
Fターム[4F209AD16]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,652) | 形状、構造 (1,322) | 繊維製品(編織物、不織布、長繊維物、コード) (53)
Fターム[4F209AD16]に分類される特許
41 - 53 / 53
エンボス加工装置及び方法並びに吸収性物品の製造方法
【課題】一度の加工で繊維材料に複数のエンボスパターンを好適に施すことができるエンボス加工装置を提供すること。
【解決手段】本発明のエンボス加工装置は、エンボスロール2及びアンビルロール3を備えている。エンボスロール2の周面部に、各エンボスパターンに対応した凸部21、22が配設されているとともに、エンボスロール2とアンビルロール3との間に、各エンボスパターンに応じたクリアランスが形成されている。本発明のエンボス加工装置は、これらのロール2,3が回転されているときにそれらの間に供給された繊維材料に複数のパターンでエンボス加工を施す。アンビルロール3は、各エンボスパターンに対向する周面部31、32がそれぞれ異なる外径に設けられて前記クリアランスが形成されていることが好ましい。
(もっと読む)
シートの加工装置及びシートの製造方法

【課題】シートに高い延伸倍率で延伸加工を施すことができるシートの加工装置を提供すること。
【解決手段】本発明のシートの加工装置1は、周面部に互いに噛み合う歯溝を有する一対のロール2、3を備え、これらのロール2、3が回転されているときにその噛み合い部分に供給されたシート10に加工を施す装置である。各ロール2、3における隣接する歯20、30どうしのピッチが1.0mm〜5.0mm、前記各歯20、30の幅が前記ピッチの1/2未満、且つ前記歯20、30の高さが隣接する歯のピッチである。ロール2、3の歯20、30の噛み合いの深さが1.0mm〜歯の高さまでであることが好ましい。
(もっと読む)
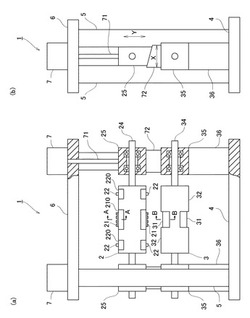
プリプレグの折曲成形装置及びその折曲成形方法
【課題】積層厚の厚いものを含むプリプレグの折曲成形に際して、加温時間や折曲成形時間の延長化に起因するランニングコストの上昇を生ぜしめることなく、安定した品質を得るようにする。
【解決手段】凸型治具4及びリフタ7a,7bに配設されたヒータ8の上面にプリプレグWを載置し、このプリプレグWとともに当該プリプレグWが載置された凸型治具9及びリフタ7a,7bの上部を真空バッグ9で覆って、この真空バッグ9を箱型治具2のフランジ2d,2eに止着する。そして、真空バッグ9で覆われたところに形成される空間11とこの空間11に連通する空間12とからなる密閉空間に対し真空引きし、ヒータ8に通電してプリプレグWの、リフタ7a,7bに載置された部分を規定の温度にまで加温して軟化させる。軟化させた後、リフタ7a,7bをそれぞれ降下させて折曲成形すると、プリプレグWの折曲部にしわが生じない成形品が得られる。
(もっと読む)
エンボス加工プリプレグとその製造方法、化粧板
【課題】 従来の化粧板としての基本的特性を損なうことなく、簡易な方法で、加熱加圧成形後の化粧板の反りを低減した化粧板に用いられるエンボス加工プリプレグとその製造方法、ならびに、このエンボス加工プリプレグを用いた化粧板を提供する。
【解決手段】 化粧板を成形するために用いられるプリプレグであって、基材に熱硬化性樹脂組成物を担持させてなる樹脂担持基材の厚み方向にエンボス加工を施してなることを特徴とするエンボス加工プリプレグと、このエンボス加工プリプレグの製造方法であって、(a)基材に熱硬化性樹脂組成物を担持させ、樹脂担持基材を製造する工程と、(b)上記樹脂担持基材の厚み方向に、エンボス加工を施す工程と、を有することを特徴とする、エンボス加工プリプレグの製造方法。
(もっと読む)
クリーニングシートを製作するための方法および装置
