
Fターム[4F210AR08]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 調整制御量(制御の対象) (3,565) | 速度 (191)
Fターム[4F210AR08]の下位に属するFターム
回転速度(←回転数) (28)
加速度
Fターム[4F210AR08]に分類される特許
61 - 80 / 163
合成材料のフィルムの延伸方法
【課題】光学的および機械的性質が均一なフィルムの延伸方法の提供。
【解決手段】合成材料のフィルムの延伸方法:引き延ばされたストリップの形態の、合成材料で作られたフィルム1を延伸する方法。このフィルム1は、それを横断方向の延伸手段11の中を通過させることにより、連続的に延伸される。この方法は、フィルムを予熱するステップ、及びその長手方向Aに対して横断方向にフィルムを延伸するステップを含んでいる。さらに、フィルムが横断方向に延伸されると同時に、フィルムがその長手方向に収縮されるステップを含んでいる。
(もっと読む)
二軸延伸ポリアミドフィルムの製造方法。

【課題】ポリアミド溶融樹脂フィルムを冷却固化する回転式冷却ロールの汚れをコンパクトな装置で除去でき、かつ、安定した静電密着を実施できるため、傷が少なく、厚みの均一性に優れる二軸延伸ポリアミドフィルムを製造する方法を提供する。
【解決手段】ポリアミド溶融樹脂フィルムを回転式冷却ロール3上にキャストして、次いで表面が水分保持性材料からなるクリーニングロール6の表面に水分を補給しつつクリーニングロール6の表面を回転式冷却ロール3上にキャストされた冷却固化過程にあるポリアミドフィルムの少なくとも両端部に接触させ、次いでポリアミドフィルムを冷却固化した後、前記クリーニングロールが接触した部分にエアーを吹き付けることで付着した水分を除去して未延伸ポリアミドフィルムを得て、得た未延伸ポリアミドフィルムを二軸延伸する二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
ポリエチレンテレフタレート系樹脂フィルム、およびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの寸法変化が小さく平面性が良好で、かつ、裁断性が良好で、厚みが良くキズの少ないポリエチレンテレフタレート系樹脂フィルムを提供する。
【解決手段】巻取方向と45度の角度方向の屈折率と直交する屈折率との差Δnabが0.015以上0.060以下であって、長手方向のHS150が−0.25%以上0.25%以下であって、幅方向でのHS150の差異(熱収縮率差)が0.1%以下であって、さらに、長手方向のHS180が0.4%以上1.15%未満であって、幅方向でのHS180の差異(熱収縮差)が0.10%以下であり、4方向の破断強度TSと破断伸度TEの比TS/TEが、いずれも0.6(MPa/%)以上2.6(MPa/%)以下であり、厚み変動率が6%以下、厚みが70μm以上400μm以下であることを特徴とするポリエチレンテレフタレート系樹脂フィルムおよびその製造方法。
(もっと読む)
熱可塑性樹脂フィルムおよびその製造方法
【課題】遅相軸が幅方向を向いているうえ、画面サイズが大きな液晶表示装置に適用してもコントラストむらや光もれを発生しにくいフィルムを提供する。
【解決手段】タッチロールを用いて熱可塑性樹脂フィルムを溶融製膜し、フィルムの幅方向に延伸した後に、フィルムの長手方向に収縮させる。
(もっと読む)
二軸延伸ポリエチレンナフタレート系樹脂フィルムおよびその製造方法
【課題】 後加工時の熱処理工程におけるフィルムの通過性が後加工の条件に拘わらずロール全長に亘って良好な実用性の高い二軸延伸ポリエチレンナフタレート系樹脂フィルムルを提供する。
【解決手段】フィルムの巻取方向と45度の角度をなす方向の屈折率とそれに90度の角度をなす方向の屈折率との差異Δnabが0.020以上0.050以下であるポリエチレンナフタレート系樹脂フィルムであって、フィルム巻き取り方向の熱収縮率であるHS150を求めたときに、幅方向におけるHS150の最大値と最小値の差が0.10%以下である様に調整されている。
