
Fターム[4F209NB02]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形、管端部の成形の区分 (303) | 不定長物品(連続物品)の製造方法 (66)
Fターム[4F209NB02]に分類される特許
41 - 60 / 66
ヘリカルパイプを形成する、巻回可能な複合補強ストリップおよびその製造方法

流体を輸送するためのヘリカルパイプを形成する、巻回可能な複合ストリップ(10)が開示される。複合ストリップは、ベース部分(12)を備えた細長いプラスチックストリップ(11)を有し、ベース部分(12)は外面(15)を構成する上面を備え、複合ストリップは更に、ベース部分(12)の外面(15)から直立して縦方向に延びている少なくとも1つの複合リブ部分(20)を有している。リブ部分(20)は、ベース部分(12)から離れた遠位端(23)を有する。複合リブ部分は、ベース部分(12)内または該ベース部分に隣接して配置された細長いインボード補強部材(30)と、該インボード補強部材(30)と平行にリブ部分(20)の遠位端(20)内に配置された細長いアウトボード補強部材(40)と、これらのインボード補強部材(30)とアウトボード補強部材(40)との間に延びている細長い中間プラスチックウェブ(23)とを有している。巻回してヘリカルパイプにしたとき、複合リブ部分(20)は、半径方向圧壊荷重に対してパイプを補強する。 (もっと読む)
フィルム材の製造方法と装置

【課題】箱状の包装袋を形成する際、4隅の柱部に強度を有するように形成するフィルム材を製造すること。
【解決手段】フィルム材10は、幅方向の中間部において内側に屈曲する一対の第1の折込部11、11を進行方向に沿って形成し、第1の折込部11の両外側において外側に屈曲する第2の折込部13、13を第1の折込部11、11と平行に形成する。このフィルム材10を製造する場合、無垢のフィルム材を第1の折込シール形成部に送給して第1の折込部11を形成し、張設部で張力を付与したフィルム材を第2の折込シール形成部に送給して第2の折込部13を形成する。その後、第1の折込部11と第2の折込部13を形成したフィルム材10を巻取り部において巻き取る。
(もっと読む)
シートの製造方法及び加工装置
【課題】高い伸縮特性を有するシートを好適に製造することができるシートの加工装置を提供すること。
【解決手段】本発明のシートの製造方法は、互いに噛み合う歯溝20、30が回転軸方向に沿うように周面部に設けられた一対のロール2、3を回転させ、それらの噛み合い部分に基材シート10を供給し、基材シート10に延伸加工を施す工程を具備している。基材シート10の流れ方向にその破断荷重の10〜90%の張力を加えながら基材シート10をロール2、3間に供給する。
(もっと読む)
折り曲げ線入りプラスチックシートおよびプラスチックシートへの折り曲げ線加工方法
【課題】折り曲げ線に沿って折り曲げられた部分に長期間にわたって光が照射されても、折り曲げ部分が劣化したり強度の低下を起こしたりする心配が無く、折り曲げ線をなす均一な深さの凹溝が形成され、折り曲げ線に沿って折り曲げる作業が容易であり、シート材料が高い弾性を有しているような場合において、折り曲げ線をなす凹溝の深さをそれほど深くしなくても、折り曲げ部分の形状を保持することができるプラスチックシートを提供する。
【解決手段】プラスチックシート10の折り曲げ予定部位を押圧し圧縮して帯状に薄肉に成形し、その帯状薄肉部14を線状に押圧し圧縮して折り曲げ線12を形成した。
(もっと読む)
不織材料/エラストマー積層物に弾性を付与する方法
【課題】不織材料/エラストマー積層物に弾性を付与する方法を提供すること。
