
Fターム[4F210QD32]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 延伸成形−延伸条件・方法 (2,025) | 加熱手段、条件 (180) | 熱風によるもの (72)
Fターム[4F210QD32]に分類される特許
1 - 20 / 72
光学フィルムの製造方法及び製造装置、光学フィルム、偏光板並びに液晶表示装置
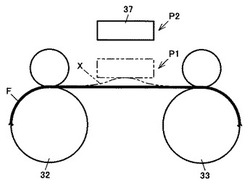
【課題】フィルムの破断時に、延伸区間内にあるフィルムが延伸区間内に配置した加熱装置に接触することを防止する。
【解決手段】光学フィルムの製造方法は、フィルムFを搬送しつつ加熱ロール32と延伸ロール33とでロール間延伸する工程を有する。前記工程では、搬送経路上にあるフィルムFが破断したときに加熱ロール32と延伸ロール33との間の延伸区間内にあるフィルムFが延伸区間内に配置された加熱装置37に接触することを防止しつつロール間延伸を行う。
(もっと読む)
幅可変ノズルおよびそれを用いたテンターオーブン

【課題】樹脂フィルムの加熱または冷却効率が高く、かつ樹脂フィルム幅方向の熱伝達率の均一性が良好で、テンターオーブンに用いて好適な幅可変ノズルを提供する。
【解決手段】樹脂フィルムの製造に使用するエア噴出ノズルの加熱または冷却効率を上げるためには、樹脂フィルムに吹き付けるエアの流速を上げる必要がある。単純に回転数を上げるなどにより風量を上げるとファンの消費電力が増加する。そこで、テンターオーブン内のクリップレール間に設置可能で、フィルム幅変更にも対応可能な幅可変機能を持ったノズルを設置することで、ノズルをフィルムに近づけ、エア流速を上げ、熱伝達率を上げることができる。しかし一方で、今までノズル−フィルム間で緩和されていたムラが、ノズルとフィルムが近づくことによって、ノズル形状による熱伝達率ムラが顕著になることが分かった。そこで、ノズル−フィルム間が狭くても、熱伝達率を均一にできるノズル先端部に連結リブを持った幅可変ノズルを提供する。
(もっと読む)
位相差フィルムの製造方法
【課題】高い軸精度と均一な位相差値を有するポリプロピレン系樹脂位相差フィルムの製造方法を提供する。
【解決手段】ポリプロピレン系樹脂からなるフィルムに対して縦延伸と横延伸とをこの順で逐次に行うことを含む位相差フィルムの製造方法であって、上記の横延伸は、上記ポリプロピレン系樹脂の融点以上の雰囲気温度にそのフィルムを2.5分以上滞留させる予熱工程と、予熱されたフィルムを、そのポリプロピレン系樹脂の融点よりも低い雰囲気温度で3分以上4分以下の時間をかけて横方向に延伸する延伸工程とを有する位相差フィルムの製造方法が提供される。横延伸における延伸工程は、3.4倍以上の延伸倍率で行うのが好ましい。予熱工程は予熱ゾーン31を通過するときに行われ、延伸工程は延伸ゾーン32を通過するときに行われる。
(もっと読む)
ポリマーフィルムの延伸設備及び方法
【課題】ポリマーフィルムの幅方向における厚みムラの発生を抑える。
【解決手段】クリップ35によりフィルム19の幅方向の側縁部を把持して、フィルム19を搬送しながら延伸する。上部送風ヘッド40aをテンタ12内のフィルム19の上面側に設ける。下部送風ヘッド40bをテンタ12内のフィルム19の下面側に設ける。上部送風ヘッド40aと下部送風ヘッド40bとからフィルム19の上面と下面とに加熱風を吹き付ける。下部送風ヘッド40bの送風量を上部送風ヘッド40aの送風量より大きくして風圧差をつける。風圧差によりフィルム19の幅方向における撓みを抑える。フィルム19は水平に保持された状態で延伸される。
(もっと読む)
ポリテトラフルオロエチレン延伸フィルムの製造方法およびポリテトラフルオロエチレン延伸フィルム
【課題】より高い引張破断強度を有するPTFE延伸フィルムの製造方法、および該製造方法により得られるPTFE延伸フィルムの提供を目的とする。
