
Fターム[4F211AD20]の内容
プラスチック等のライニング、接合 (31,000) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (3,322) | 形状、構造 (1,825) | 層状体、積層体 (139)
Fターム[4F211AD20]に分類される特許
21 - 40 / 139
積層シート
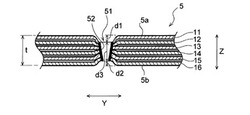
【課題】シートどうしの接合強度が高く、肌触りも良好な積層シートを提供すること。
【解決手段】本発明の積層シート5は、複数枚のシート11〜16が積層されて部分的に融着されている積層シートであり、複数の貫通孔51が形成されており、該貫通孔51の内周面に、複数枚のシートが融着した融着部52が形成されており、前記融着部52は、積層シート5の一方の面5aから離間した位置に形成されており、且つ貫通孔51の開口周縁部が、該積層シート5の他方の面5bから突出していない。
(もっと読む)
液晶表示素子の連続製造システムおよび液晶表示素子の連続製造方法

【課題】貼付時に偏光フィルムのシート片が振動することを抑制して貼付気泡の発生を防ぐことを目的とする。
【解決手段】キャリアフィルムからシート片を粘着剤とともに剥離する剥離手段と、キャリアフィルムを巻き取る巻取手段と、シート片を粘着剤を介して液晶パネルに貼り付けて液晶表示素子を形成する貼付手段と、貼付処理の貼付速度(Vh(t))が、剥離手段で剥離されるキャリアフィルムの搬送速度(Vs(t))より速く、かつ、貼付位置から剥離手段の先端部までの間で、貼付中のシート片に生じた撓みがなくなるように、貼付速度(Vh(t))およびキャリアフィルムの搬送速度(Vs(t))を設定し、および貼付位置から剥離手段の先端部までの距離(L)が、剥離手段の先端部からキャリアフィルムが折り返された部分である屈曲部までの距離(Ls)より長くなるように巻取手段および貼付手段の搬送速度を制御する。
(もっと読む)
枝管ライニング材及び枝管ライニング材の製造方法
【課題】簡単な方法で管状樹脂吸収材の端部に鍔を形成することが可能な枝管ライニング材及び該枝管ライニング材の製造方法を提供する。
【解決手段】外周面がプラスチックフィルム4でコーティングされた管状の樹脂吸収材2が作製される。管状樹脂吸収材のプラスチックフィルムと熱溶着可能な熱可塑性樹脂でできた鍔3の円筒部3bが、管状樹脂吸収材の一端のプラスチックフィルムと密着される。ヒーター5により、鍔の熱可塑性樹脂と管状樹脂吸収材のプラスチックフィルムが熱溶着されて管状樹脂吸収材の一端に鍔が結合される。鍔と結合された管状樹脂吸収材に液状の硬化性樹脂が含浸されて枝管ライニング材が製造される。
(もっと読む)
包装材の製造方法
【課題】汎用の自動包装機を用いて、包装後のガス殺菌の可能な包装を行うことができる包装方法に用いる長尺の包装材の製造方法を提供する。
【解決手段】本発明の包装材の製造方法は、菌を通さないガス透過性の帯状材1と、包装材Wの全巾に等しい巾を有する熱溶着の可能な合成樹脂フィルム2を連続して供給し、帯状材1の上に合成樹脂フィルム2を双方の中心線同士が一致するように重ねて、帯状材1の両側縁との重なり部分を残して合成樹脂フィルム2を中心線の両側で切断し、帯状材1の両側縁と合成樹脂フィルム2の重なり部分を熱溶着して一体化してから、合成樹脂フィルム2の切断された中央部分を除去することで容易に包装材Wを作製できるものである。この製造方法によって作製された包装材Wは、汎用の自動包装機を用いて効率良く被包物3を包装することができ、包装後、帯状体1を通して殺菌ガスを包装内部に供給して殺菌することができる。
(もっと読む)
シート材の製造方法およびシート材
【課題】材料を有効利用することができ、コストを抑えることのできるシート材の製造方法およびこの製造方法によって得られたコストの安いシート材を提供すること。