【解決手段】幅を有する少なくとも1枚の弾性フィルムと、特に結合材料、特に接着剤の間置によって前記フィルムに固定された少なくとも1つの不織材料層とを含む積層物に弾性を付与する方法において、2組のかみ合い機構間に積層物を通すために、積層物がウェブの形態に展開されるステップを含み、2組のかみ合い機構の歯が、積層物をその幅の方向に引き伸ばすために、積層物の平面に垂直な方向に互いにかみ合う方法であって、特にテンショナ(tensioner)ロールを、特に2組のかみ合い機構の下流に提供することによって、かみ合い機構間での展開の間に、ウェブに、縦断方向または縦方向の張力が与えられるステップを含むことを特徴とする方法。
(もっと読む)
繊維強化複合材の製造方法
【課題】積層繊維層が厚さ方向糸で結合された平板状の一次構造体に曲げ加工を行って形成しても、曲げ部における皺や歪みの発生が抑制された状態で三次元繊維構造体を製造可能な曲げ工程を備えた繊維強化複合材の製造方法を提供する。
【解決手段】連続繊維配列工程と、厚さ方向糸挿入工程と、曲げ工程と、樹脂含浸硬化工程とを備えている。曲げ工程において、一次構造体20を第1保持部材21と第2保持部材22とで保持するとともに一次構造体20に張力をかける。その状態で一次構造体20に押圧部材23で曲げ力を作用させつつ、第1保持部材21、第2保持部材22及び押圧部材23を相対移動させる。そして、相対移動する第2保持部材22及び押圧部材23に挟まれた部分と、押圧部材23及び第1保持部材21に挟まれた部分との両端部に曲げ方向の異なる曲げ部14a,14bを形成する。
(もっと読む)
異型長尺成形体の製造方法
【課題】 本発明は、長さ方向に一軸延伸されている長尺熱可塑性樹脂シートが延伸方向に沿って割れることなく、且つ、収縮することなく賦形することができる異型長尺成形体の製造方法を提供する。
【解決手段】 長さ方向に一軸延伸されている長尺熱可塑性樹脂シートをフォーミングロールで賦形する際に、長尺熱可塑性樹脂シートの変形する位置のみを変形可能に加熱し、長尺熱可塑性樹脂シートにバックテンションをかけながら、長尺熱可塑性樹脂シートの変形する位置をフォーミングロールで押圧して賦形することを特徴とする異型長尺成形体の製造方法。
(もっと読む)
異型長尺成形体の製造方法
【課題】 本発明は、長さ方向に一軸延伸されている長尺熱可塑性樹脂シートが延伸方向に沿って割れることなく、且つ、収縮することなく賦形することができる異型長尺成形体の製造方法を提供する。
【解決手段】 長さ方向に一軸延伸されている長尺熱可塑性樹脂シートの変形する位置のみを変形可能に加熱し、所定形状のスリットが形成されている複数のプレートのスリットを通過させて長尺熱可塑性樹脂シートを賦形する異型長尺成形体の製造方法であって、プレートのスリット形状が上流から下流方向に行くに従って、平面形状から次第に異型長尺成形体の断面形状になされていることを特徴とする異型長尺成形体の製造方法。
(もっと読む)
巻取中にストリップを安定化させる方法及び装置
ハブを有するスプール上に複合ストリップを巻き取るためのスプール巻取組立体が開示される。組立体が巻き取るストリップ(10)は、細長いプラスチックストリップであって、平坦なベース部分と、ベース部分から直立した、複数の横方向に間隔を隔てた長手方向に延在するリブ部分とを有し、複数の細長い補強部材はそれぞれのリブ部分の内部を長手方向に延在し、リブ部分と補強部材とは複合リブを形成している。組立体は、メインフレーム(202)と、メインフレームに対してスプールを回転可能に支持するためのスプールホルダ(204)と、メインフレーム(202)に対してスプール(50)を駆動するためのスプール駆動ユニット(206)と、スプール(50)に対して横方向に動くために取り付けられたキャリッジ(240)と、キャリッジ(240)に取り付けられたベンダー(90)であって、スプール(50)のハブ(55)に向けて供給されるストリップ(10)を受けるための、及び、ストリップ(10)を変形させて、屈曲ベース部分を与えるための、上記ベンダーと、ストリップ(10)をベンダー(90)に通して駆動するための、ベンダー(90)に機能的に結合されたベンダー駆動ユニット(210)と、を備えていることを特徴とする。 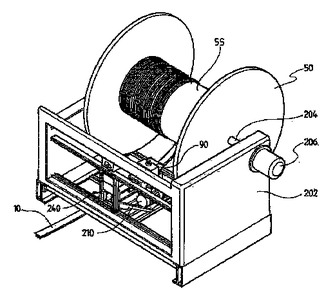 (もっと読む)