【解決手段】数平均分子量5×106以上のポリテトラフルオロエチレン(A)のエマルションと、数平均分子量1×106〜4×106のポリテトラフルオロエチレン(B)のエマルションとを、ポリテトラフルオロエチレン(A)とポリテトラフルオロエチレン(B)の固形分比(A/B)が99/1〜10/90となるように混合して得られた樹脂組成物を、減圧雰囲気下、溶融状態で圧縮成形してフィルムを得て、該フィルムを溶融延伸する、PTFE延伸フィルムの製造方法。また、該製造方法により製造したPTFE延伸フィルム。
(もっと読む)
位相差フィルムの製造方法
【課題】高い軸精度と均一な位相差値を有するポリプロピレン系樹脂位相差フィルムの製造方法を提供する。
【解決手段】ポリプロピレン系樹脂からなる原反フィルムに対して、(A)縦延伸する工程と、(B)0〜40℃の間の温度T℃の環境下で養生する工程と、(C)横延伸する工程とをこの順に施し、かつ、上記の養生する工程(B)は、養生期間をD日として、式:D≧−0.4T+20を満たすように行い、ポリプロピレン系樹脂位相差フィルムを製造する方法が提供される。典型的には、ポリプロピレン系樹脂からなる原反フィルムに対して、(A)縦延伸する工程と、(B)温度20〜30℃の環境下で10日以上養生する工程と、(C)横延伸する工程とをこの順に施して、位相差フィルムが製造される。
(もっと読む)
引抜延伸による熱可塑性樹脂シートの製造方法
【課題】蛇行の発生を防止できるとともに、厚さや機械的物性を均一にして好適に熱可塑性樹脂シートを引抜延伸成形することを可能にする引抜延伸による熱可塑性樹脂シートの製造方法を提供する。
【解決手段】互いの軸線O2、O3方向を平行に配して設けられた一対の引抜延伸ロール5、6の間に熱可塑性樹脂シート1を通過させて、引抜延伸した熱可塑性樹脂シート1を製造する方法であって、一対の引抜延伸ロール5、6の間隔を複数箇所で計測し、一対の引抜延伸ロール5、6の間隔に変動が生じるとともに、この計測結果に基づいて一方の引抜延伸ロール6の位置を調整する引抜延伸ロール間隔制御機構10を設けることにより、軸線O2、O3方向一端から他端まで一対の引抜延伸ロール5、6の間隔を均一に維持するようにした。
(もっと読む)
長尺傾斜位相差フィルム、長尺傾斜位相差フィルムの製造方法、偏光板および液晶表示装置
【課題】本発明は、平面性が高く、均一性の高い長尺傾斜位相差フィルム、および該長尺傾斜位相差フィルムの汎用性ある製造方法を提供することを目的とする。
【解決手段】本発明の目的は、フィルムの長尺方向とフィルム厚み方向を含む平面における、フィルム面からの屈折率楕円体の立ち上がり角度(β)が7°〜85°であり、屈折率楕円体の面内位相差(Ro′)が10〜90nm、厚み位相差(Rt′)が70〜300nm、Rt′>Ro′であり、長尺方向および幅手方向のフィルムの面内位相差Ro、フィルムの倒れ角40度からの位相差R40、βおよびフィルムの面内遅相軸とフィルム長尺方向とのなす角度θの標準偏差がそれぞれ2nm以内、2nm以内、2°以内および2°以内であることを特徴とする長尺傾斜位相差フィルム、によって達成された。
(もっと読む)
テンタ装置
【課題】長手方向の遅相軸のばらつきを抑える。
【解決手段】クリップテンタはレールとクリップとを備える。対となるレールはフィルムの搬送路20rの両側に設置される。クリップ22はレールに沿って移動自在となる。各レール23に沿って、クリップ22の移動経路22rが形成される。それぞれの移動経路22rのZ2方向中央側には、対となる仕切板40が配される。対となる仕切板40の内側には、フィルム12に加熱風をあてる加熱風ヘッドが設けられ、対となる仕切板40の外側には、フィルム12に冷却風をあてる冷却風ヘッドが設けられる。
(もっと読む)
フィルム延伸装置及び方法
【課題】クリップを冷却する冷却風がフィルムにあたるのを防止する。
