
Fターム[4F209PQ01]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 付属装置 (2,661) | 成形用ローラ (672)
Fターム[4F209PQ01]の下位に属するFターム
加熱、冷却手段を有するもの (74)
ローラの製造方法 (172)
支持ローラ (13)
Fターム[4F209PQ01]に分類される特許
361 - 380 / 413
エンボス加工装置およびエンボス加工方法
【課題】 基材に所望の凹凸形状を精度良く効率的に形成することができるエンボス加工装置を提供する。
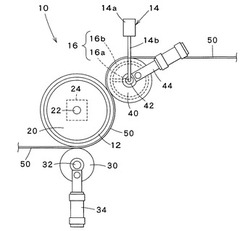
【解決手段】 エンボス加工装置10は、外周に凹凸形状を有するエンボスロール20と、エンボスロールに対向して設けられた複数の支持ロール30,40であって、エンボスロールの外周に沿って搬送される基材50をエンボスロールとの間で順次挟圧する複数の支持ロールと、を備えている。また、エンボス加工装置はエンボスロールまたは上流側の支持ロールを加熱する加熱装置12をさらに備えている。さらに、エンボス加工装置は最下流側の支持ロールを冷却する冷却装置14をさらに備えている。
(もっと読む)
エンボス加工装置

【課題】 シート状材料に微細凹凸面を確実に形成することができ、その結果シート状材料に付けられる凹凸模様を所望の模様とすることができ、さらに、各凹凸形状間に位置ズレが生じることを抑止することができるエンボス加工装置を提供すること。
【解決手段】 連続的に搬送されるシート状材料Sに凹凸形状の模様を付けるエンボス加工装置は、エンボスロール10と、エンボスロール10の周方向に沿ってこのエンボスロール10に順次当接するよう設けられた複数の受けロール20、21、22とを備えている。複数の受けロール20、21、22は、外周面が剛性となっている第1のグループと外周面が弾性となっている第2のグループとに分けられる。エンボスロール10において、粗い凹凸面と、この粗い凹凸面よりも微細な凹凸形状となっている微細凹凸面とが外周に混在している。
(もっと読む)
エンボス加工装置
【課題】 エンボス加工が施されたシート状材料の凹凸形状の凹凸の度合いをより大きくすることができ、その結果シート状材料の凹凸模様をより鮮明なものとすることができ、さらに、各凹凸形状間に位置ズレが生じることを抑止することができるエンボス加工装置を提供すること。
【解決手段】 連続的に搬送されるシート状材料Sに凹凸形状の模様を付けるエンボス加工装置は、エンボスロール10と、エンボスロール10の周方向に沿ってこのエンボスロール10に順次当接するよう設けられた複数の受けロール20、21、22とを備えている。エンボスロール10は、凹凸形状の模様が施された凹凸面を外周に有している。各受けロール20、21、22は、エンボスロール10との間でシート状材料Sを挟圧することによりこのシート状材料Sに凹凸形状の模様を付けるようになっている。
(もっと読む)
コロナ放電処理方法
【課題】 樹脂製薄板の両面を同時にコロナ放電処理できるコロナ放電処理方法を提供する。
【解決手段】 樹脂製薄板1の接着工程前に、誘電体ロール2に沿って樹脂製薄板1を搬送し、樹脂製薄板1を挟んで誘電体ロール2の反対側に設けた放電電極3から放電を行うコロナ放電処理方法において、放電領域内の樹脂製薄板1と誘電体ロール2との間に間隙4を設けながら放電することで、樹脂製薄板1の両面をコロナ放電処理しており、更に、樹脂製薄板1の両端1aを誘電体ロール2上に支持することで、樹脂製薄板1の中程部1bと誘電体ロール2との間に間隙4を設けながら放電している。
(もっと読む)
微細構造体の製造方法及び微細構造体
【課題】 物品の表面に微細な凹凸模様等のパターンを付与するためのものであって、所望のパターンを選択的にかつ容易に付与することができ、製造プロセスが簡単であり、パターン毎の金型を作製する必要のない、汎用性のある方法を提供すること。
