
Fターム[4F209NJ11]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 予備成形品等の供給 (206) | 移送 (46)
Fターム[4F209NJ11]の下位に属するFターム
Fターム[4F209NJ11]に分類される特許
1 - 10 / 10
伸縮性シートの製造方法、及び製造装置
【課題】エンボス部などの凹部を有する原シートに伸縮性を均一に発現させる。
【解決手段】外周部に配置された複数の歯を互いに噛み合わせながら回転軸回りに回転する一対のギアロールを準備することと、前記一対のギアロールの間隙に、複数種類の繊維を含む原シートを通すことにより、該原シートを前記歯によって、前記ギアロールの回転方向又は前記回転軸と平行な方向を延伸方向として延伸することと、を有する伸縮性シートの製造方法である。前記原シートは、押圧加工されてなる複数の凹部を、少なくとも前記延伸方向に沿った同一直線上に、前記延伸方向に所定の形成ピッチで有する。前記一対のギアロールの各ギアロールにつき、前記歯の前記延伸方向の配置ピッチは、前記形成ピッチの1倍よりも大きく、前記形成ピッチの2倍未満である。
(もっと読む)
熱可塑性積層物の連続成形
細長い熱可塑性複合部材(20)は、連続的な成形工程によって製造される。あらかじめ圧密された熱可塑性積層物は、その融解レイアップより低い温度まで加熱することにより軟化され、複数のセットのツールダイを介して、実質的に連続して供給される。ツールダイは、マンドレル上で軟化した積層物の部分を漸進的に成形し、閉断面を有する形状に積層物を形成する。 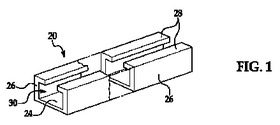 (もっと読む)
(もっと読む)
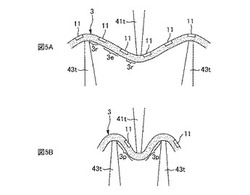
樹脂製発泡シート、樹脂製発泡シートの製造方法および収納ケース

【課題】樹脂製発泡シートにおいて、製函機や封緘機による製函または封緘を容易に実行可能とし、生産効率を高めて製造コストを削減する。
【解決手段】シート本体2に折り曲げ部4が設けられ、折り曲げ部4には、シート本体2の融点以下の温度で形成された一対以上の第1のけい線13、13が互いに平行に設けられている。これら第1のけい線13、13の間には、シート本体2の融点以下の温度で形成された1本以上の第2のけい線15が第1のけい線13より深く設けられている。一対以上の第1のけい線13、13の間に第2のけい線15が深く設けられているので、シート本体2を折り曲げ部4で折り曲げたときの反発力を逃がすことができる。また、シート本体2の所定箇所を加熱溶融しなくても、第1および第2のけい線13、15を形成して折り曲げ部4を設けることができる。そのため、樹脂製発泡シート1の生産効率を高め、製造コストを削減できる。
(もっと読む)
芯材及びその製造方法と製造装置並びに押出成形品の製造方法
【課題】ウェザーストリップに埋設される芯材において、芯材が横断面U字状にロール成形加工される際の芯材片部の捩れ変形による不具合を防止できるようにする。
【解決手段】スリット加工により芯材素材の長手方向に所定間隔で複数のスリットを形成して各スリット間に芯材片部22を形成した後、圧延加工よりスリットを長手方向に拡大して空間部24を形成することで長手方向に芯材片部22と空間部24を交互に設けた芯材16を形成する。この際、スリット加工と同時に予備捻り加工を行って予め特定方向に芯材片部22を捻り塑性変形させることで、その後、芯材16が横断面U字状にロール成形加工されたときの芯材片部22の捩れ変形によって、予備捻り加工による芯材片部22の捻り塑性変形を矯正して芯材片部22の幅方向端末が長手方向で一直線になるように加工して、長手方向で隣り合う芯材片部22の縁部間に段差が生じることを回避する。
(もっと読む)
インプリント方法およびその装置
【課題】効率よくナノインプリント加工を行い得る方法およびその装置を提供する。
【解決手段】室温インプリント用レジストを塗工した基板と転写面に凹凸パターンを形成したモールドを、組み込み冶具中にセットするアライメント工程、モールドのパターン面を基板のレジスト面に押し付けるプレス工程、モールドを基板から引き離し、基板、モールドおよび組み込み冶具に分離する分離工程を少なくとも有し、前記各工程が、1つの工程をその中で実施する独立ユニット内にて実施され、アライメント工程から分離工程まではモールドと基板とを組み込み治具で対にしてユニット間を搬送する搬送工程を各ユニット間に設けることを特徴とするインプリント方法、及び、上記アライメント工程をその中で実施するアライメントユニット、上記プレス工程をその中で実施するプレスユニット、上記分離工程をその中で実施する分離ユニットを少なくとも有し、上記搬送工程を実施する搬送手段を備えてなることを特徴とするインプリント装置。
