
Fターム[4F210AG01]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 一般形状、構造物品(用途物品優先) (3,408) | 板状体(←シート、フィルム) (2,295)
Fターム[4F210AG01]の下位に属するFターム
厚板 (1)
Fターム[4F210AG01]に分類される特許
681 - 700 / 2,294
熱収縮性ポリエステル系フィルム
【課題】玉虫色の金属光沢性を付与するとともに、PETボトルなどの容器を被覆するフィルムとして溶剤を用いた接合が可能で、部分的な収縮斑による美観を損ねる欠点の発生しにくい熱収縮性ポリエステル系フィルムを提供する。
【解決手段】エチレンテレフタレートを必須成分とするポリエステル(A)を含む第1の層と、エチレン−2,6−ナフタレンジカルボキシレートを主たる成分とするポリエステル(B)を含む第2の層とが交互に25層以上1001層以下の範囲で積層された積層構造を有するフィルムにおいて、全フィルム厚みに対する第1の層の層厚みの総計が80%以上96%以下であり、該ポリエステル(A)がポリエステル(A)の全グリコール成分を基準として40モル%以上80モル%以下の範囲でエチレングリコールを含有し、20モル%以上60モル%以下の範囲で第2のグリコール成分を含有し、該フィルムが波長400〜800nmの範囲の反射率曲線において反射率25%以上の反射ピークを少なくとも1つ有し、65℃の温水中に10秒間放置したときの熱収縮率がフィルム長手方向および幅方向のいずれか一方において15%以上、該方向と直交方向において絶対値で0%以上10%未満である熱収縮性ポリエステル系フィルム。
(もっと読む)
溶液製膜方法
【課題】優れた引裂強度を有するフィルムを製造する。
【解決手段】流延ドラム32は軸32aを中心に回転する。流延ダイ30はドープ21を流延ドラム32の周面32b上に流延し、流延膜33を形成する。周面32b上の流延膜33は冷却ゲル化し、自己支持性を有する。剥取ローラ34は、流延膜33を流延ドラム32から剥ぎ取って湿潤フィルム38とする。湿潤フィルム38は、渡り部41、ピンテンタ13、収縮装置65、クリップテンタ14に順次案内され、湿潤フィルム38の乾燥は進行する。多量の溶媒を含み、ポリマー分子がMD方向に配向する湿潤フィルム38を乾燥しながら、MD方向及びTD方向の外力を湿潤フィルム38に付与し、湿潤フィルム38を強制的に収縮する収縮処理を行う。
(もっと読む)
光学フィルムの製造方法と製造装置
【課題】フィルムの表面に擦り傷を発生させることなくフィルム内に歪み変形を与えることで、表示装置に用いても輝点欠陥がなく、フィルム内の歪み変形量のバラツキの小さい光学フィルムの製造が可能であり、かつフィルム面に傾斜方向に安定して延伸することが可能な光学フィルムの製造方法を提供する。また、当該製造方法に適した製造装置を提供する。
【解決手段】特定条件を満たす工程1及び工程2を有する、樹脂フィルムを連続的に搬送して光学フィルムを製造する光学フィルムの製造方法であって、前記工程1において当該樹脂フィルムの厚さ方向の屈折率と進行方向に直交する方向の屈折率との間に差を発生させ、前記工程2において当該樹脂フィルムの屈折率が最小の方向が、当該樹脂フィルム面の法線方向から傾斜した方向となるように調整することを特徴とする光学フィルムの製造方法。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】液晶ディスプレイに使用した場合に十分な光学補償を実現できる、特殊な内部構造を有する光学フィルムおよびその製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含むフィルムの製造方法であって、前記挟圧装置によって該溶融物にかかる圧力が20〜500MPaであり、かつ、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くすることを特徴とする光学フィルムの製造方法。