【解決手段】 基材の表面に光透過性を有する反応硬化性樹脂のコーティング溶液を予め定められたパターンで塗布し、樹脂コーティングが未硬化の状態にあるとき、微細構造部の微細構造面に対応する反転微細構造面を備えた剥離性転写型を、その反転微細構造面と樹脂コーティングとが密着するように基材に重ね合わせ、樹脂コーティングの硬化後に転写型を基材から剥離し、微細構造面を有する微細構造部が基材上に形成された微細構造体を製造する。
(もっと読む)
布目付き高分子フィルムを形成するシステム及び方法
布目付き高分子フィルムの形成装置及び方法を開示する。この装置は、第1ローラ及び第2ローラを備える。そして、第1ローラ及び第2ローラは、布目付き高分子フィルムを協働して形成するように構成されている。ある実施態様では、少なくとも第1ローラの限定された部分が、受動的に、能動的に、あるいは、受動的技術及び能動的技術の組合せによって、加熱される。 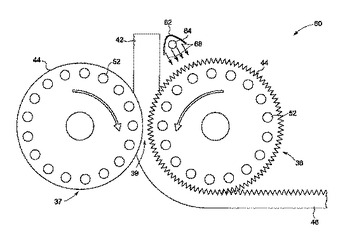 (もっと読む)
(もっと読む)
樹脂の加飾方法及び加飾された樹脂成形品
【課題】 微細なパターンの意匠でも容易に、簡素な設備で、低コストで、樹脂表面に加飾する。
【解決手段】 レーザー照射前にレーザー吸収性材料又は結晶性樹脂を第1のローラーにより基材樹脂表面に塗布する工程と、レーザーを用いて樹脂表面を選択的に加熱・溶融する工程と、レーザー照射後に該レーザー吸収性物質又は結晶性樹脂を第2のローラーにより基材樹脂表面に定着させる工程とを含む樹脂の加飾方法。
(もっと読む)
成形ロール装置
【課題】2個のロール間のオフセットに起因するこじり現象の発生と剛性不足による弾性変形を回避して、高精度な賦形成形を行うことができる成形ロール装置を提供する。
【解決手段】所定間隙を有して配設された2個のロール2,3を回転駆動手段5,25によって回転し、該2個のロール2,3間に樹脂を通してシートを成形するロール装置であって、該2個のロール2,3にはシートの表裏両面に凹凸模様を賦形するための彫刻が設けられ、さらに、前記2個のロール2,3の間隙を調整するための間隙調整手段と、いずれか一方のロール2を軸方向へ移動調整するための軸方向位相調整手段14とを備えた成形ロール装置1において、前記回転駆動手段5と軸方向位相調整手段14とを同一のスライド架台19に設置し、かつ、該スライド架台19が前記一方のロール2の軸方向へ移動可能に設けられている。
(もっと読む)
賦形シート成形装置およびその回転位相差制御方法
【課題】両面賦形シートの表裏の賦形位相を精度よく合わせ、機構自らの持つ賦形精度を乱すような機械的繰返し変位を吸収して高精度な両面賦形シートを生産できるようにすること。
【解決手段】第2賦形ロール11を軸方向に移動させる位相調整手段(33、43)と、賦形シート成形装置によって成形された両面賦形シート100の表面の賦形形状を検出する上側賦形形状検出器74と、両面賦形シート100の裏面の賦形形状を検出する下側賦形形状検出器75と、上側賦形形状検出器74の検出信号と下側賦形形状検出器75の検出信号とを比較し、両面賦形シート100の表面の賦形形状と裏面の賦形形状との賦形位相差をシート幅方向について算出する表裏面移送差演算手段76と、表裏面移送差演算手段76より賦形位相差を表す位相差値信号を入力し、位相差がゼロになるように位相調整手段(33、43)へ指令を出力する位相合わせ制御処理手段77とを設ける。
(もっと読む)
樹脂シートの製造方法
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法を提供する。
