
Fターム[4F209AD16]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,652) | 形状、構造 (1,322) | 繊維製品(編織物、不織布、長繊維物、コード) (53)
Fターム[4F209AD16]に分類される特許
21 - 40 / 53
傾斜したスティフナー、傾斜したスティフナーを形成するための装置及び方法
丸みを帯びた肩部を有するC字形断面部品を形成するための金型(30)が、丸みを帯びた凸状部分各々によって反対向きの平面状端面に接続される円筒外面を有する円筒体(36)を有する内型(32)と、丸みを帯びた凹状部分(48、50)各々によって対向する端フランジ(46)に接続される円筒中心部分(44)を有する外型(34)とを具備し、ここで、内型の一部分が、形成されるべきC字形断面部品の所望の断面に対応する空洞部を画定するために外型の端フランジ(46)間に配置され且つ端フランジから離間されるように構成され、丸みを帯びた凸状部分及び丸みを帯びた凹状部分が、内型及び外型各々の外周回りで変化する曲率半径を有し、丸みを帯びた凸状部分及び丸みを帯びた凹状部分の、内型及び外型が互いに近接している箇所の曲率半径が、内型及び外型が回転されるとき、変化するように内型及び外型が回転可能である。 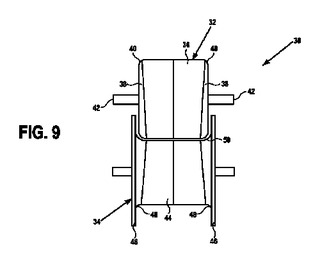 (もっと読む)
(もっと読む)
樹脂管の製造方法
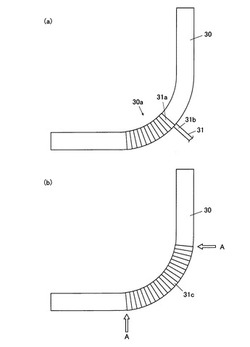
【課題】新規な樹脂管の製造方法を提供する。
【解決手段】棒材を加熱工程に耐える水溶性の材料(例えば塩)で軸線が曲線である曲線部を有する形状に形成し、液晶ポリマーのシート材31を棒材30に所望の複数回巻き付けて保持して加熱する加熱工程を備える。曲線部30aに対してはシート材を巻き方向に長尺な形状にして螺旋状に巻き付け、螺旋状のシート材の巻き始め端部及び巻き終わり端部を溶着させて棒材への巻回状態を保持する。さらにシート材の外周面に耐熱フィルムを(曲線部に対しては螺旋状に)巻き付けた上で、オートクレーブで加熱工程を実行する。本加熱工程により、シート材を溶融させて樹脂管に成形する。耐熱フィルムを巻き替えて再度加熱工程を実行し、CFRPの外管を成形したら、棒材を水に溶かして樹脂管から取り除く。
(もっと読む)
少なくとも2つのプレプレグ層を備える積層板からのFCパリソンの製造方法及びこの方法を実施するための製造装置
本発明は積層板(40)から少なくとも2つのプレプレグ層を有する繊維強化複合材料プリフォームを製造するための方法、及びこの方法により繊維強化複合材料要素を製造するために半製品を変形する製造装置に関する。方法は、運動機構により型枠に対して移動自在な第1の挟持装置(16)に積層板(40)の少なくとも1つの第1の端部区域(44)を挟持し、且つ第1の端部区域の反対側に位置される積層板(40)の第2の端部区域(44)を別の挟持装置に挟持する工程と、第2の挟持装置(17)に対して第1の挟持装置(16)により、挟持装置間に位置される積層板(40)の領域を横断して引張応力(F)を作用させると同時に第1の挟持装置(16)を所定の位置まで第2の挟持装置から離間する方向に移動させる工程とを含む。所定の位置において、丸みを帯びた表面領域(58、59)は、その長手方向にて視認されるように、第1の挟持装置(16)及び第2の挟持装置(17)の間にて積層板(40)に湾曲部を形成する。  (もっと読む)
(もっと読む)
離型材及びその製造方法

【課題】離型材自体が変形することなく、絞(シボ)深さを大きくしても基材が絞(シボ)模様形状に対応して変形することなく、離型紙を繰り返し使用しても、絞(シボ)深さが減衰することが少ない離型材とその製造方法を提供する。
