
Fターム[4F210AR08]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 調整制御量(制御の対象) (3,565) | 速度 (191)
Fターム[4F210AR08]の下位に属するFターム
回転速度(←回転数) (28)
加速度
Fターム[4F210AR08]に分類される特許
21 - 40 / 163
熱可塑性樹脂フィルムの製造方法
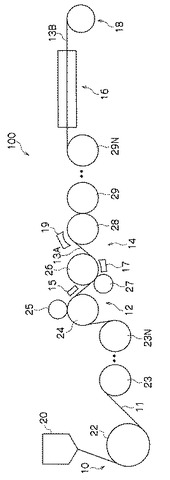
【課題】縦延伸工程でフィルム表面にキズが発生することが抑制される二軸配向した厚手の熱可塑性樹脂フィルムの製造方法を提供する。
【解決手段】ガラス転移温度がTg(℃)である未延伸の熱可塑性樹脂シート11を加熱ロール24から第1冷却ロール26に搬送するとともに加熱ロールと第1冷却ロールとの間で搬送方向に延伸することにより、厚みが500μm以上2000μm以下であるフィルム13Aにする。搬送方向に延伸した後のフィルムを第1冷却ロール26から第2冷却ロール28に搬送するとともに第1冷却ロールと接触した直後から第2冷却ロールと接触するまでの区間で30℃/s以上100℃/s以下の冷却速度で急冷することにより、該フィルムが第2冷却ロールと接触するまでに該フィルムの厚み方向の平均温度を(Tg−5)℃以下にする。第2冷却ロールを通過した後のフィルムを幅方向に延伸する。
(もっと読む)
熱収縮チューブの製造方法および製造装置

【課題】膨張したチューブの外周面に部材を接触させなくても、安定した品質の熱収縮チューブを得ることができる熱収縮チューブの製造方法および製造装置を提供する。
【解決手段】制御装置100は、チューブ101の送り路に沿って移動可能に、かつ送り路を挟んで開閉可能に設けられた一対のピンチローラ105と、チューブ101の一端からチューブ内にエアを供給するエア通気孔104と、ピンチローラ105よりもエア通気孔104側に配置され、送り路を挟んで開閉可能に設けられた一対のピンチローラ106と、ピンチローラ105を閉じピンチローラ106を開いた状態でチューブ内にエアを供給してからピンチローラ106を閉じ、ピンチローラ105とピンチローラ106との距離を変更することでチューブの膨張を調整する制御部112とを備える。
(もっと読む)
光学フィルムの製造方法
【課題】ポリプロピレン系樹脂を含有する原反フィルムを延伸して、製造後の位相差変動が少ない光学フィルムの製造方法を提供する。
【解決手段】ポリプロピレン系樹脂と脂環族飽和炭化水素樹脂とを含有する樹脂組成物からなる長尺状の原反フィルムを110〜150℃の範囲内の温度Tmsで縦延伸し(S10)、その後得られる縦延伸フィルムを横延伸して(S20)、Nz係数が1.2〜3の範囲である光学フィルムを製造する方法である。S20は、縦延伸フィルムを温度Tcで10〜120秒間保温し(S21)、その後温度Ttsで横延伸し(S22)、そして90〜150℃の温度で10〜120秒間保持して熱固定する(S23)。温度Tcは、温度Tms以上でかつ温度Tmsの+15℃以下の温度であり、温度Ttsは、温度Tmsの−10℃以上でかつ+5℃以下の温度である。
(もっと読む)
光学フィルムの製造方法
【課題】横延伸後にフィルム両端部の切断を行う場合にも破断することなく、機械的強度が不十分な光学フィルムを長時間安定して連続的に製造することである。
【解決手段】フィルムの幅方向の引き裂き強度が0.10N以下の光学フィルムの製造方法であって、横延伸後にシェアカッターを用いて横延伸時のフィルム搬送速度の99%以上100%未満の切断速度でフィルム両端部の切断を行う光学フィルムの製造方法である。
(もっと読む)
光学補償フィルムとその製造方法
【課題】液晶表示装置に備え長時間使用した場合でも、屈折率楕円体の光学軸の傾斜角度、面内のリターデーション値等の光学特性の変化が殆どなく、表示ムラが発生しにくい光学補償フィルムを提供する。また、その製造方法を提供する。
