
Fターム[4F209NB02]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形、管端部の成形の区分 (303) | 不定長物品(連続物品)の製造方法 (66)
Fターム[4F209NB02]に分類される特許
21 - 40 / 66
傾斜したスティフナー、傾斜したスティフナーを形成するための装置及び方法
スティフナー(24)が細長いウェブ(30)要素と少なくとも一つの細長い脚(28)要素とを有し、ウェブ要素及び脚要素は、湾曲したエルボ部によって接続され、ここで、湾曲したエルボ部の半径は、スティフナーの第2位置(E)よりも第1位置(C)で大きい。ロール成形型(32)が第1ローラー(34)及び第2ローラー(36)を具備し、第1ローラーは、第2ローラーの円周面内の対応する成形凹部内に配置されるべく構成された成形区域を有し、第1ローラー及び第2ローラーは、ローラー間を通過させられる細長い部材(20)上に付与されるべき所望の形状に対応する、ローラー間の隙間(40)を画成し、ここで、所望の形状はウェブ部分と脚部分との間の湾曲したエルボ部を含む、ロール成形型において、湾曲したエルボ部に対応する、ローラー間の隙間の曲率半径が最小値と最大値との間で変化するように、第2ローラー内の凹部の形状と、第1ローラーの対応する区域の形状とは、ローラーの円周の一部分の回りで変化する。ロール成形型を通して細長い部材を送り込み、且つ、細長い部材の一部分が型のローラー間に送り込まれているとき、第1位置と第2位置との間で型のローラーを回転させることによって、スティフナーは成形され、これによって、スティフナーに形成される湾曲したエルボ部の曲率半径が変化される。 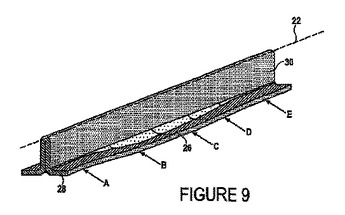 (もっと読む)
(もっと読む)
合成樹脂製ホースとその製造方法
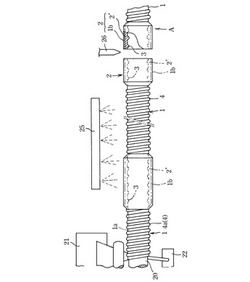
【課題】 内周面にシール部等の接合部を形成している硬質又は軟質の口元部を有する可撓性ホースを連続自動的に能率よく製造し得る方法を提供する。
【解決手段】 成形回転軸20上に半溶融状態の軟質合成樹脂製帯状材11を一定のピッチでもって螺旋巻きすることにより所定長さのホース主体1を形成する毎に、成形回転軸20上に、内周面にシール部やネジ部等の接合部3を形成している既製の硬質合成樹脂製又は軟質合成樹脂製の短筒状口元部材2'を被せてこの口元部材2'上に上記半溶融状態の軟質合成樹脂製帯状材11を螺旋巻きすることにより口元部材2'に融着した軟質合成樹脂被覆層1bを形成し、この口元部材2'を二分割することによって上記軟質合成樹脂製ホース主体1の両端に、内周面に接合部3を有する硬質又は軟質の口元部2、2を設けた可撓性ホースを得る。
(もっと読む)
断熱ホース及びその製造方法

【課題】曲げた際にも可撓性内管の内層がホース内部にはみ出さず、流体の流動抵抗の増加が少ないような断熱ホース及びその製造方法を提供する。
【解決手段】断熱ホースの製造方法において、軟質樹脂により円筒状の内層を形成する工程A、内層に対してホース外周側に突出する硬質樹脂製の補強体を、内層に螺旋状に捲回一体化し、内層と硬質樹脂補強体により可撓性内管を形成する工程B、に引き続き、可撓性内管の外側に、弾力性を有する断熱性条帯を螺旋状に捲回し、その断面がホース軸方向と略平行となり、その隣接する側縁同士が互いに対向し、断熱性条帯の内周面と前記内層の外周面との間には空隙部が形成され、かつ、硬質樹脂補強体と接する部分の断熱性条帯が厚み方向に圧縮されるように断熱層を形成する工程C、最外側に断熱性条帯を固定する外層を形成する工程Dによって断熱ホースを製造する。
(もっと読む)
フィルムカーリング装置、これを含むフィルム接合装置、及びこれを利用したフィルムの接合方法
【課題】容器に積層されたフィルムを見栄えよく且つ頑強に容器に接合させ、自動連続的にフィルムの接合工程を行うことができるフィルムカーリング装置、これを含むフィルム接合装置、及びこれを利用したフィルムの接合方法を提供する。