(もっと読む)
熱可塑性樹脂フィルムの製造方法

【課題】100μm以上の比較的厚番手であり、しかも、透明性に優れた熱可塑性樹脂フィルムの製造方法を提供する。
【解決手段】溶融押出機の口金より熱可塑性樹脂を冷却回転ドラム2上にシート状に押出し、シート状溶融樹脂と冷却回転ドラムとの接点近傍に設けた電極4から静電荷をシート状溶融樹脂に印加せしめてシート状溶融樹脂を冷却回転ドラム表面に密着させ、そして、静電荷印加点以降の冷却回転ドラム上のシート状溶融樹脂表面に冷却可能なスチールベルト5を当接し、次いで、得られたシートを延伸処理して熱可塑性樹脂フィルムを製造する。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】玉虫色の金属光沢性を付与するとともに、PETボトルなどの容器を被覆するフィルムとして溶剤を用いた接合が可能で、優れた熱収縮性を有する熱収縮性ポリエステル系フィルムを提供する。
【解決手段】エチレンテレフタレートを必須成分とするポリエステル(A)を含む第1の層と、エチレン−2,6−ナフタレンジカルボキシレートを主たる成分とするポリエステル(B)を含む第2の層とが交互に25層以上1001層以下の範囲で積層された積層構造を有するフィルムにおいて、全フィルム厚みに対する第1の層の層厚みの総計が80%以上96%以下であり、該ポリエステル(A)がポリエステル(A)の全酸成分を基準として20モル%以上60モル%以下の範囲で第2の酸成分を含有し、該フィルムが波長400〜800nmの範囲の反射率曲線において反射率25%以上の反射ピークを少なくとも1つ有し、80℃の温水中に10秒間放置したときの熱収縮率がフィルム長手方向および幅方向のいずれか一方において30%以上、該方向と直交方向において絶対値で0%以上10%未満である熱収縮性ポリエステル系フィルム。
(もっと読む)
フィルムを処理する方法および伸張機
【課題】光学フィルムを伸張する方法を提供する。
【解決手段】フィルを処理する方法は、フィルムの対向端部を保持しながら流れ方向に沿って伸張機内でフィルムを搬送するステップと、末広がりの非線形経路に沿って前記対向端部を移動させることにより前記伸張機内で前記フィルムを伸張して延伸フィルムを形成するステップとを含み、前記フィルムの伸張中に、前記流れ方向に沿った前記フィルムの速度が、λが横断方向延伸比である場合におよそλ1/2だけ減少する。
(もっと読む)
アクリル延伸フィルムの製造方法、光学部材および画像表示装置
【課題】主鎖に環構造を有するアクリル重合体を主成分する、耐熱性に優れるアクリル延伸フィルムの製造方法であって、従来にない延伸方法により、さらに当該フィルムの引き裂き強度を併せて向上できる方法を提供する。
【解決手段】主鎖に環構造を有するアクリル重合体を主成分とし、ガラス転移温度が110℃以上であるアクリル樹脂フィルムを延伸する工程を含み、前記工程において、前記樹脂フィルムのガラス転移温度Tg(℃)、延伸温度Te(℃)および延伸速度Y(%/分)が、13.5×Log(Y)−19≦Te−Tg≦13.5×Log(Y)−10で示される式を満たすように前記樹脂フィルムを延伸する。
(もっと読む)
ポリエステルフィルム及びその製造方法
本発明は、耐熱寸法安定性に優れたポリエステルフィルムに関する。より具体的には、a)ポリエステル樹脂を圧出、冷却して未延伸シートを製造する段階と、b)前記シートを縦方向(MD)に延伸する段階と、c)縦方向延伸の後、横方向(TD)に延伸する段階と、d)熱処理する段階と、e)熱処理後、テンター内で横方向(TD)に緩和すると同時に、縦方向(MD)に対して1%以上の比率で同時緩和する段階と、を含むポリエステルフィルムの製造方法及びその製造方法によって製造されたポリエステルフィルムに関する。 (もっと読む)
延伸フィルムの製造方法