【解決手段】傾斜配向処理を施された光学補償フィルムの製造方法であって、(1)溶融押出し製膜法により製造されたウェブに剪断力をかける圧延処理ゾーンを搬送する工程において、二つのローラを一対としたニップローラを用いてウェブに圧延処理を施す際の当該ニップローラの周速比を特定範囲内とし、かつ、(2)前記工程を経て製膜された原反フィルムを搬送方向に温度勾配を持たせたゾーンを搬送する工程において、当該温度勾配を特定範囲内とすること、により傾斜配向処理を施すことを特徴とする光学補償フィルムの製造方法。
(もっと読む)
透明ポリマーフィルムの裁断方法
【課題】幅方向に延伸された透明ポリマーフィルムの裁断において、バリ、微小クラック、耳部の変形を抑制する。
【解決手段】裁断前に、透明ポリマーフィルム31の裁断する部分を赤外線照射により加熱し、次いで、裁断刃42によって透明ポリマーフィルム31を裁断する。赤外線の波長は0.5〜2.5μmとする。加熱温度T(℃)は、透明ポリマーフィルムのガラス転移温度をTg(℃)としたとき、60℃≦T≦Tgとする。赤外線照射のスポット径をΦ30mm以下とする。
(もっと読む)
熱収縮体を収縮させる装置および方法
【課題】熱収縮体を収縮させる際に余分な時間およびエネルギーの消費を削減することができる、熱収縮体を収縮させる装置および方法を提供する。
【解決手段】本発明の熱収縮体を収縮させる装置は、熱源3、4を有する、熱収縮体11を加熱するための放熱部材1、2と、放熱部材1、2を、熱収縮体11の外周に対して等間隔の隙間7が生じる近接位置と、近接位置から退避した離間位置との間で移動させる移動機構8とを有する。
(もっと読む)
光学フィルムの製造方法
【課題】コンパクトな装置による斜め方向に配向を有する均質な光学フィルムの製造方法を提供する。
【解決手段】フィルムをその略長手方向に走行する両把持部間の相対移動により延伸する光学フィルムの製造方法であって、一の把持部6の走行速度を他の把持部8の走行速度より速くし、一の把持部6と他の把持部8が略同一の方向に走行する第1ステージs1、他の把持部8がフィルムの面方向外側に向けて斜向する方向に走行し、一の把持部6と他の把持部8との間隔が漸増する第2ステージs2、他の把持部8がフィルムの面方向内側に向けて斜向する方向に走行し、一の把持部6と他の把持部8との間隔が一の把持部6の走行方向に漸増しまたは変わらない第3ステージs3、一の把持部6と他の把持部8が略平行に走行する第4ステージs4をこの順に設ける光学フィルムの製造方法である。
(もっと読む)
半芳香族ポリアミド延伸フィルムの製造方法およびその方法で製造された半芳香族ポリアミド延伸フィルム
【課題】耐熱性、耐湿熱性、耐薬品性、寸法安定性に優れ、厚みなどの外観の均質性に優れた半芳香族ポリアミド延伸フィルムを連続的に生産する方法を提供する。
【解決手段】ポリアミド系樹脂として、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位と、炭素数9の脂肪族アルキレンジアミン単位を60〜100モル%含有するジアミン単位とを含むものを用いる。溶融押出冷却工程における冷却温度を40℃〜120℃とする。二軸延伸工程の予熱温度Tpを(Tg−20)〜(Tg+40)℃とする。Tpと予熱時間tpとが下記式の関係を満たし、延伸温度をTg以上とし、400%/minを超えた延伸歪み速度の条件で延伸する。
1×104×EXP(−0.06×Tp) ≦tp≦ 2×107×EXP(−0.1×Tp)
(もっと読む)
熱可塑性樹脂成形体の製造方法、及びその製造装置
【課題】延伸後の熱可塑性樹脂成形体に延伸の不均一性が生じにくい製造方法及び製造装置の提供。
【解決手段】熱可塑性樹脂組成物12を溶融押出された熱可塑性樹脂フィルム12Aをキャスティングドラム18で冷却固化し、その降伏応力以下の張力で搬送しながら、熱処理装置22内で、熱処理温度T(℃)、延伸温度Td(℃)、熱可塑性樹脂組成物12のガラス転移温度Tg(℃)、熱可塑性樹脂組成物12の溶融温度Tm(℃)としたとき、Td(℃)≦T(℃)<Tm(℃)で示される熱処理温度T(℃)となるよう、熱可塑性樹脂フィルム12Aの少なくとも一方面から熱処理し、(Tg−10)(℃)≦Td(℃)<Tg+100(℃)で、速度比が3〜20倍の2本のニップローラ30、32により、熱可塑性樹脂フィルム12Aの搬送方向の延伸開始点から10mm以内の範囲で、その厚さが1/2以下となるよう一方向に延伸し、熱可塑性樹脂成形体を作製する。