【解決手段】本発明によるフィルムカーリング装置は、対象体に積層されたフィルムが上記対象体の端部を取り囲むようにカールするフィルムカーリング装置であって、前記対象体とかみ合いながら前記対象体を移動させる搬送部、及び上記搬送部と所定の間隔をあけて離間配置され、前記搬送部によって移動する前記対象体を案内するカーリングレールを含む。ここで、上記カーリングレールには、前記対象体の端部が挿入され前記フィルムがカールされるようにするガイド溝が形成される。
(もっと読む)
高圧用ホースの製造装置および製造方法
【課題】高圧用ホースを製造する簡単な構成で安価な製造装置および高圧用ホースを簡単な構成で安価に製造できる製造方法を提供すること。
【解決手段】チャック1402が回転されることでマンドレル12が回転され、帯状部材8が、張力が付与された状態でドラム16から繰り出され、マンドレル12に螺旋状に巻回されていく。帯状部材8がマンドレル12上で隙間なく螺旋状に巻回されるように、帯状部材8がマンドレル12に巻回される箇所の移動に連動して、ドラム16が駆動部24、ドラム用支持台18を介して移動され、また、連結部材34、オムニホイール用支持台28を介して4つのオムニホイール26も移動される。そして、帯状部材8の張力がマンドレル12に作用し、マンドレル12は撓もうとするが、帯状部材8が巻回される箇所の両側でマンドレル12に当接する合計4つのオムニホイール26により阻止される。
(もっと読む)
ゴム製筒体の製造方法及び未加硫ゴムテープの巻付装置
【課題】本発明では、未加硫ゴムテープをマンドレルに自動的に巻きつけることが可能なゴム製筒体の製造方法及び未加硫ゴムテープの巻付装置の提供を目的とする。
【解決手段】 押出装置3の押出孔3aから送り出された未加硫ゴムテープ2をマンドレル6に螺旋状に巻き付けて加硫するゴム製筒体の製造方法において、押出孔3aから送り出される未加硫ゴムテープ2を搬送する搬送ベルト4を設け、搬送ベルト4をマンドレル6に押し付けて、マンドレル6の回転により搬送ベルト4を駆動させ、搬送ベルト4においてマンドレル6よりもベルト駆動方向上流側に、押出孔3aから送り出された未加硫ゴムテープ2を供給し、未加硫ゴムテープ2を搬送ベルト4とマンドレル6との間に挟み込むことで未加硫ゴムテープの先端部をマンドレルに固着させ、その後、未加硫ゴムテープをマンドレルに螺旋状に巻き付けることを特徴とする。
(もっと読む)
波形シートの製造方法及び製造装置、発熱体の製造方法並びに発熱体
【課題】 シート部材を安定した状態で搬送してシート部材の通気性や伸張や破断を防止しつつ、シート部材を皺を寄らせず、正確な波形であるプリーツに容易に曲折することのできる製造装置、製造方法及び発熱体を提供する。
【解決手段】 シート部材を凹凸状の部材を使用して波形に形成する方法であって、前記シート部材の中央側から外側に向かって漸次波付けを行うことを特徴とする。
(もっと読む)
合成樹脂製二重管とその製造方法
【課題】 内管と外管との二重構造を有する合成樹脂製管であって、内管がオレフィン系樹脂よりなり、外管の一部を内管とは非接着性の硬質塩化ビニル樹脂製補強螺旋突条より形成して、可撓性と優れた耐圧強度を備えていると共に任意の部分から切断してもその切断端部の外周面にオレフィン系樹脂とは非接着性の継手用短管を隙間なく接着することができるようにする。
【解決手段】 オレフィン系樹脂製内管1の外周面に硬質塩化ビニル樹脂製補強螺旋突条3を巻装していると共にこの補強螺旋突条3の巻きピッチ間の螺旋状溝5内に内管1と一体に融着したオレフィン系樹脂よりなる軟質樹脂充填材4を充填して補強螺旋突条3のほつれや離脱等を防止していると共に、補強螺旋突条3とともに外周面が全長に亘って面一状に連続した外管2を形成して継手用短管の接着を可能にしている。
(もっと読む)
湾曲された熱可塑性複合材料の形成プロセス
【課題】直線の材料積層体またはスプールから、湾曲した熱可塑性複合部品を形成する製造方法を提供する。
【解決手段】プロセスは、所定の長さの直線状の熱可塑性材料を供給する工程802、直線状の熱可塑性材料を選択された断面形状へ予備成形する工程804、予備成形した熱可塑性材料に熱および圧力を加える加圧工程806、加圧された熱可塑性材料を湾曲部に通過させることによって任意の所望の長さおよび曲率半径にする湾曲工程808からなる。