添加剤(14)をウェブ(4)の選択された領域(56)に適用する方法は、添加剤を、隆起領域および凹状領域(39)を含む外表面を有するパターン化ロール(10)の隆起領域(26)に適用する工程と、回転可能にパターン化ロールと接触して配置された平滑な外表面を有するフラットロール(12)を提供する工程と、材料のウェブをパターン化ロールとフラットロールとの間に搬送して、これにより、添加剤をウェブの選択された領域に転写する工程とを含む。添加剤をウェブに選択的に適用するための装置もまた記載されている。 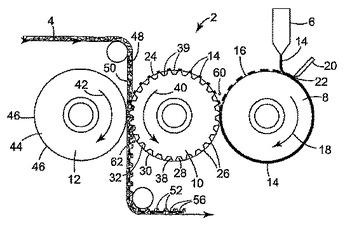 (もっと読む)
(もっと読む)
シート材料を曲げる方法及びそのためのシート
材料シート(30)を含む、曲げ線に沿って曲げるために形成された材料シートは、複数の分割スリット(37)と、貫通形成された複数のストラップ・スリット(39)とを含む。分割スリットは所望の曲げ線(35)に実質的に沿って延び、材料シートを第1の平面領域(32)と第2の平面領域(33)とに分割する。ストラップ・スリットは所望の曲げ線と交差し、ストラップ・スリットの隣接する対は、その間に曲げストラップを形成する。曲げストラップは、所望の曲げ線と交差する長手方向ストラップ軸線を有する。材料シートは複合材料で形成することができる。さらに、材料シートを形成し使用するための方法が開示される。  (もっと読む)
(もっと読む)
プラスチック板の変形方法
本発明は、樹脂処理された繊維のコアを含んでなるプラスチック板を高圧および高温条件下で圧縮することにより形成し、得られた板を型(1、2、3)の中で変形させる方法であって、該プラスチック板が、型の中で変形する前に、(Tg+15℃)−(Tg+115℃)の範囲内の温度を有する必要があることを特徴とし、ここでTg(℃)はプラスチック板の変形またはガラス転移温度である、方法に関する。 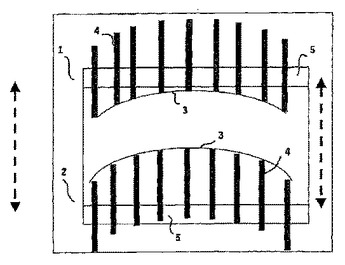 (もっと読む)
(もっと読む)
ポリマー繊維から作られる型抜きメッシュ材料
【解決手段】 ハニカムウェブの前駆物質(10)は、一連の分岐スリット(16)を有するポリマー材料の本体を含んでいる。本体は、ハニカム構造のウェブに拡張させることができる。様々なパネル及び仕切りも開示されている。ポリマー材料のハニカムウェブを作るための方法も提供されている。その方法は、ポリマー材料の本体内に一連の分岐スリットを作って複数の拡張リブを画定する工程と、拡張リブを折り畳むことによって直立させてハニカムウェブを形成する工程とを含む。 (もっと読む)
蛇腹ゴムホースの製造方法及び蛇腹ゴムホース
【課題】樹脂内管,その外側の中間ゴム層,耐圧性をもたせるための補強層及び外面ゴム層を有する蛇腹ゴムホースを連続的に製造することが可能であり、生産性が高くて製造コストも安価となし得る蛇腹ゴムホースの製造方法を提供する。
【解決手段】蛇腹ゴムホース10の製造方法を、樹脂内管16を予め蛇腹管に且つ連続した長尺管10Aに成形する工程と、その後に樹脂内管16を芯体としてその外周面に中間ゴム層18を蛇腹形状に連続被覆して長尺管10Bを成形する工程と、その後において長尺管10Bの外周面に補強糸を連続的に編組して蛇腹形状の補強層20を有する長尺管10Cを成形する工程と、その後において長尺管10Cの外周面に外面ゴム層22を連続形成して長尺管10Dを成形する工程と、これを連続加硫した後、個々の蛇腹ゴムホース10に自動切断する切断工程とを含むものとする。
(もっと読む)
伸長された機械的締結ウェブラミネートの製造方法
本発明は、2つの主面を有し、一方の主面が対応する雌型締結材との係合のために適切な複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)と、他方の主面上の繊維状ウェブ層(11)とを含む伸長された機械的締結ウェブラミネート(1)の製造方法であって、(i)初期基本重量を有する繊維状ウェブ層(11)を提供する工程と、(ii)ロールの一方が複数の雄型締結要素(14)のネガ型であるキャビティ(120)を有する2つのロール(101)、(103)によって形成されるニップに繊維状ウェブ層(11)を通し、キャビティ(120)を充填する過剰量の