(もっと読む)
成型用積層ポリエステルフィルムおよびその製造方法
【課題】低い温度および低い圧力での成型性、透明性、耐溶剤性、形態安定性(熱収縮特性、厚みむら)、さらに耐衝撃性に優れる、成型用積層ポリエステルフィルムおよびその製造方法を提供する。
【解決手段】ポリエステルA層の両面に、ポリエステルB層を積層してなる二軸配向フィルムを基材とし、該基材の片面又は両面に塗布層を有し、二軸延伸後の熱処理が2段階以上の区間を有し、最大昇温速度10〜30℃/秒、最大熱処理温度(A層の融点−10℃)〜(A層の融点+20℃)で得られ、塗布層にのみ粒子が含有され、A層の融点(TmA:℃)とB層の融点(TmB:℃)が下記式(1)と(2)を同時に満足し、150℃における熱収縮率が長手及び幅方向ともに6.0%以下であり、幅方向の厚み変動率が10%以下であることを特徴とする成形用積層ポリエステルフィルム。
260>TmB>TmA>200・・・(1)
50>TmB−TmA>5・・・(2)
(もっと読む)
セルロースエステルフィルムの製造方法
【課題】優れた光学的特性のセルロースエステルフィルムの製造方法を提供する。
【解決手段】剥離されたセルロースエステルフィルムを、搬送工程D0、幅手端部把持工程A、幅手延伸工程B、緩和工程C、乾燥工程D1を経る製造方法であり、工程B延伸が、延伸速度={(延伸後幅手寸法/延伸前幅手寸法)−1}×100(%)/延伸時間で50〜500%/minで1.1〜2.5倍であり、工程B終了時残留溶媒量が工程B開始時の0.4〜0.8で、工程B雰囲気温度110〜140℃又は工程B開始時フィルム温度は30〜140℃で、工程B終了時フィルム温度70〜140℃で、工程B終了時残留溶媒量が工程B開始時を基準に0.8〜0.99で、工程B雰囲気温度は30〜130℃又は工程B開始時フィルム温度30〜130℃で、工程B終了時のフィルム温度は60〜130℃とするセルロースエステルフィルムの製造方法。
(もっと読む)
アクリル系保護フィルム
【課題】ゴム成分を含有していないにも関わらずフィルム長手方向の破断伸度が10%以上、幅方向の破断伸度が10%以上であり、長手方向及び幅方向の伸度異方性も小さく、さらには、位相差が小さく、偏光子保護フィルムとして適した性能を有するフィルムを製造できる。
【解決手段】アクリル系樹脂を含有する未延伸フィルムを延伸倍率150%以上、延伸速度5倍/分以上、かつ、当該フィルムのガラス転移温度より5℃低い温度以上で延伸する一軸目の延伸工程と、延伸倍率150%以上、延伸速度10倍/分以下、かつ、当該フィルムのガラス転移温以上、当該フィルムのガラス転移温度+10℃以内の温度で延伸する二軸目の延伸工程を含み、二軸目の延伸温度が、一軸目の延伸温度以上、(一軸目の延伸温度+10)℃以下であり、一軸目の延伸速度が二軸目の延伸速度の1.5倍以上、7倍以下であることを特徴とするアクリル系保護フィルムの製造方法。
(もっと読む)
フォイル片を引き延ばす単軸又は2軸式装置
この発明は、望ましくは幅出機を用いて、実質的にポリマー製のフォイル片を単軸又は2軸で引き延ばす装置に関するものである。この装置では、長方形又は正方形のフォイル片を四辺をそれぞれ少なくとも2個の幅出機クリップで掴んで、上側のクリップ部分(11)が引き延ばされるフォイルの外側に配置された回転軸に関節式に軸支されており、下側の固定されたクリップ部分(13)が関節を支持しているのに対して、上側のクリップ部分(11)は上方に回動可能になっている。少なくとも1台のシリンダー(14)を90度回転させて配置して張力を発生させ、この張力を上側の回動可能なクリップ部分(11)にかける。 (もっと読む)
ポリマーテープの製造方法および製造装置
本発明は高配向、高分子量ポリマーテープの製造方法に関する。この方法は、a)非繊維性ポリマーシート(30)を成形する工程;b)前記シート(30)を圧延および伸長して部分配向ポリマーウェブ(31)を形成する工程;c)部分配向ポリマーウェブ(31)を延伸して配向非繊維性ポリマーテープ(33)を形成する工程を含み、この方法は、少なくとも1つの方法工程のライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である。本発明はまた、この方法を実施する装置に関する。本発明は、さらに、ポリマーテープを含む素材シートに関する。素材シートを含む耐衝撃製品は、優れた耐衝撃性を示す。 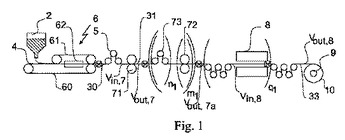 (もっと読む)
