
Fターム[4F209NM08]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 管端部の成形型 (66) | 成形外型 (25)
Fターム[4F209NM08]の下位に属するFターム
周方向に3つ以上に分割されているもの
管端縁を支持する型部分を有するもの (6)
回転して成形するもの (4)
管軸方向に移動して成形するもの (4)
Fターム[4F209NM08]に分類される特許
1 - 11 / 11
樹脂管の拡径用治具
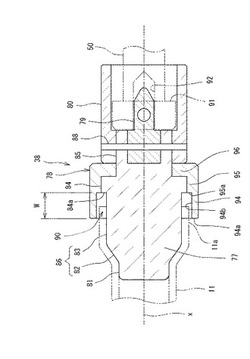
【課題】配管継手に接続される樹脂管の端部を適切な長さで拡径することができる樹脂管の拡径用治具を提供する。
【解決手段】各恵与治具30は、樹脂管11の端部11aに挿入されることで、当該端部11aを拡径する拡径部86を有し、樹脂管11の端部11aに対する拡径部86の適正挿入量の最小限位置を示す第1指示部94aを備えている。また、第1指示部94aは、拡径部86の径方向外側に配置され、当該拡径部86との間に樹脂管11の端部11aを挿入させる隙間90を形成している。
(もっと読む)
カール成形治具およびカール成形装置

【課題】紙製もしくは、樹脂製のカップ上端部を外側にカールさせる成形治具に関し、潤滑剤を使用しないカール成形治具およびカール成形装置を提供する。
【解決手段】胴部と底面部が結合されているカップの上端開口部の周縁部分を、カール成形治具に施されている曲面状の溝部に沿って外側にガイドさせながら巻き込むことによりトップカール部を成形するトップカール成形装置において、前記カップの上端開口部の周縁部分を外側にカール成形する曲面溝部を有するカール成形部と、前記カール成形部の下部に設けられ前記カップの開口部から挿入される円筒状のガイド部と、前記ガイド部先端から前記カップ内部へ圧縮空気を送り込むことが可能な圧縮空気流路と、を有することを特徴とするカール成形治具。
(もっと読む)
長尺状装飾品の製造装置及び長尺状装飾品の製造方法
【課題】管状雄型連結具を端部に備えて成る長尺状装飾品を容易かつ一挙に製造することのできる長尺状装飾品の製造装置及びその製造方法を提供すること。
【解決手段】長尺体の端部に管状弾性部材及び接続部材からなる管状雄型連結具を備えた長尺状装飾品の製造装置であって、管体12と、管体12から突出する外径変化部15を有する中軸体11と、管状弾性部材を管体12に外装する押進部材20と、管状弾性部材の変位を規制する規制面19を有する規制部材10と、接続部材を保持する保持軸体13と、管体12、中軸体11及び保持軸体13を独立に前後進させる移動手段40とを備えて成る長尺状装飾品の製造装置、並びに、管体12に外装された管状弾性部材の内部に管体12を介して長尺体及び接続部材を互いに相対向するように配置した後にこの状態を維持したまま管体12を抜脱する前記長尺状装飾品の製造方法。
(もっと読む)
誘導加熱を使用してプラスチック容器の一部分を再形成するための方法および装置
プラスチックパッケージの一部分を誘導加熱を使用して再形成するための装置および機械。この装置および機械は、このプラスチック容器を係合する枠、および導電性ワークピースを有するワークピース支持体を備える。誘導ワークヘッドは、交流電源を誘導素子に提供する。この誘導素子は、このワークピース支持体のワークピースの近くに配置され、そして誘導によってこのワークピースを加熱する。機構が、プラスチックパッケージを加熱されたワークピースの近くに配置し、これによって、このワークピースが、このプラスチックパッケージの一部分に熱を移動させ、これによって、この部分を軟化させる。このフレームに支持された形成ダイが、この部分を係合して、この部分を再形成する。この装置および機械を形成して、プラスチックパッケージの一部分を誘導加熱を使用して再形成するプロセスもまた、提供される。 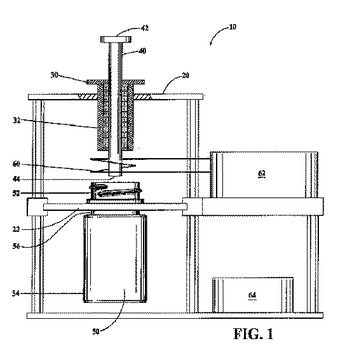 (もっと読む)
(もっと読む)
コルゲート管及びその製造方法
【課題】本発明は、コルゲート管を他の管路と接続する際に引張に強くて破断しにくく、かつ、接続が安定的で抜け等が生じ難いコルゲート管の接続部及びその製造方法を提供する。