(もっと読む)
筒状保温材、保温材付きパイプ、筒状保温材の製造方法、及び保温材付きパイプの製造方法
【課題】生産性を低下させることなく、保温材による保温性能を向上させる。
【解決手段】保温材付きパイプ10は、樹脂製のパイプ12の外周面12Aに積層された第一発泡材14、第二発泡材16、第三発泡材18で被覆された構成とされている。よって、第一発泡材14、第二発泡材16、第三発泡材18の三層分の層厚となる(全体(合計)の層厚が厚くなる)。一方、各第一発泡材14、第二発泡材16、第三発泡材18の単体の層厚自体は薄くできるので(厚くならないので)、各第一発泡材14、第二発泡材16、第三発泡材18単体の反発力を小さくできる(大きくならない)。よって、第一発泡材14、第二発泡材16、第三発泡材18の端部14A,16A,18A同士の接合強度を高くする必要がない。したがって、生産性を低下させることなく、保温性能が向上される。
(もっと読む)
樹脂管用継手とそれの圧入接続方法及びその方法に用いられる圧入装置
【課題】樹脂管との接続作業を能率良く容易に行う。
【解決手段】樹脂管1の接続管部1A内に管軸芯X方向から圧入可能な接続筒部2を備えた継手本体Aと、この継手本体Aの接続筒部2が圧入された樹脂管1の接続管部1Aをそれの径方向外方側から押圧する押圧スリーブ3とを備え、継手本体Aの接続筒部2の先端に、樹脂管1の接続管部1Aの端部を径方向外方側から挾持固定する圧入装置Bの管挾持手段B1の挾持固定作用に連れて縮径変形する接続管部2の端部側の内周面を受止め可能で、かつ、樹脂管1の接続管部1Aの内径よりも小なる外径で直管状又は略直管状に形成された装着筒部4が形成されている。
(もっと読む)
スパイラル成型体
【課題】 複数のホースおよびケーブル類(被結束体)を結束保持あるいは保護する、一般的にスパイラルチューブと呼称されるものに関し、屈曲可動を求められる可動部位での使用において、エッジによる被結束体のキズを防ぐことができる押出スパイラル成型体を提供する。
【解決手段】押し出した樹脂帯状体を螺旋状に巻いたスパイラル成型体であり、その巻き間隔(ピッチ)が樹脂帯状体の幅以上で隣り合う帯状体が接せず、そして該樹脂帯状体の長さ方向に直角な面での該帯状体の断面形状が厚さより幅方向に長くかつ角張っていない形状を有していることを特徴とするスパイラル成型体。
(もっと読む)
異型長尺成形体の熱処理方法
【課題】 本発明は、長さ方向に一軸延伸されている長尺熱可塑性樹脂シートの変形する部分のみを変形可能に加熱し、賦形した異型長尺成形体の成形体に残存する応力を緩和する熱処理方法を提供する。
【解決手段】 長さ方向に一軸延伸されている長尺熱可塑性樹脂シートの変形する部分のみを変形可能に加熱し、賦形した異型長尺成形体を、該異型長尺成形体の断面形状と略同一の異型長尺成形体通路を有する加熱金型の異型長尺成形体通路を通過させて、異型長尺成形体をアニールする熱処理方法であって、異型長尺成形体通路において異型長尺成形体の変形した部分より変形しなかった部分をより高熱量で加熱し、加熱賦形の際の熱量とアニールの際の熱量の合計熱量が異型長尺成形体全体のどの部分においても略同一になるように加熱することを特徴とする異型長尺成形体の熱処理方法。
(もっと読む)
短繊維入りゴム製筒体及びその製造方法
【課題】外観形状にかかわらず、短繊維がホース長さ方向に配向した短繊維入りゴム製筒体を容易に製造することのできる短繊維入りゴム製筒体の製造方法を提供する。
【解決手段】長さ方向に短繊維2が配向した短繊維入り未加硫ゴム製筒体3を螺旋状にテープ状に切り出し、得られた未加硫ゴムテープ5を未加硫ゴム製筒体3から切り出したときの切り出し角度αと同じ角度でマンドレル6に螺旋状に巻きつけることによって、長さ方向に短繊維2が配向した短繊維入り未加硫ゴム層7を形成し、その後、該未加硫ゴム層7を加硫する。
(もっと読む)
短繊維入りゴム製筒体の製造方法
【課題】ホースの柔軟性を低下させることなく、短繊維がホース長手方向に配向したものよりも優れた耐摩耗性を有する短繊維入りゴム製筒体の製造方法を提供する。