【解決手段】不織布上に凹凸模様が形成された樹脂層が積層された離型材。ポリエステル系不織布等の不織布上にシボ押しされた4−メチル−1−ペンテン系樹脂組成物等の樹脂シートが積層されてなることが好ましい。この離型材の好ましい製造方法は、4−メチル−1−ペンテン系樹脂組成物等の樹脂シート12を作製する工程と、該工程で作製された樹脂シート12を加熱し後、ポリエステル系不織布等の不織布16とラミネートしながらバックアップロール18と絞(シボ)ロール19との間を挿通して樹脂シート12に絞(シボ)を形成させて離型材20とする製造方法である。
(もっと読む)
断熱パイプの製造装置
【課題】ガラス繊維マットの上面にバインダーを塗布しながら、ガラス繊維マットを成形ローラに加圧して巻き取り、所定厚さ及び所定直径を有する断熱パイプを製造する装置であって、マット供給ローラ3からのガラス繊維マット2を、成形ローラ4に巻き取られるように移送ローラ6-8と、ガラス繊維マット2の上面にバインダーを塗布する塗布ローラ9と、移送されるガラス繊維マットが複数回巻き付けられ、所定厚さの断熱パイプを成形する成形ローラ4と、成形ローラ4に巻き取られるガラス繊維マット2を加圧しながら、その表面にバインダーを塗布する圧搾ローラ10と、圧搾ローラ10を昇降させ巻き取り圧力を調節する圧力調節部11と、ガラス繊維マット2の引き出し長さを計測するエンコーダ13と、ガラス繊維マットが適正な長さに引き出された際に斜めに切断する切断部14と、を含む。 (もっと読む)
自動車用マットへの特定事項の打刻装置およびその打刻方法
【目的】 特定事項の変更が容易になされて特定事項変更時の応答性を高め、マットメーカの経済的負担を大幅に削減してコストダウンを実現するとともに、所定の位置に正確に特定事項を打刻できる自動車用マットへの特定事項の打刻装置およびその打刻方法を提供する。
【構成】 自動車用マットの特定事項を文字・数字・記号に変換して頂面に左右逆に浮き彫りした複数の打刻型3a〜3jと、これら打刻型および込め物10a〜10dを着脱可能に組み込んで固定する打刻版4と、この打刻版4と熱可塑性材からなるバッキング層23の裏面とを互いに近接させて前記特定事項をバッキング層23の裏面に向けて押し付ける押圧手段5と、前記打刻版4を介して複数の打刻型3a〜3lを所定温度に加熱する加熱手段6とを備える。
(もっと読む)
製造設備の温度を制御する装置及び方法
【課題】高速で連続運転できるフィルム、ウェブ等の製造に供する、ロールの温度をゾーン制御するための方法及び装置を提供する。
【解決手段】装置12は、第一の温度の表面32を有するロール30と、ロール30の表面32の少なくとも一部に隣接して配置されたベルト70とを備える。ベルト70は、接触領域Cにおいてロール表面32に接触し、ロール30の第一の温度と異なる第二の温度を有して、ここでロールが回転する時に、接触領域C内において、ベルト70が、ロール30の表面32の少なくとも一部に温度変化の影響を及ぼす。
(もっと読む)
角隅部が強化されたサンドイッチ構造から物体を製造するための方法およびこのタイプの物体
本発明は、2つのカバー層(16)(そのうちの少なくとも1つがプラスチックカバー層である)間に配置される熱可塑性のコア層(18)を含むサンドイッチ構造から作製される物体の角隅部を製造し、かつそれを強化するための方法に関し、本方法は、2つの物体部分間に角隅部を含む物体を形成する工程と;さらなる繊維強化熱可塑性層(26)がコア部分(24)の露出された表面を実質的に覆うように、角隅部に適合させた形状を有する熱可塑性のコア部分(24)およびさらなる繊維強化熱可塑性層(26)を角隅部に位置決めする工程と;サンドイッチ構造のカバー層(16)をさらなる繊維強化熱可塑性層(26)に結合する工程とを含む。 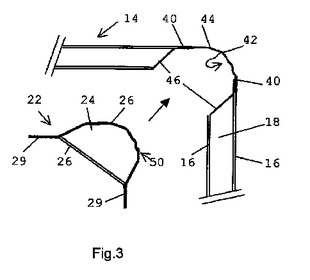 (もっと読む)
(もっと読む)
凹凸柄を形成した繊維系製品の製造法
【課題】
比較的安価で単純なプロセスによって、鮮明またはソフトな感触の凹凸柄を半永久的に形成でき、裏面に形状記憶シートを融着することで凹凸柄は繊維系製品である生地との一体感がある文字やマークとなる。
【解決手段】
伸縮性と柔軟性を有する繊維系製品について、裏打ち層と接着層とを有する形状記憶シートを繊維系製品の裏面上に載置し、適宜の図柄模様を対応刻設した凹状金型および凸状金型を裏打ち層の融点と接着層の融点との間まで加熱してから、凹状金型と凸状金型によって繊維系製品および形状記憶シートを挟んで熱成形する。