【解決手段】第1のダイ12より押し出したシート状の第1の樹脂材料14と第2のダイ15より押し出したシート状の第2の樹脂材料17とを積層し、第1の樹脂材料が型ローラ16に接し第2の樹脂材料がニップローラ18に接するように、型ローラとニップローラとで挟圧し、型ローラ表面の凹凸形状を第1の樹脂材料に転写するとともに、第1の樹脂材料と第2の樹脂材料とを密着させ、密着後の第1及び第2の樹脂材料を型ローラに対向配置される剥離ローラに巻き掛けることにより型ローラより剥離する。
(もっと読む)
樹脂シートの製造方法
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法を提供する。
【解決手段】ダイ12より押し出したシート状の樹脂材料14と樹脂材料の片面側に供給されるバックアップシート20とを樹脂材料が型ローラ側16に、バックアップシートがニップローラ側18になるようにして、型ローラと型ローラに対向配置されるニップローラとで挟圧し、型ローラ表面の凹凸形状を樹脂材料に転写し、転写後の樹脂材料とバックアップシートとの積層体を型ローラに対向配置される剥離ローラ24に巻き掛けることにより型ローラより剥離する。
(もっと読む)
エンボスシートの製造方法、およびエンボスシートの製造装置
【課題】 エンボスシートの新規な製造方法および製造装置を提供する。
【解決手段】 加熱されたシート状原反を、所定の賦形用凹凸模様が施されたエンボスロールと加圧ロールとの間に挿入、加圧することにより、前記シート状原反に凹凸模様を賦形してエンボスシートを製造する方法において、前記加圧ロールの表面温度を、前記エンボスロールの表面温度よりも30℃以上低い温度に保持する。
(もっと読む)
エンボス付き離型紙の製造方法
【課題】より深みの有る、細かいエンボスパターンが得られるエンボス付き離型紙の製造方法を提供することである。
【解決手段】紙の片面に熱溶融樹脂膜が設けられた離型基材にエンボスを施すエンボス付き離型紙の製造方法において、離型基材へのエンボス加工を離型基材を少なくとも2個以上のエンボスロールを通すことにより行うことを特徴とするエンボス付き離型紙の製造方法。また、熱溶融樹脂として電離放射線硬化性樹脂を用いることを特徴とするものである。
(もっと読む)
樹脂シートの製造方法
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法を提供する。
【解決手段】ダイ12より押し出した樹脂材料14を型ローラ16とニップローラ24とで挟圧し、型ローラ16表面の凹凸形状を樹脂材料14に転写し、ダイ52より押し出した樹脂材料54を型ローラ56とニップローラ58とで挟圧し、型ローラ54表面の凹凸形状を樹脂材料54に転写し剥離ローラ64に巻き掛けることにより型ローラ56より剥離し、剥離後の樹脂材料54を転写後の樹脂材料14に対し、樹脂材料54の非転写面が樹脂材料14の非転写面と密着するように供給し、第両樹脂材料の積層体を型ローラ16と剥離ローラ24とで挟圧し、挟圧後の積層体を剥離ローラ24に巻き掛けることにより型ローラ16より剥離する。
(もっと読む)
微細複製物品の作製装置および方法
微細複製装置はウェブ(422)を含む微細複製物品を形成し、第1のパターン化ロール(460)と、第1のニップロール(454)と、ウェブ基板の第1の側に隣接配置された第1のコーティングダイ(456)とを含むとともに、ウェブ基板は第1のパターン化ロールと第1のニップロールとの間に配置されている。第1のニップロールはウェブ基板の第2の側に接触するとともに、第1のパターン化ロールはウェブ基板の第1の側に接触する。装置は第2のパターン化ロール(474)と、第2のニップロールと、ウェブ基板の第2の側に隣接配置された第2のコーティングダイ(464)とを含み、ウェブ基板は第2のパターン化ロールと第2のニップロールとの間に配置されている。第2のニップロールはウェブ基板の第1の側に接触するとともに、第2のパターン化ロール(474)はウェブ基板の第2の側に接触する。駆動アセンブリは100マイクロメートル以内の連続位置合わせを維持しつつ、第1のパターン化ロールと第2のパターン化ロールとを回転させる。  (もっと読む)