【解決手段】長さ方向に短繊維2が配向した短繊維入り未加硫ゴム製筒体3を螺旋状にカットしてテープ状に切り出し、得られた未加硫ゴムテープ5を立てた状態でマンドレル6の外周面に螺旋状に巻回して未加硫ゴム層7を形成し、その後、該未加硫ゴム層7を加硫することを特徴とする。
(もっと読む)
湾曲された熱可塑性複合部品の製造方法
調節された可変の厚さを有する湾曲された熱可塑性複合積層部品を連続的なプロセスで成形するための製造方法である。自動化された装置または手作業のレイアップが部品またはコンポーネントを多層スタックに集積するために使用される。各スタックは位置とその配向方向を維持するために適切な位置で仮留めされるプライ集積領域を含めた全てのプライを含んでいる。プライ仮留めツーリングは全ての必要な部品特性を含み、異なる厚さの領域を潜在的に有する単一の一体化された熱可塑性複合積層を多プライスタックから形成するためカスタム化された多プライスタックに調節される。 (もっと読む)
管渠におけるライニング用管状体の製管装置及びその製管方法
【課題】
帯状部材を螺旋状に捲回して管状体を形成し、該形成された管状体の後方に新たに供給される帯状部材をもって該管状体を送出し形成する元押し式の製管において、帯状部材は管状体の内面側より供給され、機構の簡素化をなすとともに、所定の押込み力を導入をなしえる機構を得ること。
【解決手段】
外面ローラ2と内面ローラ3とからなり、帯状部材の閉合部位に、少なくとも1巻目と2巻目とに跨がって配される第1駆動機構部4において、外面ローラ2の1巻目に当接する外径を2巻目以後に当接する規定径の外径よりも大径となす。
(もっと読む)
ゴム製筒体の製造方法及びゴム製筒体の製造装置
【課題】マンドレルの形状にかかわらず表面追従性に優れ、厚み変動が少なく、テープ間密着性に優れたゴム製筒体の製造方法及びその製造装置の提供を目的とする。
【解決手段】 ゴム供給手段3からマンドレル1に未加硫ゴムテープ2を送り出し、ゴム供給手段3とマンドレル1とをマンドレル1の軸方向Aに相対的に移動させながらマンドレル1を回転させることによって、マンドレル1の外周面に未加硫ゴムテープ2を螺旋状に巻き付け、得られた未加硫ゴム層4を加硫するゴム製筒体の製造方法であって、離間配置された回転ローラ6,6間に張架されたエンドレスベルト8を未加硫ゴム層4の外面に接触させることにより、エンドレスベルト8がマンドレル1の回転にしたがって移動しながら、未加硫ゴム層4を円弧状に接圧することを特徴とする。
(もっと読む)
複合ゴムテープの製造方法及びゴム製筒体の製造方法
【課題】外観が円錐台形状のゴム製筒体の全体又は外面ゴム層を形成する材料として好適に使用可能な複合ゴムテープを提供するとともに、係る複合ゴムテープを用いたゴム製筒体の製造方法を提供する。
【解決手段】未加硫ゴムと短繊維1とを混合して得られる複合ゴムを、押出装置2に形成されたスリット状の押出口6から押し出すことによって、長さ方向Aに短繊維1が配向した複合ゴムテープ3を製造する方法であって、前記押出口6が円弧状のスリット形状とされ、押出口6から押し出された複合ゴムテープ3をさらに長さ方向Aに引張ることにより、複合ゴムテープ3の厚みの変化を抑制しつつ、テープ幅を変化させるようにする。
(もっと読む)
シートの製造方法及び加工装置
【課題】精度の高い延伸加工を施すことができ、高い伸縮特性及び強度を有するシートを製造可能なシートの製造方法及びそれに使用されるシートの加工装置を提供すること。
【解決手段】本発明のシートの製造方法は、互いに噛み合う歯溝20、30が回転軸方向に沿うように周面部に設けられた一対のロール2、3を回転させ、それらの噛み合い部分に基材シート10を供給し、基材シート10に延伸加工を施す工程を具備している。そして、一対のロール2,3を基材シート10の流れ方向に複数配置して基材シート10に延伸加工を繰り返し施すと共に、各対のロールの噛み合い部分に、基材シート10の流れ方向に張力を加えながら該基材シート10を供給する。
(もっと読む)
21 - 40 / 66
[ Back to top ]