【課題】延伸フィルムの製法において、厚み精度がよくないフィルムでも延伸後の厚みムラを充分小さくすることのできる方法を提供する。
【解決手段】下記条件(i)、(ii)を含む特徴とする延伸フィルムの製法である。
(i)フィルム状のアクリル系重合体の表面温度が、ガラス転移温度(Tg)を超えてから全工程における最高温度となるまでに、全延伸倍率の50〜95%の延伸を行う。
(ii)フィルム状のアクリル系重合体の表面温度が全工程における最高温度に達した後、表面温度を下げながら全延伸倍率の5〜50%の延伸を行う。
(もっと読む)
空洞含有熱収縮性ポリエステル系フィルム
【課題】光線カット性、好ましい白色外観を有し、見掛け密度が水より小さく、フィルム厚み方向の空洞の大きさのバラツキが小さい空洞含有熱収縮性ポリエステル系フィルムを提供すること。
【解決手段】少なくとも2層からなる多層熱収縮性ポリエステル系フィルムであって、下記(1)〜(3)の要件を満たす空洞含有熱収縮性ポリエステル系フィルム。
(1)95℃の温水中で10秒間に亘って処理した場合における幅方向の湯温熱収縮率が50%以上80%以下であること
(2)空洞含有熱収縮性ポリエステル系フィルムを任意の位置で幅方向に切断した断面における空洞の高さの平均値が2.3μm以上であること
(3)空洞含有熱収縮性ポリエステル系フィルムを任意の位置で幅方向に切断した断面における空洞の高さの比が3以下であること
(もっと読む)
延伸光学フィルムの製造方法
【課題】歩留まりが高く、配向角、フィルムの厚さ、及びその他の特性が均質な二軸延伸光学フィルムの製造を、高効率で行なうことができる、延伸光学フィルムの製造方法を提供する。
【解決手段】延伸前フィルムを、複数の把持子を備える延伸機で縦及び横方向に同時二軸延伸する延伸光学フィルムの製造方法であって、把持子のそれぞれは上子及び下子を有し、上子と下子との間の間隙を閉じることにより延伸前フィルムを把持するよう構成され、上子及び下子を、延伸前フィルムを把持せずに閉じた際の上子と下子との接触面Sの面積Saと、延伸前フィルムを把持した際の延伸前フィルムの一面における把持面S’の面積S’aとが、S’a<Saの関係を有する製造方法。
(もっと読む)
二軸配向積層ポリエステルフィルム
【課題】耐候性に優れ、フィルムの機械軸方向と光学軸の方向とが高精度で一致しており、その光学軸の方向がフィルム面内で一様である光学特性に優れた基材フィルムを提供する
【解決手段】下記要件(1)〜(3)を満たすことを特徴とする二軸配向積層ポリエステルフィルム。(1)フィルム長手方向に分子配向主軸を有する、(2)フィルム長手方向の屈折率とフィルム幅方向の屈折率との差が0.03以上、かつ0.10以下である、(3)波長380nmの光線透過率が20%以下である
(もっと読む)
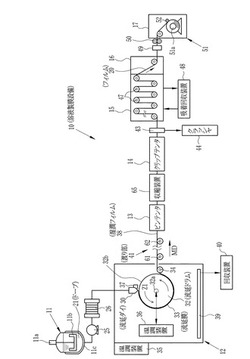
テンター装置及びそれを用いた溶液製膜方法
【課題】高温になるクリップで湿潤フイルムを保持することで生じる不都合を解消する。
【解決手段】テンター装置10は、多数のクリップ45を設けた一対の左右チェーン22,23を無限循環させて湿潤フイルム16を、密閉したケーシング15内で一方向に搬送しながら幅方向に延伸する。延伸は、乾燥機構12により乾燥風を吹き付けて湿潤フイルム16の温度を段階的に上げて乾燥する。左右チェーン22,23は、搬送ガイド部20a,21aで湿潤フイルム16を把持した後に、把持を解除してケーシング15の外部に設けた戻しガイド部20c,21cにガイドされて搬送方向とは逆の方向に送られ、再びケーシング15の内部に戻される。戻しガイド部20c,21cには、クリップ冷却機構13,14が設けられている。クリップ冷却機構13,14は、ケーシング内で高温にされるクリップ45をケーシング外で冷却する。
(もっと読む)
二軸配向積層ポリエステルフィルム
【課題】透明性に優れ、フィルムの機械軸方向と光学軸の方向とが高精度で一致しており、その光学軸の方向がフィルム面内で一様である光学特性に優れた基材フィルムを提供する