(もっと読む)
積層管製造装置及びその方法
本発明に係る積層管製造装置及びその方法は、円筒構造を有する巻き取り機及びこれを回転駆動させる駆動手段と;上記巻き取り機に積層管の内層及び外層を形成するために樹脂材をシート状に押出する内層押出機及び外層押出機と;中間層を形成するために溶融状態の物質を一対の引出しローラを利用してシート構造に引き出す中間投入機と;上記巻き取り機の側面に位置され上記巻き取り機に多層構造に積層されたシートを押さえて圧着させる圧着ローラと;を備えて構成されるので、内圧強度及び外圧強度に優れ、熱衝撃にも十分な剛性を有するようにして耐久性及び信頼性が向上された積層管を製造することができる。 (もっと読む)
保護材付きゴムホースおよびその成型方法
【課題】磨耗等の機械的耐久性に優れると共に、作製の容易な保護材付きゴムホースを提供すること。
【解決手段】ゴムホースと、該ゴムホース外面を保護する保護材とを有し、前記保護材が、ゴムシートを前記ゴムホース外面に巻き付ける又は貼り付けるゴムシート取り付け工程を少なくとも経て形成されたことを特徴とする保護材付きゴムホース。
(もっと読む)
シートの加工装置及びシートの製造方法
【課題】シートに高い延伸倍率で延伸加工を施すことができるシートの加工装置を提供すること。
【解決手段】本発明のシートの加工装置1は、周面部に互いに噛み合う歯溝を有する一対のロール2、3を備え、これらのロール2、3が回転されているときにその噛み合い部分に供給されたシート10に加工を施す装置である。各ロール2、3における隣接する歯20、30どうしのピッチが1.0mm〜5.0mm、前記各歯20、30の幅が前記ピッチの1/2未満、且つ前記歯20、30の高さが隣接する歯のピッチである。ロール2、3の歯20、30の噛み合いの深さが1.0mm〜歯の高さまでであることが好ましい。
(もっと読む)
曲り管成形用クリップ
【課題】作業者の負担が小さく且つチューブに傷がつきにくい曲り管成形用クリップを提供すること。
【解決手段】成形型9の外面にバネ要素1の一端部を取り付けると共に前記バネ要素1の他端部に押さえ部材2を取り付けて成り、前記押さえ部材2における樹脂チューブ8の非押さえ込み位置から押さえ込み位置への移動奇跡上において、押さえ部材2は、押さえ込み位置の手前で成形型に当接した後、バネ要素1が弾性変形しながら思案点Sを越えて押さえ込み位置に至るものとしている。
(もっと読む)
シート折り畳み体の製造方法
【課題】シートを、該シートにシワや損傷を与えることなく折り畳んでシートの折り畳み体を安定して製造することができるシート折り畳み体の製造方法を提供すること。
【解決手段】台形状の傾斜ガイド10と、傾斜縁部21aを有する上方の垂直ガイド21と、シートの搬送方向に直交する方向における該垂直ガイド21の両側に配置された下方の垂直ガイド22,22とを備えたシートの折り畳み装置1における、傾斜ガイド10の傾斜面11上に帯状のシート3を供給し、該シート3を、該傾斜面11に沿って搬送しつつ、該傾斜ガイド3の両側縁部14,14に沿って折り曲げた後、該シート3を、前記上方及び下方の垂直ガイド21,22,22により更に折り曲げて、シートの折り畳み体3’を得る、シート折り畳み体の製造方法。
(もっと読む)
ゴム膜の製造方法
【課題】 安価で簡便な設備で様々なパターンを有するゴム膜を容易に成形することができるゴム膜の製造方法を提供する。
【解決手段】押出機から供給されたリボン状の未加硫ゴムをマンドレルに巻き付け、この際、押出機のノズル位置に対するマンドレルの軸方向への相対的な移動速度、マンドレルの回転方向および回転速度のうち少なくとも一つを制御することによって、厚みの異なる円筒状の未加硫ゴム膜を成形し、この円筒状の未加硫ゴム膜をマンドレルの軸に沿って切断して平板状の成形体を得た後、これを加硫成形する。ゴムをマンドレルの正逆回転およびマンドレルの軸方向の移動のみを制御することによって厚みの変動するゴム膜の成形が可能となり、安価で簡便な設備で様々なパターンのゴム膜を成形することができる。また、リボン状の未加硫ゴムを押出し、これをマンドレルに巻き付けることにより、全長に亘って厚み精度の高いゴム膜を成形することができる。