(もっと読む)
湾曲された熱可塑性複合材料の形成プロセス
【課題】直線の材料積層体またはスプールから、湾曲した熱可塑性複合部品を形成する製造方法を提供する。
【解決手段】プロセスは、所定の長さの直線状の熱可塑性材料を供給する工程802、直線状の熱可塑性材料を選択された断面形状へ予備成形する工程804、予備成形した熱可塑性材料に熱および圧力を加える加圧工程806、加圧された熱可塑性材料を湾曲部に通過させることによって任意の所望の長さおよび曲率半径にする湾曲工程808からなる。
(もっと読む)
筒状シュリンク材の製造方法
【課題】シュリンクフィルムを筒状にするためにフィルム端面の貼着の検認が容易で、人体に有害な溶剤を塗布しない筒状シュリンク材の製造方法を提供する。
【解決手段】帯状のシュリンクフィルム10の長手方向における一端側から徐々にシュリンクフィルム10の幅方向における一端にシュリンクフィルム10の幅方向における他端が被さるように、シュリンクフィルム10をシュリンクフィルム10の長手方向における一端側から徐々にシュリンクフィルム10の幅方向に向けて丸める。丸められたシュリンクフィルム10の幅方向における一端および他端において対向した面のうちの少なくとも一方の面に塗工部材による粘着剤の直接塗工により粘着剤層を形成した後、丸められたシュリンクフィルム10の幅方向における一端および他端において対向した面を粘着剤層で連結して筒状にシュリンクフィルム10を形成する。
(もっと読む)
プラスチックまたは金属プラスチック製軟質チューブの製造方法
軟質チューブ胴部の製造方法であって、一つまたは複数のプラスチックまたは金属層から成る平坦な帯材から円筒状のスリーブを製造する過程と、それに続いて前記胴部を得るために所望の長さに前記円筒状のスリーブを切り抜く過程とから成る製造方法。該製造方法は、円筒状のスリーブの製造過程の前に、少なくとも0.5%に等しい薄肉化、または振幅が少なくとも厚みの1/30とその5倍の間に含まれる凹凸の生成となる塑性変形を前記帯材に加える予備過程を備える。帯材は例えば、ほぼ平行な二本のカレンダーロールの間に含まれるギャップ内を通る。典型的には、カレンダーロールは帯材の幅1ミリメートルあたり2.5ニュートンと500ニュートンの間に含まれる応力を、該帯材にかける。 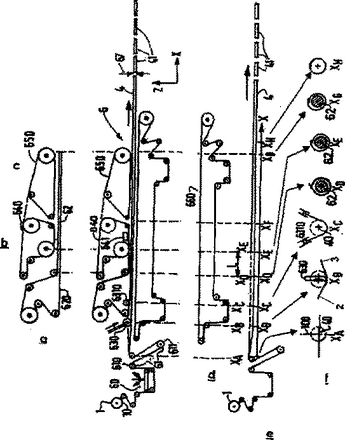 (もっと読む)
(もっと読む)
一体化した内側の不浸透層を有する現場硬化型ライナー及び連続製造方法
一体化した内側の不浸透性層を有する樹脂含浸現場硬化型ライナー(22)と、その製造のための方法、及びこれを行うための機械装置を提供する。該ライナーは、その一面に接合された不浸透性層を有する樹脂含浸可能材料から形成される。該材料は、管状形成部材の周りにおいて、外側に不浸透性層を有する管状に形成され、引き続いて管状形成装置で反転されて、不浸透性層が内側となるように配置される。外側の不浸透性フィルム(31)は、内側の管状層(28)の周りに配置され、通常の方法で真空含浸されてもよい。あるいは、管状の樹脂含浸可能材料は、樹脂タンク(53)に通され、外側の不浸透性層で巻き付けられる前に硬化樹脂に含浸される。その結果、含浸されたライナーは、これに一体化した内側の不浸透性層を考慮した場合に、蒸気使用が可能な引込み及び膨張に好適となる。 (もっと読む)
長手方向に強化された現場硬化型ライナー
長手方向の伸張を制限するために、強化用スクリム(33)を有し、かつ長手方向に強化された樹脂含浸現場硬化ライナーを提供する。ある連続する長さの樹脂含浸可能な管状部材は、平らに横たえられた状態で提供されてから含浸される。そして、横糸方向よりも縦糸方向において、より大きな強度を有するスクリム(33)が、管状部材の底面の一部に配置される。その後、該管状部材が管状形成装置内へ送られ、そこで、不浸透性フィルム(31)が管状に封止されてから、該フィルムとは反対方向に移動する、内側の管状部材及びスクリムの周りで引き続き反転される。これにより、反転されたラップ部が管状部材を包みこむ。強化された管は、一体化した内側の不浸透性層を有しており、引込み及び膨張法によって既設輸送管路内に設置される。 (もっと読む)
1 - 10 / 10
[ Back to top ]