【解決手段】各レール11,12の各往路部11d,12dに沿って移動するクリップ5は、往路室45内に収納され、各復路部11e,12eに沿って移動するクリップ5は、復路室46内に収納される。往路室45及び復路室46は、蛇腹68により連結された複数のカバー61により覆われる。復路室46内には、スリット状のノズル58aを有するチャンバ58が設けられ、このチャンバ58は、略密閉状態となるようにダクト54に取り付けられる。冷風器57から送風された冷却風は、ダクト54の給気口54bからチャンバ58内に入り、ノズル58aから、復路部12eに沿って移動するクリップ5の把持部31b及びベース32bに向けて冷却風が吹き付けられる。ノズル58aから吹き付けられた冷却風は、ダクト54に形成された排気口54cから排気される。
(もっと読む)
テンタ装置及びテンタ装置内での異物除去方法並びに溶液製膜設備
【課題】フィルムの搬送を阻害する異物を除去してフィルムの搬送を安定させる。
【解決手段】ピンテンタ内のフィルムは、両側端部がピン72及びピンプレート73に担持された状態で搬送される。ピン72及びピンプレート73は、フィルムの担持が解放されると、ジェット風洗浄エリア83に送られる。ジェット風洗浄エリア83では、ピン72及びピンプレート73はチャンバ202内で覆われる。チャンバ202内では、ピン72及びピンプレート73に対してジェット風が吹き付けられる。このジェット風の吹き付けによって、フィルムの添加剤が液化又は固化したものやピン72をフィルムに差し込んだときに出る打ち抜きカスなどを含む異物がピン72及びピンプレート73から除去される。異物は吸引ノズルを介してチャンバ202外に排出される。
(もっと読む)
横延伸装置及び横延伸方法
【課題】製造コストを増加させることなく、処理室の内側から外側に流出する空気を抑える。
【解決手段】帯状のフィルム3の長手方向に直交する幅方向の両端を保持した状態でフィルム3を長手方向に搬送させながら、所定の温度の空気をフィルム面3aに吹き付けることによってフィルム3を処理する複数のゾーンを備える。空気の温度が異なる複数のゾーンが、フィルム3の搬送方向に沿って配置される。ゾーンは、フィルム3の搬送方向の上流側及び下流側に配置された仕切壁7を有する。仕切壁7は、隣接するゾーン同士を連通させる連通口10と、連通口10を通るフィルム3のフィルム面3aに向かって連通口10から延ばされ、ゾーンの内側から外側に流出する空気を遮断する遮蔽板11と、を有する。遮蔽板11は、フィルム面3aに近接する先端がフィルム3の搬送方向に対してゾーンの内側に向かうように、フィルム面3aに対して傾斜されている。
(もっと読む)
通気ノズル及び通気ノズルを設けたプラスチックフィルム延伸装置
供給空洞(17)と、溢流装置を介して供給空洞(17)に接続される分配空洞装置(19)とを備え、特に帯状材料(3)を加熱する改良された通気ノズル。一体の加熱装置(35a)を備えかつ通気ノズル(9)の長手方向(L)に延びる少なくとも1つの温度調節区間(35)を通気ノズル(9)内に設けて、帯状材料の特性を改良する。 (もっと読む)
光学フィルムの製造方法
【課題】遅相軸が幅方向で均一な光学フィルムを製造する。
【解決手段】クリップテンタ120は、搬送方向Z1の上流側から順に、予熱エリア45、延伸エリア46、緩和エリア47を有する。緩和エリア47では、延伸エリア46で延伸された湿潤フィルム12の内部応力を緩和するとともに、側端部12sにおける遅相軸のずれを補正する。この補正は、側端部12sを第1加熱装置63により加熱して昇温することにより行う。予熱エリア45では、湿潤フィルム12の温度を予め上げておく。予熱エリア45では、遅相軸のずれ量を調整するための加熱も行う。このずれ量の調整は、第2加熱装置67により行う。
(もっと読む)
樹脂フィルム特性評価装置
【課題】延伸中の樹脂フィルムの特性をその場で適切に評価できる樹脂フィルム特性評価装置を提供する。
【解決手段】樹脂フィルムを延伸しつつ、樹脂フィルムの特性を評価する樹脂フィルム特性評価装置であって、樹脂フィルムを2軸以上に同時延伸可能なフィルム延伸手段と、延伸中の樹脂フィルムに対して電磁波を照射する電磁波照射手段と、樹脂フィルムを透過した電磁波を検出する検出手段とを備え、検出手段の検出結果に基づいて樹脂フィルムの特性を評価する。