(もっと読む)
フッ素樹脂チューブ及びその製造方法
【課題】 高画質な画像を形成でき、かつ耐摩耗性に優れたフッ素樹脂チューブを提供する。
【解決手段】 フッ素樹脂チューブ30は、チューブの円周方向及び軸方向の引張強度が、いずれも80N/mm2以上である。そしてこのフッ素樹脂チューブ30は、フッ素樹脂フィルム20が2回以上巻回積層され、かつ少なくとも最表層が1つ下の層と融着しているものであり、前記フッ素樹脂フィルムの巻き終わり側端辺21の盛り上がり高さHが、この端辺21のどこで測定しても常に2.0μm以下である。前記フッ素樹脂チューブは、巻き終わり側端辺21の段差Dが、この端辺21のどこで測定しても常に3.0μm以下(特に2.3μm以下)であることが望ましく、このようなチューブ30は、厚さTが2.5μm以下(特に2.0μm以下)のフッ素樹脂フィルム20を巻回することによって製造できる。
(もっと読む)
ラミネートチューブ容器の製造方法
【課題】 樹脂を主とする積層材で金属箔の層を含むラミネートシートを使用したラミネートチューブ容器の製造について、筒状体を作る際のシャフトに沿ったラミネートシートの移動や、筒状体に口部材を固着する際のマンドレルに対する筒状体の挿入・抜き取りをスムーズに行なうことができて、ラミネートチューブ容器を歩留まり良く効率的に製造できるようにする。
【解決手段】 ラミネートシート1Aを筒状に丸め、その端部同士を重ね合わせて接合し、所定の長さの筒状体1Bにしてから、この筒状体1Bの一端に口部材を固着するようなラミネートチューブ容器の製造方法において、ラミネートシート1Aを筒状に丸めて筒状体1Bとする工程よりも前に、ラミネートシート1Aに対して、(上下の各エンボスローラ4,5により)シート1Aの表裏に亘るようにエンボス加工を施しておく。
(もっと読む)
合成樹脂製のシートまたはフィルムの加工装置
【課題】割れ不良が生じることなく、合成樹脂製のシートまたはフィルムを精度良く立体的な形状に加工することができる安価な加工装置を提供することを目的とする。
【解決手段】クランプバーで合成樹脂製のシートまたはフィルムの所定位置を挟持し、隣り合う前記クランプバーの中間位置に設置された押板を前記合成樹脂製のシートまたはフィルムに押し当てた後、前記隣り合うクランプバーの少なくとも一方を前記中間位置方向へ移動させ、前記クランプバーが前記押板に密着する前に、前記押板を前記合成樹脂製のシートまたはフィルムから離して、前記合成樹脂製のシートまたはフィルムを山型に曲げる。
(もっと読む)
模造イグサ製造用金型
【課題】 模造イグサの製法はほとんどが、一旦棒状又はフィルム状に成型した原料を、最終的に形状を整えるために金型に通過させている。よって、スタート時、金型が原料が融解する程度加熱されている場合、棒状や筒状のものを金型に入れると最初に接した部分で融けてくっつくこととなる。そうなると、それ以後スムースに通らず、金型を洗浄しなければならなくなる。これを防止するため、原料を新たに通すたびに、金型の温度を融解温度以下に下げていた。これは時間がかかるばかりでなく、エネルギー的にも非常に無駄である。
【解決手段】 熱可塑性樹脂よりなるプラスチック原料を、連続的に成型するための金型であって、原料の流れ方向に本体が複数に分割されたもの。
(もっと読む)
複合材料パイプ及びそれらの製造方法
強化複合材料パイプ及びその製造方法は一般に、典型的には中間品形体(214)として提供される少なくとも1つのポリマー強化材相を使用する。中間品形体は典型的にはコアパイプ(216)上に適用され、更に団結されることができる。任意の外被(212)を使用することができる。  (もっと読む)
(もっと読む)
41 - 60 / 66
[ Back to top ]