(もっと読む)
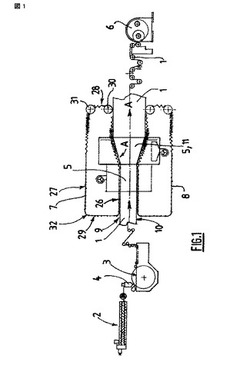
フィルム延伸機
【課題】フィルムを安定して斜めに延伸できるフィルム延伸機を提供する。
【解決手段】フィルム延伸機1は、フィルム2を送出する供給装置3と、供給装置3から送出されたフィルム2をガラス転移温度以上に加熱する予熱装置3と、予熱装置3が加熱したフィルム2の両側をそれぞれ把持し、予熱装置3以上の速度で搬送するテンタチェイン6aおよび予熱装置3と同じ速度で搬送するテンタチェイン6bと、テンタチェイン6a,6bが搬送したフィルム2を、高速側のテンタチェイン6aと同じ速度で搬送しながら加熱および冷却するアニール装置7と、アニール装置7と同じ速度でフィルム2を巻き取る巻き取り装置8とを有する。
(もっと読む)
偏光板離型用ポリエチレンテレフタレート系樹脂フィルムおよびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの通過性が後加工の条件に拘わらずロール全長に亘って良好な実用性の高い偏光板離型用ポリエチレンテレフタレート系樹脂フィルムを提供する。
【解決手段】偏光板離型用ポリエチレンテレフタレート系樹脂フィルムは、フィルムの巻き終わりから、フィルムの巻き長を9等分した長さ毎に試料切り出し部を設けるとともに、フィルムの巻き始めから2m以内に最終の切り出し部を設けることによって、合計10個の試料切り出し部を設けたとき、各切り出し部において、左右両端際のHS150がいずれも所定の範囲内の値となり、左右両端際のHS150の差が所定の範囲内の値となるように調整されている。
(もっと読む)
光拡散性フィルム、およびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの通過性が後加工の条件に拘わらずロール全長に亘って良好な実用性の高い光拡散性フィルムを提供する。
【解決手段】Δnabが0.015以上0.060以下であり、(1)内部に光拡散成分を有する光拡散層を有し、(2)前記光拡散層が、少なくとも熱可塑性樹脂と光拡散成分としての微粒子からなり、(3)前記光拡散層の内部に、微粒子とは独立した気泡を含有し、さらに左右両端際のHS150がいずれも0.0%以上0.5%未満であって、左右両端際のHS150の差が0.1%以下であって、かつ、左右両端際のHS180がいずれも0.7%以上1.5%未満であって、左右両端際のHS180の差が0.15%以下であることを特徴とする光拡散性フィルムおよびその製造方法。
(もっと読む)
光拡散性フィルム、およびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの通過性が後加工の条件に拘わらずロール全長に亘って良好な実用性の高い光拡散性フィルムを提供する。
【解決手段】Δnabが0.015以上0.060以下であり、(1)内部に光拡散成分を有する光拡散層を有し、(2)前記光拡散層が、少なくとも熱可塑性樹脂と光拡散成分としての微粒子からなり、(3)前記微粒子の平均異形度が1.2以上であることを特徴とし、さらに左右両端際のHS150がいずれも0.9%以上2.2%以下となり、左右両端際のHS150の差が0.1%以下、左右両端際のHS150の長手方向における変動量が、いずれも0.25%以下となるように調整されている。
(もっと読む)
ポリアミド系積層二軸延伸フィルム
【課題】半切した袋の片側の表裏の収縮率の差の少なく、カールが無いとともに、酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性に優れ、各種の包装材料として使用したときに、内容物の変質や変色を防ぎ、破袋防止や内容物の品質の保護にも効果がある、包装用途に適したポリアミド系積層二軸延伸フィルムを提供すること。また、前記のポリアミド系積層二軸延伸フィルムの安価かつ容易な製造方法を提供すること。
【解決手段】芳香族ポリアミド樹脂を含むポリアミド系積層二軸延伸フィルムであって、特定の屈折率との差異Δnabを有し、特定の熱収縮特性を有するポリアミド系積層二軸延伸フィルム。
