
Fターム[4F209AD21]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,652) | 形状、構造 (1,322) | 異形断面、非円形断面 (13)
Fターム[4F209AD21]の下位に属するFターム
綱矢板
Fターム[4F209AD21]に分類される特許
1 - 13 / 13
プラスチックダンボールシートのシール加工方法
【課題】安全で、かつ安価、高速でプラスチックダンボールシートの開放側端部をシール加工する。
【解決手段】プラスチックダンボールシート開放側端部6に超音波ホーンを当接し、超音波ホーンの超音波振動により、該シート開放側端部の上面と下面を溶着するプラスチックダンボールシート開放側端部のシール加工方法。
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品の製造方法

【課題】ウェザーストリップに埋設される芯材において、芯材が横断面U字状にロール成形加工される際の芯材片部の捩れ変形による不具合を防止できるようにする。
【解決手段】スリット加工により芯材素材の長手方向に所定間隔で複数のスリットを形成して各スリット間に芯材片部22を形成した後、圧延加工よりスリットを長手方向に拡大して空間部24を形成することで長手方向に芯材片部22と空間部24を交互に設けた芯材16を形成する。この際、スリット加工と同時に予備捻り加工を行って予め特定方向に芯材片部22を捻り塑性変形させることで、その後、芯材16が横断面U字状にロール成形加工されたときの芯材片部22の捩れ変形によって、予備捻り加工による芯材片部22の捻り塑性変形を矯正して芯材片部22の幅方向端末が長手方向で一直線になるように加工して、長手方向で隣り合う芯材片部22の縁部間に段差が生じることを回避する。
(もっと読む)
排気溝形成方法、及び排気溝形成装置
【課題】高速運転、低速運転においても、排気溝を安定して形成でき、ゴムストリップ切れやエアー残りによる品質の低下を防止する。
【解決手段】 ゴム押出機により連続的に形成されかつ長さ方向に搬送されるゴムストリップの一面に、排気溝14を形成する。回転自在に枢支されかつ外周面に、周方向と交わる向きにのびる排気溝形成用の溝形成リブ20を突設した型付けローラ15を、ゴムストリップGに押し付けることにより排気溝14を形成するローラ押し付け工程を具える。前記ローラ押し付け工程は、ゴムストリップGの搬送速度Vが高速の時、型付けローラ15の押付け力Fを大に、かつ搬送速度Vが低速の時、前記押付け力Fを小に切り替える押付け力切り替えステップを有する。
(もっと読む)
中空体の成形方法、当該成形方法を用いた中空体、及び中空体容器
【課題】凹部が急峻な縁部であり且つ周縁部が平坦であるように樹脂製段ボール等の中空体を加工する中空体の成形方法を提供する。
【解決手段】内部に多数の中空部18を有する樹脂製中空体10に対して、その表面に凹部19を形成する中空体の成形方法であって、凹部に対応した刃先を有する刃物24を厚み方向に表面から第一深さまで押し込むことにより、凹部対応領域13を周囲から切り離すハーフカットステップと、周囲から切り離された凹部対応領域に対して、押圧体26を厚み方向に表面から第二深さまで押し込むことにより、中空体の凹部対応領域が厚み方向に押しつぶされた凹部を形成する押圧ステップと、を備える。
(もっと読む)
中空合成樹脂板を用いた函体およびその製造方法
【課題】 この発明は、通称、プラスチックダンボールといわれる中空合成樹脂板を用いた函体およびその製造方法に関する。
【解決手段】第1ブランクまたは第2ブランクのいずれか一方に、所定の幅に設定されて函体成形時に縦方向と横方向に伸びる第1熱溶着代と第2熱溶着代とを形成すると共に両者の交叉する個所に切欠を設けてなり、上記第1熱溶着代とこれと直交する壁面および第2溶着代とこれと直交する壁面を表面側から溶融して一対の第1および第2溶融片となし、該一対の第1および第2溶融片の一方を他方に折り重ねて一体に溶着してなることを特徴とする。
(もっと読む)
積層板および積層板の端末処理方法
【課題】端部の見栄えを向上させるとともに形状自由度を向上させることのできる積層板および積層板の端末処理方法を得る。
【解決手段】積層板19の製造方法は、一対の板状部材3,4を縦壁部2bを介して積層した熱可塑性樹脂製の積層素材1を、当該積層素材1の周縁部1aが露出するように支持部材9で支持し、前記周縁部1aに熱風を吹き付けて当該周縁部1aを加熱軟化させる第1の工程と、前記加熱軟化させた周縁部1aに抜き型17の切断刃17aを押し当てて前記一対の板状部材3,4同士を接触させて溶着するとともに当該周縁部1aに針ノズル25を挿入して圧縮空気を吹込み当該周縁部1aを膨化した後に、前記積層素材1から積層板19を型抜きする第2の工程と、を有している。
(もっと読む)
積層板および積層板の端末処理方法
【課題】端部の見栄えを向上させるとともに形状自由度を向上させることのできる積層板および積層板の端末処理方法を得る。