【解決手段】外層管状部と内層管状部とを備え、管軸方向に向けて大径部と小径部とが交互に繰り返されるように形成された熱可塑性樹脂からなるコルゲート管であって、
前記コルゲート管の端部の一方又は双方が、前記外層管状部と内層管状部とが熱溶着により一体に接合されて一定の径を持つ筒状の強化接続部とされ、かつ該強化接続部には管軸を一致させてEF継手が設けられていることを特徴とする。
(もっと読む)
折曲用FRPシート
【課題】軽量・高剛性かつ安価な成形立体を可能とする生産性の高いFRPシート技術の提供。
【解決手段】硬質系マトリックス材、軟質系マトリックスのいずれか一方又は両方からなるマトリックス材層部と強化材に軟質系マトリックス材を含浸されてなる強化材層部とがともに用いられるか該強化材層部が単独で用いられて構成される複合平板シートにおいて、トリミングされて設けられるかないしはトリミングされるとともに線状溝1を設けられてなる折曲用複合シートの提供。
(もっと読む)
樹脂管の製造方法
【課題】新規な樹脂管の製造方法を提供する。
【解決手段】棒材を加熱工程に耐える水溶性の材料(例えば塩)で軸線が曲線である曲線部を有する形状に形成し、液晶ポリマーのシート材31を棒材30に所望の複数回巻き付けて保持して加熱する加熱工程を備える。曲線部30aに対してはシート材を巻き方向に長尺な形状にして螺旋状に巻き付け、螺旋状のシート材の巻き始め端部及び巻き終わり端部を溶着させて棒材への巻回状態を保持する。さらにシート材の外周面に耐熱フィルムを(曲線部に対しては螺旋状に)巻き付けた上で、オートクレーブで加熱工程を実行する。本加熱工程により、シート材を溶融させて樹脂管に成形する。耐熱フィルムを巻き替えて再度加熱工程を実行し、CFRPの外管を成形したら、棒材を水に溶かして樹脂管から取り除く。
(もっと読む)
端部拡径ホース及びその製造方法
【課題】端部拡径ホースにおける拡径部への継手具のインサートパイプの挿入量を一定に規制し得て、継手具を良好に拡径部に装着できるようにする。
【解決手段】ゴム内層16及びゴム外層20と補強層18との積層構造をなし且つ各端部に拡径部30とテーパ状部32とを有する端部拡径ホース10において、テーパ状部32の内面よりも径方向内方に突出し、インサートパイプ22の挿入側の先端に当接して位置決めをなすゴムストッパ部36をテーパ状部32の内側部位に一体に設けておく。
(もっと読む)
リブ付き管の受け口部成形方法
【課題】リブ付き管の接続部分に隙間が形成されることがないように、リブ付き管の受け口首部を確実に立ち上げる。
【解決手段】熱可塑性樹脂製のリブ付き管10を固定して端部を加熱軟化させ、リブ付き管10の端部に賦形金型2を挿入し、その拡径部21を拡径させて受け口部102を形成した後、拡径部21を拡径させたまま賦形金型2をリブ付き管10に対して前進させ、受け口首部104を立ち上げる。
(もっと読む)
ゴムホース製造
【課題】一端側が内外径共に縮径状に賦形されたゴムホースを製造する際の内外径の縮径作業の簡略化と品質向上を図る。
【解決手段】ホース一端側の外径縮径用の外径縮径ジグ150の装着に際し、作業者は、外径縮径ジグ150を、ガイドシャフト部118を案内にしてゴムホース素材PGHの側に押し込む。これにより、ゴムホース素材PGHは、その端部側から外径縮径ジグ150の縮径賦形嵌合孔152に入り込み、その外径において縮径賦形嵌合孔152で縮径され、内径は、縮径賦形シャフト部114にて縮径される。こうした外径縮径ジグ150の嵌め込み装着は、縮径賦形シャフト部114と同軸のガイドシャフト部118により、ゴムホース素材PGHに対してセンター合わせができた状態での装着となる。
(もっと読む)
チューブにフレア端部を形成するための方法及び装置
フレキシブルなチューブにフレア端部を形成する方法に於いて、前記フレキシブルチューブの端部を、融点近傍の温度に加熱し、前記フレキシブルチューブの前記加熱された端部を、フレア成形部を備えたフレア成形ダイ中に挿入し、前記フレキシブルチューブの前記端部内にマンドレルを突入させ、前記フレキシブルチューブの前記端部にフレア端部を圧力成形する。 (もっと読む)
1 - 11 / 11
[ Back to top ]