(もっと読む)
光拡散性フィルム、およびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの通過性が後加工の条件に拘わらずロール全長に亘って良好な実用性の高い光拡散性フィルムを提供する。
【解決手段】Δnabが0.015以上0.060以下であり、(1)内部に光拡散成分を有する光拡散層を有し、(2)前記光拡散層が、実質的にボイドを含有せず、(3)前記光拡散層が、少なくとも光透過性樹脂と光拡散成分としての微粒子からなり、さらに左右両端際のHS150がいずれも0.0%以上0.5%未満であって、左右両端際のHS150の差が0.1%以下であって、かつ、左右両端際のHS180がいずれも0.7%以上1.5%未満であって、左右両端際のHS180の差が0.15%以下であることを特徴とする光拡散性フィルムおよびその製造方法。
(もっと読む)
ポリアミド系樹脂フィルムおよびその製造方法
【課題】後加工時の熱理工程におけるフィルムの通過性が後加工の条件に拘わらず全長に亘って良好な実用性の高く、かつ、半切した袋にしたときに表裏の収縮率の差の少なくポリアミド系樹脂フィルムを提供することにある。
【解決手段】フィルムの巻取方向と45度の角度をなす方向の屈折率とそれに90度の角度をなす方向の屈折率との差異Δnabが0.003以上0.013以下であるポリアミド系樹脂フィルムであって、幅方向におけるHS160の最大値と最小値の差が0.15%以下である様に調整されている。
(もっと読む)
二軸配向ポリエチレンテレフタレートフィルム、およびその製造方法
【課題】熱加工時においてシワなどが発生せず、平面性が良好なセラミックコンデンサ用のグリーンシートや、転写用フィルム、光学用途のプロテクトフィルムなどに好適に使用できるフィルム基材を提供する。
【解決手段】フィルムの巻取方向と45度の角度をなす方向の屈折率とそれに90度の角度をなす方向の屈折率との差異Δnabが0.015以上0.060以下であるポリエチレンテレフタレート系樹脂フィルムであって、フィルムの巻取方向と45度の角度をなす方向とそれに90度の角度をなす方向との2方向の熱収縮応力値の差が160℃において0.5MPa以下であり、長手方向の熱収縮率(HS150)の差が0.1%以下である。
(もっと読む)
ポリエチレンテレフタレート系樹脂フィルム、およびその製造方法
【課題】熱加工時においてシワなどが発生せず、平面性が良好なセラミックコンデンサ用のグリーンシートや、転写用フィルム、光学用途のプロテクトフィルムなどに好適に使用できるフィルムの提供。
【解決手段】巻取方向と45度の角度方向の屈折率と直交する屈折率との差Δnabが0.015以上0.060以下であって、長手方向の150℃で30分の熱収縮率HS150が0.0%以上0.5%未満であって、幅方向でのHS150の差異(熱収縮差)が0.1%以下であって、さらに、長手方向の180℃で30分の熱収縮率HS180が0.7%以上1.5%未満であって、幅方向でのHS180の差異(熱収縮差)が0.15%以下であり、フィルムの巻取方向と45度の角度をなす方向とそれに90度の角度をなす方向との2方向の熱収縮応力値の差が160℃において0.5MPa以下であるポリエチレンテレフタレート系樹脂フィルム。
(もっと読む)
ポリエチレンテレフタレート系樹脂フィルム、およびその製造方法
【課題】熱加工時においてシワなどが発生せず、平面性が良好なセラミックコンデンサ用のグリーンシートや、転写用フィルム、光学用途のプロテクトフィルムなどに好適に使用できるフィルムの提供。
【解決手段】巻取方向と45度の角度方向の屈折率と直交する屈折率との差Δnabが0.015以上0.060以下であって、長手方向の150℃で30分の熱収縮率HS150が−0.25%以上0.25%以下であって、幅方向でのHS150の差異(熱収縮差)が0.1%以下であって、さらに、長手方向の180℃で30分の熱収縮率HS180が0.4%以上1.15%未満であって、幅方向でのHS180の差異(熱収縮差)が0.10%以下であり、フィルムの巻取方向と45度の角度をなす方向の2方向の熱収縮応力値の差が160℃において0.5MPa以下であるポリエチレンテレフタレート系樹脂フィルムおよびその製造方法。