【解決手段】シート材の製造方法は、機能性層621と第1粘着剤層622とを積層してなる機能性シート62と、剥離シート61とを有する第1シート材6を用意し、第1シート材6を切断して所定の形状パターンのシート片8を複数得るとともに、基材721と第2粘着剤層722とを積層してなる転写シート72と、剥離シート71とを有する第2シート材7を用意し、剥離シート71の一部を除去して、シート片8の形状パターンに対応した形状の除去部71aを形成し、次いで、第2シート材7の除去部71aにシート片8を、機能性シート62が第2粘着剤層722に接合するように貼り合わせる。
(もっと読む)
ライニング装置
【課題】 熱可塑性樹脂材料及び強化繊維材料からなる複合材料層を含むライニング材に対し、加熱の均一化を図り、加熱効率を向上させることのできるライニング装置を提供する。
【解決手段】 一実施形態では、ライニング材10を加熱して熱可塑性樹脂材料を溶融させる本体部2と、熱可塑性樹脂材料が溶融したライニング材10を内側から加圧して拡径させる加圧部3とを有する。本体部2は、内側に挿入されるインナー部21と、その外側を覆うアウター部22とを備え、インナー部21及びアウター部22の少なくとも一方の部材にライニング材10に加熱作用する加熱部23が設けられ、他方の部材が加熱部23に対向配置される。そして、インナー部21とアウター部22との間にライニング材10が配置されたとき、加熱部23とライニング材10とが相互に近接する。
(もっと読む)
管路の内張り材及び管路の内張り方法
【課題】内圧作用時に均一に拡径させることができ、また、端部の重なりを極力無くして硬化性樹脂液の硬化時間を短くすることが可能な、管路の内張り材を提供すること。
【解決手段】内張り材1は、有機繊維のスパンボンド不織布とガラス繊維のチョップドストランドマットとが重ね合わされた積層部材2を有し、積層部材2に硬化性樹脂液が含浸されている。そして、積層部材2は、丸められて側端部同士が周方向に位置ズレ不能に連結されることによって筒状に形成され、内圧が作用したときに周方向に伸張しながら拡径して、管路内面に密着する。
(もっと読む)
管路の内張り材及びその製造方法
【課題】内側の第2筒状体の径を大きくして反転を容易にするとともに、反転時に第2筒状体の弛み部を確実に解消することのできる、管路の内張り材及びその製造方法を提供すること。
【解決手段】管路の内張り材1は、外面に気密性被膜4を有する第1筒状体2と、第1筒状体2の内側に配置され、第1筒状体2よりも大きな径を有する第2筒状体3を有する。さらに、第2筒状体3は、扁平状で、且つ、幅方向における中央部に弛み部7を有する。
(もっと読む)
管路修復方法
【課題】管路の接続部や継ぎ目に耐震性のあるフレキシブルな構造を持たせることができる管路修復方法を提供する。
【解決手段】既設本管1から分岐する取付管2を修復する管路修復方法であって、硬化性樹脂を含浸させた樹脂吸収材を管状に加工し、内周をクッション材で被覆した重層管からなる取付管ライニング材10を圧力バッグ14に装着する段階と、圧力バッグ14と管内作業ロボット15を連結する段階と、既設本管内で圧力バッグ14と管内作業ロボット15を移動させ、既設本管の取付管接続部の管内面に合わせて取付管ライニング材10の鍔を押し付ける段階と、圧力バッグ14内に圧縮空気又は高圧水を注入して取付管ライニング材10を取付管2内に突出反転させる段階と、取付管ライニング材10を取付管2内の管内壁に押付けた状態で硬化させる段階と、を備える。
(もっと読む)
FRP複合シャフト及びその製造方法
【課題】FRP円筒と継手部材の接合部に捩り方向の力が加わったときに起こる接着剤破壊(接着界面破壊)を確実に防止し、加工が簡単で低コストであるFRP複合シャフト及びその製造方法を得ること。