溶融熱可塑性樹脂をキャビティ(120)中に導入し、そして樹脂の過剰量が熱可塑性ウェブ層(13)を形成し、樹脂を少なくとも部分的に凝固させ、そしてそのようにして形成された繊維状ウェブ層(11)と複数の雄型締結要素(14)を有する熱可塑性ウェブ層(13)とを含むウェブラミネート前駆体(10)をキャビティ(120)を有する円柱状ロール(103)から剥離し、それによって熱可塑性ウェブ層(13)が初期厚さおよび初期フック密度を有する工程と、(iii)ウェブラミネート前駆体(10)を一軸または二軸伸長して、それによって繊維状ウェブ層(11)の基本重量および熱可塑性ウェブ層(13)の厚さをそれぞれの初期値から低下させ、100g・m-2未満の基本重量を有する伸長された機械的締結ラミネート(1)を提供する工程とを含む方法に関する。 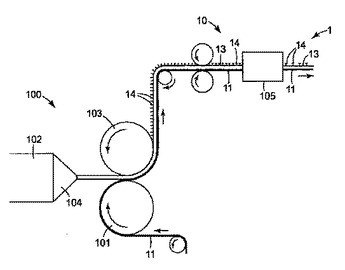 (もっと読む)
(もっと読む)
複合材料からサンドイッチパネルコアを製造するための方法
本発明は、薄板状の複合材料から作成されるコルゲート構造体の製造技術として最も一般的な態様で定義されうるものであり、かつ航空機製造業、造船業および建設ユニットで用いられるサンドイッチパネルの製造方法として用いられてもよい。サンドイッチパネルコアを複合材料から製造するための方法は、強化材料からブランクを配置し、ブランクをバインダに含浸することでプリプレグを得ること、熱間圧縮しながらバインダを焼入硬化し、コア稜部の形状を有し、かつ互いにいくらか離間して分離された一組の比較的剛性な部分の形状で平坦な半完成ブランクを得ること、半完成ブランクを変形したのち、必要な形状を有するコアリリーフを得ること、施したバインダを最終的に焼入硬化すること、を含む。さらに、かかる方法は強化材料がブランクの表面全体にわたりバインダに含浸され、得られたプリプレグ内のバインダを焼入硬化するための熱供給は部分の範囲内でなされ、部分間のプリプレグ区間に沿って焼入硬化工程を減速する条件を形成することを含む。熱間圧縮過程でコア稜部の形状を有する部分間のプリプレグ区間の幅が設けられ、幅はコア成型時にこれらの部分で曲げられるブランク材料の径の2倍値以上である。
 (もっと読む)
(もっと読む)
一体化した内側の不浸透層を有する現場硬化型ライナー及び連続製造方法
一体化した内側の不浸透性層を有する樹脂含浸現場硬化型ライナー(22)と、その製造のための方法、及びこれを行うための機械装置を提供する。該ライナーは、その一面に接合された不浸透性層を有する樹脂含浸可能材料から形成される。該材料は、管状形成部材の周りにおいて、外側に不浸透性層を有する管状に形成され、引き続いて管状形成装置で反転されて、不浸透性層が内側となるように配置される。外側の不浸透性フィルム(31)は、内側の管状層(28)の周りに配置され、通常の方法で真空含浸されてもよい。あるいは、管状の樹脂含浸可能材料は、樹脂タンク(53)に通され、外側の不浸透性層で巻き付けられる前に硬化樹脂に含浸される。その結果、含浸されたライナーは、これに一体化した内側の不浸透性層を考慮した場合に、蒸気使用が可能な引込み及び膨張に好適となる。 (もっと読む)
長手方向に強化された現場硬化型ライナー
長手方向の伸張を制限するために、強化用スクリム(33)を有し、かつ長手方向に強化された樹脂含浸現場硬化ライナーを提供する。ある連続する長さの樹脂含浸可能な管状部材は、平らに横たえられた状態で提供されてから含浸される。そして、横糸方向よりも縦糸方向において、より大きな強度を有するスクリム(33)が、管状部材の底面の一部に配置される。その後、該管状部材が管状形成装置内へ送られ、そこで、不浸透性フィルム(31)が管状に封止されてから、該フィルムとは反対方向に移動する、内側の管状部材及びスクリムの周りで引き続き反転される。これにより、反転されたラップ部が管状部材を包みこむ。強化された管は、一体化した内側の不浸透性層を有しており、引込み及び膨張法によって既設輸送管路内に設置される。 (もっと読む)
41 - 53 / 53
[ Back to top ]