(もっと読む)
二軸延伸ポリアミドフィルムの製造方法
【課題】表面欠点が少なく、厚みの均一性に優れた二軸延伸ポリアミドフィルムを効率的に製造できる方法を提供する。
【解決手段】未延伸ポリアミドフィルムを逐次二軸延伸する二軸延伸ポリアミドフィルムの製造方法において、ロール方式縦延伸機の最上流側の低速回転ロールの上流側3m以内の範囲で該未延伸ポリアミドフィルムを加熱して表面温度を30〜60℃にしてロール方式縦延伸機の最上流側の低速回転ロールに導いて縦方向に延伸した後、該一軸延伸ポリアミドフィルムをテンターに導いて横方向に延伸した後、熱固定することを特徴とする二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
熱可塑性フイルム及びその製造方法、熱処理方法、並びに、偏光板、液晶表示板用光学補償フイルム、反射防止フイルム及び液晶表示装置
【課題】大型液晶表示装置に組み入れたときに全面にわたりコントラスト差の小さくでき、光もれも抑制できる熱可塑性フイルムを提供する。
【解決手段】熱可塑性フイルムを横方向に延伸後、ロールラップ長(D)とロール間長(G)の比(G/D)が0.01以上3以下に配置された熱処理ゾーン46を、入口側の搬送速度(V1)と出口側の搬送速度(V2)の比(V2/V1)が0.6以上0.999以下で搬送しながら、ガラス転移温度(Tg−20)℃以上(Tg+50)℃以下で熱処理する。熱可塑性フイルムは、Rth/Re比が0.5以上1未満、幅方向で測定したRth/Re比のレンジが0.01以上0.1以下、80℃200時間での熱寸法変化が0.001%以上0.3%以下であることを特徴とする。
(もっと読む)
熱可塑性樹脂フィルムおよびその製造方法、並びに、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】本発明は、大型液晶表示装置に組み入れたときに温度変化があっても色相むらが発生しない熱可塑性樹脂フィルムおよびその製造方法を提供することを目的とする。
【解決手段】熱可塑性樹脂フィルムを横延伸と同時に又は横延伸後に、縦方向に収縮させる熱可塑性樹脂フィルムの製造方法において、下記(1)式を満足して製膜された原反フィルム(未延伸フィルム)を延伸することを特徴とする熱可塑性樹脂フィルムの製造方法。
50≧(T1−T2)×L≧1000 (1)式
T1=ダイ出口のメルト温度(℃)、T2=第1冷却ロールに接触した時のメルト温度(℃)
L=ダイのスリット間隔(μm)/第1冷却ロールから剥離する時のフィルム厚み(μm)
幅方向に遅相軸を有し、Rth/Re比が0.5以上1未満、光弾性係数の長手方向、幅方向の変動(面内変動)が0.1%以上15%以下であることを特徴とする熱可塑性樹脂フィルム。
(もっと読む)
樹脂中空管の製造方法
【課題】従来の押出成形法で中空管を製造した場合の様々な欠点を解消するための、樹脂中空管の製造方法を提供する。
【解決手段】本発明の樹脂中空間の製造方法は、ストランド供給部、引取り部、および供給部と引取り部との間に配置した赤外線集光加熱部を有する加熱延伸装置内で、熱可塑性樹脂からなるストランドを、該熱可塑性樹脂に吸収される波長を含む赤外線を該ストランドに向けて複数方向から集光することにより、該ストランドの延伸方向の中心部の粘度が、外周部の粘度よりも低くなるように加熱しながら延伸することにより、該ストランドの延伸方向に中空部を連続的に形成する工程Yを有する樹脂中空管の製造方法。
(もっと読む)
熱収縮性ポリエステル系フィルム
本発明は、収縮工程における収縮均一性を確保して外観品質に優れるうえ、印刷潰れなどの発生がなく、収縮工程における生産コストを節減し、生産性を向上させることが可能な熱収縮性ポリエステル系フィルムを開示する。  (もっと読む)
(もっと読む)
61 - 80 / 163
[ Back to top ]