(もっと読む)
短繊維入りゴム製筒体及びその製造方法
【課題】外観形状にかかわらず、短繊維がホース長さ方向に配向した短繊維入りゴム製筒体を容易に製造することのできる短繊維入りゴム製筒体の製造方法を提供する。
【解決手段】長さ方向に短繊維2が配向した短繊維入り未加硫ゴム製筒体3を螺旋状にテープ状に切り出し、得られた未加硫ゴムテープ5を未加硫ゴム製筒体3から切り出したときの切り出し角度αと同じ角度でマンドレル6に螺旋状に巻きつけることによって、長さ方向に短繊維2が配向した短繊維入り未加硫ゴム層7を形成し、その後、該未加硫ゴム層7を加硫する。
(もっと読む)
短繊維入りゴム製筒体の製造方法
【課題】ホースの柔軟性を低下させることなく、短繊維がホース長手方向に配向したものよりも優れた耐摩耗性を有する短繊維入りゴム製筒体の製造方法を提供する。
【解決手段】長さ方向に短繊維2が配向した短繊維入り未加硫ゴム製筒体3を螺旋状にカットしてテープ状に切り出し、得られた未加硫ゴムテープ5を立てた状態でマンドレル6の外周面に螺旋状に巻回して未加硫ゴム層7を形成し、その後、該未加硫ゴム層7を加硫することを特徴とする。
(もっと読む)
湾曲された熱可塑性複合部品の製造方法
調節された可変の厚さを有する湾曲された熱可塑性複合積層部品を連続的なプロセスで成形するための製造方法である。自動化された装置または手作業のレイアップが部品またはコンポーネントを多層スタックに集積するために使用される。各スタックは位置とその配向方向を維持するために適切な位置で仮留めされるプライ集積領域を含めた全てのプライを含んでいる。プライ仮留めツーリングは全ての必要な部品特性を含み、異なる厚さの領域を潜在的に有する単一の一体化された熱可塑性複合積層を多プライスタックから形成するためカスタム化された多プライスタックに調節される。 (もっと読む)
装飾層構造の成形方法および装飾板の製造方法
【課題】プレス成形において、凸部分と凹部分との鏡面光沢度に差にを持たせた特殊な金型を使用することで、鏡面光沢度差により木目や石目の風合いが表現され、幾何学模様の凹凸が際立って視認される装飾層構造の成形方法および装飾板の製造方法を提供する。
【解決手段】2枚の樹脂含浸シートを、凹部分Pと凸部分QとがJISZ8741準拠による指標で少なくとも6以上の鏡面光沢度差を持つ金型(上金型111,下金型112)により熱プレスして装飾層構造を成形する方法であって、プレス成形品4の凸部分と凹部分の鏡面光沢度差が金型1の鏡面光沢度差の80%以上となるように、プレス成形することを特徴とする。
(もっと読む)
複合シートの製造装置
【課題】所望のピッチや大きさの凸部、特に小ピッチの凸部を有する複合シートを容易に製造し得る装置を提供すること。
【解決手段】周面が凹凸形状となっている第1のロール11と、第1のロール11の凹凸形状と噛み合い形状となっている凹凸形状を周面に有する第2のロール12とを備えている。第1のロール11は、該ロールの回転方向に沿って交互に凹凸部を形成するように、複数枚の歯車11aが回転軸に取り付けられてロール状となされている。所定枚数の歯車11aおきに、該歯車間に所定幅の空隙部19が形成されている。空隙部19は、ロールの回転軸方向に延びるようにロール11内に形成された吸引路21と連通している。
(もっと読む)
シートの製造方法及び加工装置
【課題】精度の高い延伸加工を施すことができ、高い伸縮特性及び強度を有するシートを製造可能なシートの製造方法及びそれに使用されるシートの加工装置を提供すること。
【解決手段】本発明のシートの製造方法は、互いに噛み合う歯溝20、30が回転軸方向に沿うように周面部に設けられた一対のロール2、3を回転させ、それらの噛み合い部分に基材シート10を供給し、基材シート10に延伸加工を施す工程を具備している。そして、一対のロール2,3を基材シート10の流れ方向に複数配置して基材シート10に延伸加工を繰り返し施すと共に、各対のロールの噛み合い部分に、基材シート10の流れ方向に張力を加えながら該基材シート10を供給する。