(もっと読む)
位相差フィルムの製造方法
【課題】非晶性の熱可塑性樹脂からなるフィルムをロール縦延伸する位相差位相差フィルムの製造において、予熱ロールへの融着によるフィルムの破断や段状の面状欠陥(段ムラ)、延伸ムラのない平滑なフィルムを提供する。
【解決手段】非晶性の熱可塑性樹脂からなるフィルムを複数の予熱ロールを有するロール延伸装置で縦延伸する位相差フィルムの製造方法であって、前記ロール延伸装置の延伸直前の予熱ロールが表面に非粘着処理を行った予熱ロールであり、予熱温度が(Tg−10℃)以上(Tg+5℃)以下[但し、Tgは前記熱可塑性樹脂のガラス転移温度(℃)]である。
(もっと読む)
位相差フィルムの製造方法
【課題】環構造を導入したアクリル系重合体においては、耐熱性が向上するものの脆くなり、フィルムの可撓性が低下する傾向がある。また、延伸後のフィルムであれば可撓性を有するものの、実際の製膜ラインでは縦延伸後の一軸延伸フィルムの裂け易さによって、フィルム搬送中、及び横延伸工程においてフィルム破断が頻発し、製膜ライン中での取り扱い性に問題があった。
【解決手段】アクリル系重合体からなるフィルムを、フィルムの流れ方向に縦延伸した後にフィルムの幅方向に横延伸してなる位相差フィルムの製造方法において、面内位相差R0と厚み位相差Rthのそれぞれの絶対値の比(|Rth|/|R0|)が0.6以上2.0以下となるように縦延伸した後に、フィルムの幅方向に横延伸することを特徴とする、逐次二軸延伸位相差フィルムの製造方法である。
(もっと読む)
光学フィルムの製造方法、光学フィルム及び光学フィルムの製造装置
【課題】長手方向の縦シワや歪の発生を抑制する。
【解決手段】熱可塑性樹脂Rから薄膜状のフィルムFを成形する製膜工程の後であって、成形されたフィルムFを長手方向へ延伸する延伸工程の前に、フィルムFの幅手方向両端から全幅の10%の幅の範囲内であって当該範囲の平均膜厚t以下の膜厚であるフィルム部分Hの少なくとも一部を、80≦T≦Tg+50[℃]を満たす温度Tに加熱する加熱工程を行う(但し、Tg:前記熱可塑性樹脂のガラス転移温度[℃])。
(もっと読む)
蒸着用二軸延伸ポリエステルフィルムロールの製造方法およびその製造方法により得られる蒸着用二軸延伸ポリエステルフィルムロール
【課題】蒸着加工された長尺巻きのフィルムロールにおいて、蒸着加工前のフィルムロールの巻芯部まで、ガスバリアー性及び蒸着層との密着性に優れた蒸着用二軸延伸ポリエステルフィルムを提供する。
【解決手段】巻長さ50,000m以下の蒸着用二軸延伸ポリエステルフィルムロールの製造方法であって、縦延伸工程後、ポリエステルフィルムの少なくとも一方の面に易接着コート剤を塗布する工程、前記易接着コート剤の乾燥工程、横延伸工程、および熱処理工程をこの順に経たのち、得られたフィルムを巻取る工程を含む製造方法であり、前記乾燥工程において、乾燥時の雰囲気温度を50〜70℃とし、かつ乾燥時間を3秒以上とすることを特徴とする蒸着用二軸延伸ポリエステルフィルムロールの製造方法。
(もっと読む)
熱可塑性樹脂フィルムの延伸装置、及び光学フィルムの製造方法
【課題】光学ムラ故障の発生を抑えつつ、光学フィルムを製造する。
【解決手段】フィルム20はテンタ部12内を方向Z1に走行する。テンタ部12内は、方向Z1に4つのエリア36a〜36dに区画される。各エリア36a〜36dには、それぞれ送風ヘッド52a〜52dが設けられる。送風ヘッド52aにはノズル60aが設けられる。送風ヘッド52bには、ノズル60b及びノズル60xが、方向Z1下流側から上流側に向かって順次設けられる。送風ヘッド52c及び52dにはそれぞれノズル60c及び60dが設けられる。各ノズル60a〜60dは、フィルム20の搬送路と略直交する方向に伸びるように設けられる。ノズル60xは、予熱エリア36a及び延伸エリア36bの境界に向かうように形成される。
(もっと読む)
1 - 20 / 72
[ Back to top ]