口25から積層成形品P2を搬出する。
(もっと読む)
樹脂板加熱装置
【課題】 比較的狭いスペースでも利用可能な樹脂板加熱装置を提供する。
【解決手段】 下部に樹脂板1…の積載部2、上部に前記積載部2から供給される樹脂板1を加熱する加熱部3を備えた樹脂板加熱装置である。これにより、樹脂板1の加熱部3の下方に樹脂板1…の積載部2を設けたため、有効なスペース利用が可能となる。また、積載部2から加熱部3に供給する樹脂板1を途中で一時的に保管する保管部4を中間部に備えていると好ましい。
(もっと読む)
シートプレス機
【課題】 シート成形品を効率よく形成することができるシートプレス機を提供する。
【解決手段】 第1の固定プレート20と可動中間プレート40との相対する面にそれぞれ装着されて対をなす両成形型22、28を有する第1の成形型装置21と、第2の固定プレート30と可動中間プレート40との相対する面にそれぞれ装着されて対をなす両成形型32、38を有する第2の成形型装置31と、を備える。可動中間プレート40が横方向に往復動作されることで、第1の成形型装置が型締め・型開き動作される一方、第2の成形型装置21、31が型開き・型締め動作される。そして、第1、第2の成形型装置21、31にシート材100が交互に供給されプレス加工されることで、所定形状のシート成形品105を形成する。
(もっと読む)
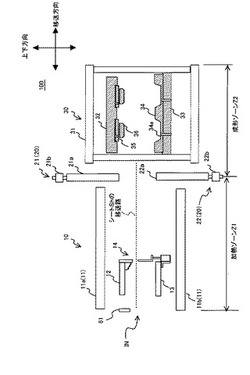
熱可塑性樹脂シートの連続成形方法
【課題】 旧シート原反と新シート原反の継ぎ目部を有する不良品を効率的に排出しながら、成形品、特に発泡成形品を連続成形する。
【解決手段】 繰り出されたシート原反を成形装置に供給すると共に、先行シート原反11の末端部に待機シート原反12の先端部を継ぐ原反継ぎ機120を備えた原反供給装置100と、原反供給装置100から供給された樹脂シート10に成形を施す成形装置200と、成形装置200で成形された樹脂シート10を、成形1ショットの成形品部分を含む切断単位毎に切断するカッター部301を備えた切断装置300を少なくとも含む成形ラインにおいて、
原反継ぎ機120によって継がれた先行シート原反11と待機シート原反12との継ぎ目部を含む樹脂シート10を、成形装置200で成形することなく空送りさせ、前記切断単位と同じ切断位置で切断し、切断されたこの継ぎ目部を含む未成形の樹脂シートを前記成形ラインから除く。
(もっと読む)
プラスチックエンボスキャリアテープ装置及び方法
エンボスキャリアテープ製造装置は、テープの形成、充填及び密封等の他の加工が一つの統合加工において連続的に実施されるように、他の加工装置と一体化するための特徴を含む。本装置はエンボスする前にテープを加熱する引き込み式接触局所ヒータを、加工が休止され得るようにヒータ及びテープ間に配置可能な独特の熱シールド装置と共に含む。また、他のキャリアテープ加工装置の入力速度に適応するために、キャリアテープエンボス加工が自動的に休止され得るように、同期装置は統合される。 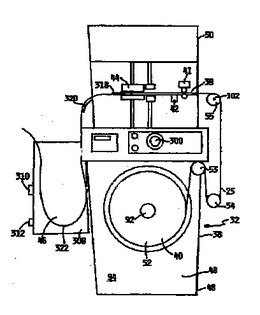 (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]