(もっと読む)
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】傾斜構造を有し、傾斜軸と直交方向に伸張する筋が少ないフィルムおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂を含み、傾斜構造を有し、傾斜軸と直交方向に伸張する筋が3本/3cm以下であることを特徴とするフィルム。
(もっと読む)
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】液晶表示装置に使用した際に斜めから覗いた表示むらの発生が少ないフィルムを提供する。
【解決手段】熱可塑性樹脂を含み、下記式で表されるγの遅相軸方向の分布が0%〜10.5%であることを特徴とするフィルム。
γ=|Re[+40°]−Re[−40°]|
(式中、Re[+40°]はフィルム法線に対して傾斜方位側へ40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表し、Re[−40°]は該法線に対して傾斜方位側へ−40°傾いた方向から測定した波長550nmにおける面内方向のレターデーションを表す。)
(もっと読む)
ポリイミドフィルム、ポリイミド積層体
【課題】 本発明では、搬送性に優れるポリイミドフィルム及びこれらフィルムに接着剤層や金属層を形成した搬送性に優れる積層体を提供すること。
【解決手段】 キャスト法により連続製膜して得られる長尺状のポリイミドフィルムであり、
フィルムの幅方向の音速が、長さ方向の音速よりも大きく、幅方向の面内異方性指数が25以上であることを特徴とするポリイミドフィルムに関する。
(もっと読む)
UHMWPEテープの作製方法、幅広スリットの押出ダイ、およびそれから製造されたUHMWPEテープ
UHMWPEテープの作製方法であって、HMwPEおよび/またはUHMwPEを含む流体組成物を提供することと、押出ダイ(100)を介してこの流体組成物から流体状テープを押し出すことと、この流体状テープを冷却することによって固化したテープを得ることと、固化したテープを少なくとも1回の延伸ステップにおいて縦方向の延伸倍率を少なくとも(3)として少なくとも1方向に延伸することとを含む方法。押出ダイ(100)は、それを介して流体組成物が供給される少なくとも2つのダイ入口(21、22、23)と、それを介して液状テープが押し出される押出スリット(80)と、押出スリットの幅方向に複数のキャビティ区域(41、42、43)に分割されたキャビティ(40)であって、各キャビティ区域(41、42、43)は、その対応するダイ入口(21、22、23)と押出スリット(80)とを連結しており、キャビティ区域(41、42、43)内の流体組成物の押出スリットにおける流速がキャビティ区域(41、42、43)間で実質的に等しくなるように複数のキャビティ区域(41、42、43)が配置されているキャビティとを備える。 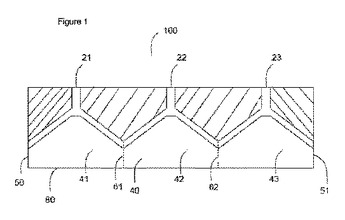 (もっと読む)
(もっと読む)
熱収縮性フッ素樹脂チューブの製造方法
【課題】溶融押出成形において1段の操作により成形され、外径のばらつきが低減される熱収縮性のフッ素樹脂チューブ等を提供する。
【解決手段】溶融したフッ素樹脂材料を金型20によりチューブ状に押し出す押出工程と、金型から押し出されたチューブ状のフッ素樹脂材料を一定の引き取り速度で連続的に引き取りつつ、金型の近傍においてチューブ状のフッ素樹脂材料の内周面を円筒形状の冷却部材30の外周面に接触させて、チューブ状のフッ素樹脂材料Fを170℃以下の温度に冷却する冷却工程により、フッ素樹脂チューブを製造する。
(もっと読む)
21 - 40 / 163
[ Back to top ]