【解決手段】下記要件(1)〜(4)を満たすことを特徴とする二軸配向積層ポリエステルフィルム。(1)フィルム長手方向に分子配向主軸を有すること、(2)フィルム長手方向の屈折率とフィルム幅方向の屈折率との差が0.03以上、かつ0.10以下であること、(3)ヘーズが4.0%以下であること、(4)フィルム表面の三次元中心面平均表面粗さ(SRa)が10〜50nmであること
(もっと読む)
ポリアミド系多層延伸フィルム
【課題】耐屈曲性、熱寸法安定性、保香性、等に優れ、かつシール層をラミネートした時にラミネート強度の測定が可能となるポリアミド系多層延伸フィルムを提供することを目的とする。
【解決手段】外面層(A)と内面層(B)の少なくとも2層を有する多層積層体を2軸延伸することにより得られるポリアミド系多層延伸フィルムであって、
(A)層が結晶性ポリエステルを含有し、(B)層が脂肪族ポリアミドを含有し、
(B)層の厚みが5μm以上である、ポリアミド系多層延伸フィルム。
(もっと読む)
電気絶縁性シートの表面処理装置、表面処理方法、および、電気絶縁性シートの製造方法
【課題】電気絶縁性フィルムの放電処理による表面改質方法に関する。光学フィルム等のコーティング塗膜では、フィルムのぬれ性が不均一であると、ぬれが低い部分で塗布ムラが発生しやすく、光学欠点を抑制できないでいた。
【解決手段】フィルム表面に、放電密度が1×104[W/m2]以上4×104[W/m2]以下、かつ、処理時間0.04[秒]以上0.2[秒]以下で処理を行った後、フィルムに塗液をコーティングする。フィルム表面のぬれがばらつきなく均一であるので、コーティング塗液がはじきにくく塗布欠点を発生しにくい。
(もっと読む)
ポリアミド系多層延伸フィルム
【課題】耐屈曲性、熱寸法安定性、保香性、耐カール性等に優れたポリアミド系多層延伸フィルムを提供する。
【解決手段】ポリエステル層(A層)、ポリアミド層(B層)及びポリアミド層(C層)の少なくとも3層をこの順に有する多層積層体を2軸延伸することにより得られるポリアミド系多層延伸フィルムであって、
(A)層が結晶性ポリエステルを含有し、
(B)層が脂肪族ポリアミドを含有し、
(C)層が芳香族ポリアミドを含有することを特徴とする、ポリアミド系多層延伸フィルム。
(もっと読む)
テンター装置及び延伸フィルムの製造方法
【課題】延伸に供するポリオレフィン樹脂フィルムから延伸時の加熱により揮発した成分が内部表面に付着して液状物を形成しても、この液状物が粘性の高い液状物に変質することを防止することのできるテンター装置を提供し、さらにこのテンター装置を用いて高い収率で延伸フィルムを製造する延伸フィルムの製造方法をも提供する。
【解決手段】ポリオレフィン樹脂フィルムの表面に熱風吹き出し口から熱風を吹き付けつつ前記ポリオレフィン樹脂フィルムを延伸するテンター装置において、前記ポリオレフィン樹脂フィルムの上方に位置する装置の内部表面の内の少なくとも前記熱風吹き出し口周辺の表面を亜鉛、銅のいずれをも含まない材料から構成する。
(もっと読む)
熱収縮性積層フィルムロール
【課題】長期保管後も、高精度印刷適性がロール全般にわたって亘って良好であり、高速印刷性、シール性にも追従できる熱収縮性フィルムロールを提供する。
【解決手段】ポリ乳酸系樹脂(I)層とポリオレフィン系樹脂層(II)層との少なくとも2層からなる有効長1000m以上の熱収縮性フィルムをコアに巻き取ってなるフィルムロールにおいて、(1)フィルムロールの巻き出し部表面を、落球式硬さ試験機を用いてフィルムの幅方向に20mm間隔で測定した際の平均硬さが300〜800であり、 (2)該平均硬さのばらつきが±200以内であり、(3)巻き出し部から前記フィルムを500m単位で巻き出した後の前記平均硬さの増加率が0.25〜5.0%とする。
(もっと読む)
681 - 700 / 2,294
[ Back to top ]