(もっと読む)
ポリマーウェブをエンボス加工及びデボス加工にするための成形用構造体
二次成形されたポリマーフィルムを製造するための装置において使用するための成形用構造体。同成形用構造体は、百分率による第1開放面積を規定する模様をなして離間されるアパーチャを規定する相互連結部材の網目状組織を含む第1部分、中実で、アパーチャがなく、開放面積が0%である第2部分、及び第1部分と第2部分との間でこれらの部分を接合する推移部である第3部分を含み、推移部分は、百分率による第2開放面積を表し、百分率による第3部分の第2開放面積は、百分率による第1部分の第1開放面積より小さい。 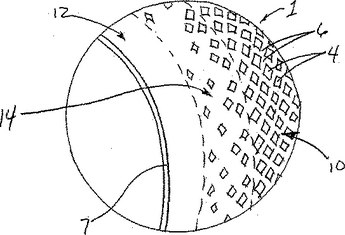 (もっと読む)
(もっと読む)
位置合わせされた両面パターン化ウェブの作製装置および方法
不透明ウェブの両側にパターン化表面を成形する装置および方法。装置は第1のパターン化ロール(18)と、第2のパターン化ロール(20)と、ウェブが連続移動されつつパターンが透明ウェブ(12)の両側に転写されるように、第1および第2のパターン化ロール(18、20)を回転させる手段とを含む。このプロセス中、第1および第2のパターン化ロール(18、20)が硬化エネルギーに対して不透明な複数の領域を備えるとともに、それらのパターンが少なくとも100マイクロメートル以内に連続位置合わせされた状態で維持される。 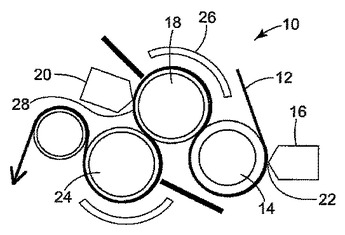 (もっと読む)
(もっと読む)
モアレ低減表面を有する微細複製物品
モアレ低減表面を有する微細複製物品およびその製造方法が開示されている。微細複製物品は第1および第2の対向表面を有する可撓性基板と、第1の表面上の第1の塗布微細複製パターンと、第2の表面上の第2の塗布微細複製パターンとを含む。第1の塗布微細複製パターンと第2の塗布微細複製パターンとが、流れ方向と横断方向とに10マイクロメートル以内に位置合わせされているとともに、第1の塗布微細複製パターンと第2の塗布微細複製パターンとが複数のレンズセグメントを形成する。各レンズセグメントは複数のレンズ要素を含み、各々光学軸を有し、レンズ要素光学軸のすべてが互いに平行であるとともに、第1のレンズセグメント内のレンズ要素が、隣接する第2のレンズセグメント内のレンズ要素の光学軸からずれた光学軸を有する。  (もっと読む)
(もっと読む)
欠陥低減表面を有する微細複製物品
欠陥低減およびウェットアウト低減特徴を含む微細複製物品およびそれを製造する方法が開示されている。微細複製物品は第1および第2の対向表面を有する可撓性基板と、第1の表面上の第1の塗布微細複製パターンと、第2の表面上の第2の塗布微細複製パターンとを含む。第1の塗布微細複製パターンと第2の塗布微細複製パターンとが10マイクロメートル以内に位置合わせされている。  (もっと読む)
(もっと読む)
塗布層を有するロール状フィルムの製造方法、ロール状光学フィルム、偏光板、液晶表示装置
【課題】 本発明の目的は、塗布層を有しながらも、カール、巻きの変形や色むらの発生のない均一性の高い光学フィルムであり、特にロット間差やロールの巻外と巻中との差、幅手方向での中心と端部との差が小さいより均一性の高いロール状フィルムの製造法を提供することにある。
【解決手段】 ロール状フィルムの幅方向の一部に巻き取り方向に対して第1の凹凸加工を施す工程、該ロール状フィルムを基材として塗布層を設ける工程、その後再度該ロール状フィルムの幅方向の一部に巻き取り方向に対して第2の凹凸加工を施す工程、ついで巻き取ったロール状フィルムを50℃以上150℃以下の温度で1〜30日の間、ロール状のまま保持する加熱処理工程とを有することを特徴とする塗布層を有するロール状フィルムの製造方法。
(もっと読む)
361 - 380 / 413
[ Back to top ]