(もっと読む)
シートの製造方法及び加工装置
【課題】高い伸縮特性を有するシートを好適に製造することができるシートの加工装置を提供すること。
【解決手段】本発明のシートの製造方法は、互いに噛み合う歯溝20、30が回転軸方向に沿うように周面部に設けられた一対のロール2、3を回転させ、それらの噛み合い部分に基材シート10を供給し、基材シート10に延伸加工を施す工程を具備している。基材シート10の流れ方向にその破断荷重の10〜90%の張力を加えながら基材シート10をロール2、3間に供給する。
(もっと読む)
不織材料/エラストマー積層物に弾性を付与する方法
【課題】不織材料/エラストマー積層物に弾性を付与する方法を提供すること。
【解決手段】幅を有する少なくとも1枚の弾性フィルムと、特に結合材料、特に接着剤の間置によって前記フィルムに固定された少なくとも1つの不織材料層とを含む積層物に弾性を付与する方法において、2組のかみ合い機構間に積層物を通すために、積層物がウェブの形態に展開されるステップを含み、2組のかみ合い機構の歯が、積層物をその幅の方向に引き伸ばすために、積層物の平面に垂直な方向に互いにかみ合う方法であって、特にテンショナ(tensioner)ロールを、特に2組のかみ合い機構の下流に提供することによって、かみ合い機構間での展開の間に、ウェブに、縦断方向または縦方向の張力が与えられるステップを含むことを特徴とする方法。
(もっと読む)
複合建築要素の製造方法
複合建築要素(10)の製造方法は、
a)2つの繊維強化熱可塑性カバー層(14、16)間に熱可塑性コア層(12)を備える、複合建築要素(10)を提供するステップと、
b)パネル(10)の繊維強化熱可塑性カバー層(14)に1つ以上の中断部(50)を設けるステップと、
c)繊維強化熱可塑性強化層(70)を、中断部(50)上および/または付近に配置するステップと、
d)繊維強化熱可塑性壁によって画成された凹部を有する熱可塑性建築要素が得られるように、中断部(50)に沿って位置する縁を、必要な場合には、熱可塑性強化層(70)を変形する一方で、有利には同時にコア層(12)を局所的に圧縮するステップとを含んで成る。 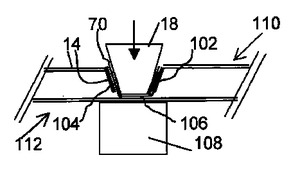 (もっと読む)
(もっと読む)
繊維強化複合材の製造方法
【課題】積層繊維層が厚さ方向糸で結合された平板状の一次構造体に曲げ加工を行って形成しても、曲げ部における皺や歪みの発生が抑制された状態で三次元繊維構造体を製造可能な曲げ工程を備えた繊維強化複合材の製造方法を提供する。
【解決手段】連続繊維配列工程と、厚さ方向糸挿入工程と、曲げ工程と、樹脂含浸硬化工程とを備えている。曲げ工程において、一次構造体20を第1保持部材21と第2保持部材22とで保持するとともに一次構造体20に張力をかける。その状態で一次構造体20に押圧部材23で曲げ力を作用させつつ、第1保持部材21、第2保持部材22及び押圧部材23を相対移動させる。そして、相対移動する第2保持部材22及び押圧部材23に挟まれた部分と、押圧部材23及び第1保持部材21に挟まれた部分との両端部に曲げ方向の異なる曲げ部14a,14bを形成する。
(もっと読む)
蛇腹状生地で形成した回動窓開放覆部材、並びに、蛇腹状生地の屈曲部形成方法、及び、蛇腹状生地の屈曲部形成装置
【課題】蛇腹状生地であっても蛇腹の伸縮方向における伸縮性を確保することができ、屈曲部の見栄えも良好な蛇腹状生地で形成した回動窓開放覆部材、及び、蛇腹状生地の屈曲部形成方法、並びに、蛇腹状生地の角部形成装置の提供する。
【解決手段】正面視多角形に形成し、一辺を回動軸として開閉自在に構成した回動窓A4の側方の開放部A14を覆う覆用シート11,41を具備して構成した回動窓開放覆部材10であって、上記覆用シート11,41を、一方向に、且つ、所定間隔ごとに山折と谷折とを繰り返した蛇腹状生地12で構成し、上記覆用シート11,41の山折した折り目が蛇腹形成方向に沿って谷折される側に折り曲げた屈曲部22を具備した。
(もっと読む)
21 - 40 / 53
[ Back to top ]