【解決手段】積層板20の製造方法は、一対の板状部材3,4を縦壁部2bを介して積層した熱可塑性樹脂製の積層素材1の周縁部1aを加熱軟化させる第1の工程と、前記周縁部1aを加熱軟化させた積層素材1を一対の割金型17で挟持して型締めすることで、前記一対の板状部材3,4をそれぞれ他方の板状部材4,3に向けて押圧し、前記一対の板状部材3,4同士を接触させて溶着する第2の工程と、前記加熱軟化した周縁部1aに空気を注入することで前記積層素材1の周縁部1aを膨出させて前記一対の割金型17の内面に密着させる第3の工程と、前記割金型17をさらに押圧することで前記積層素材1から積層板20を型抜きする第4の工程と、を有している。
(もっと読む)
巻取中にストリップを安定化させる方法及び装置
ハブを有するスプール上に複合ストリップを巻き取るためのスプール巻取組立体が開示される。組立体が巻き取るストリップ(10)は、細長いプラスチックストリップであって、平坦なベース部分と、ベース部分から直立した、複数の横方向に間隔を隔てた長手方向に延在するリブ部分とを有し、複数の細長い補強部材はそれぞれのリブ部分の内部を長手方向に延在し、リブ部分と補強部材とは複合リブを形成している。組立体は、メインフレーム(202)と、メインフレームに対してスプールを回転可能に支持するためのスプールホルダ(204)と、メインフレーム(202)に対してスプール(50)を駆動するためのスプール駆動ユニット(206)と、スプール(50)に対して横方向に動くために取り付けられたキャリッジ(240)と、キャリッジ(240)に取り付けられたベンダー(90)であって、スプール(50)のハブ(55)に向けて供給されるストリップ(10)を受けるための、及び、ストリップ(10)を変形させて、屈曲ベース部分を与えるための、上記ベンダーと、ストリップ(10)をベンダー(90)に通して駆動するための、ベンダー(90)に機能的に結合されたベンダー駆動ユニット(210)と、を備えていることを特徴とする。 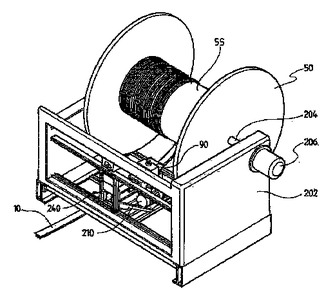 (もっと読む)
(もっと読む)
折り畳み可能なボード
【課題】
養生材などの用途に使用されるプラスチックのボードであって、若干の厚さのあるものを対象にしても、折り畳むことが可能であって、折り畳んだ状態で好都合に保管したり輸送したりすることができ、使用に当たっては展開することができるものを提供する。
【解決手段】
プラスチック製の長方形のボードを横長に置いて、縦方向に平行に走る折り目を、順次山折り・谷折りと等間隔にm本与えて(m+1)個の経文折り面を形成し、横方向に平行に走る折り目を、上方から下方に向かっては順次に外折り・内折りまたはその逆、一貫した折り目においては交互に外折り・内折りまたはその逆を繰り返すように、等間隔にn本与えて、各経文折り面内において(n+1)個の面を形成する。横方向に走る折り目は、左端から右端に向かって、ボードの厚さをTとするとき、順次2(m−1)Tの順に増大または減少する幅を持ったマチを有する。
(もっと読む)
常温収縮チューブ用スパイラルコアの構造およびこのスパイラルコアの製造方法
【課題】 合成樹脂を用いても、被さる常温収縮チューブの大きさに関わらず、その収縮力に十分対応でき、精度良く容易に製造できること。
【解決手段】 拡径された常温収縮チューブが被さる常温収縮チューブ用スパイラルコア100である。常温収縮チューブ用スパイラルコア100は、押出成形されるリボン110を螺旋状に巻いて筒状に形成されてなる。リボン110は、長手方向に延在する中空部113を有し、ポリプロピレン樹脂を用いて成形されている。
(もっと読む)
ケーブル保護管及びケーブル保護管製造装置
【課題】 柔軟で可撓性に富み、挿入されるケーブルとの間に生じる摩擦抵抗や緊張抵抗を低減できるケーブル保護管を簡単に製造できるようにする。
【解決手段】 螺旋状に巻回したときに重合させて融着するための接合部を両端に有し、ケーブル保護管の内側になる面に管に加わるたわみに対して柔軟性を持たせるための可撓凹部を形成した帯板状部材を使用し、この帯板状部材の両端にある接合部を螺旋状に重合させながら巻回し、重合させた接合部を融着して筒状に形成する。
(もっと読む)
ポリマー繊維から作られる型抜きメッシュ材料
【解決手段】 ハニカムウェブの前駆物質(10)は、一連の分岐スリット(16)を有するポリマー材料の本体を含んでいる。本体は、ハニカム構造のウェブに拡張させることができる。様々なパネル及び仕切りも開示されている。ポリマー材料のハニカムウェブを作るための方法も提供されている。その方法は、ポリマー材料の本体内に一連の分岐スリットを作って複数の拡張リブを画定する工程と、拡張リブを折り畳むことによって直立させてハニカムウェブを形成する工程とを含む。 (もっと読む)
装飾体、及び装飾体の製造方法
【課題】スエード調加工処理を施した表面に、シボ模様等の模様を形成した装飾体を提供する。
【解決手段】自動車用ウェザーストリップ10のオープニングシール部14を構成する装飾体1の表面に、ショットブラスト処理、バフ掛け処理、又はシボローラー処理により、微細な凹凸を形成するスエード調加工処理を施し、スエード調加工処理後の装飾体1の表面にレーザー光501を照射することによりシボ模様等の模様を形成する。
(もっと読む)
1 - 13 / 13
[ Back to top ]