【解決手段】本発明は、FRP円筒の中空端部内に継手部材を挿入し、接着剤を介して接合してなるFRP複合シャフトにおいて、上記FRP円筒の内周面と上記継手部材の外周面の間のクリアランス内に挿入する上記接着剤中に、上記FRP円筒の内周面の呼び径と上記継手部材の外周面の呼び径との差をXとしたとき、X/2よりも粒径が大きくかつ上記FRP円筒及び上記継手部材よりも機械的強度が強い無機粒子を含有させたことを特徴としている。
(もっと読む)
積層板の製造方法
【課題】積層板材料を供給する装置部位の空間制約による設置領域の不足と材料供給作業の困難さを解消し、生産効率を高める。
【解決手段】本発明の積層板の製造方法において、ロール状多層ワーク5を複数形成する工程では、ポリイミドフィルム4b表面に帯電ロール2a,21bを接触させることによりポリイミドフィルム4b表面を摩擦によって帯電させ、帯電したポリイミドフィルム4b表面に銅箔4a,4cを接触させることにより銅箔4a,4cとポリイミドフィルム4bとを予備接着する。帯電ロール2a,21bの材質は、ポリイミドフィルム4bに対して帯電列が離れている材質である。
(もっと読む)
多層回転成形品の配管用継手及びその製造方法並びに配管用継手と多層回転成形品の溶着方法
【課題】接着性良く取り付けることができ、かつ多層回転成形品が有する多層による特性を損なうことなく、取り付けることができる多層回転成形品の配管用継手及びその製造方法及びその溶着方法を得る。
【解決手段】多層回転成形品が、内側の第1の樹脂層と、外側の第2の樹脂層と、第1の樹脂層と第2の樹脂層との間の混合樹脂層とを備え、配管用継手6が、第1の樹脂層と同系統の樹脂から成形された筒状の内側樹脂層1と、第2の樹脂層と同系統の樹脂から成形され、内側樹脂層を覆う外側樹脂層2とを備え、多層回転成形品の孔部周辺の第2の樹脂層と溶着させるフランジ部3が外側樹脂層2に形成されており、多層回転成形品の孔部に嵌められる筒状部4が、内側樹脂層1と外側樹脂層2とから形成されており、孔部の第1の樹脂層と接する筒状部4の部分4aが、内側樹脂層1のみから形成されている。
(もっと読む)
表皮付きパネルの成形方法、表皮付きパネル
【課題】薄肉の表皮材を安定的に成形することができるようにした表皮付きパネルの成形方法、表皮付きパネルを提供すること。
【解決手段】表皮付きパネルとしてのサンドイッチパネルの表皮材となる非発泡樹脂の外層と、発泡樹脂の内層とが積層した一対の多層の樹脂シートP、を押出装置52で押出す。互いに対向する一対の分割金型71A,71Bの間に樹脂シートPを供給した後、樹脂シートPを一対の分割金型71A,71Bの周囲に接触させて密閉空間を形成する。密閉空間を吸引することで、樹脂シートPを一対の分割金型のキャビティ72A,72Bに押圧させて、樹脂シートPをサンドイッチパネルの略外形に形成する。
(もっと読む)
非極性ポリマー成形体の表面を修飾するための射出成形方法およびこの方法に適した多層フィルム
多層フィルム構造体の製造方法、及び多層フィルム構造体
【課題】接合部分の強度が十分確保された多層フィルム構造体を得る。
【解決手段】一方の多層フィルム12の端部と他方の多層フィルム12の端部を隙間を開けて互いに向かい合わせ、溶融した溶着用熱可塑性材料24を少なくとも隙間に充填し、一方の多層フィルム12の溶融した端部と他方の多層フィルム12の溶融した端部と溶融した溶着用熱可塑性材料24とを互いに溶着させた後に冷却固化することで、接合部分の強度が十分確保された多層フィルム構造体10が得られる。
(もっと読む)
エア懸架装置のスプリングチューブ融着機
本発明は、エア懸架装置のスプリングチューブ融着機を提供する。エア懸架装置のスプリングチューブ融着機は、半製品状態で用意されたスプリングチューブを高温圧搾して一体のスプリングチューブを成形するに当たって、空気の残留及びスプリングチューブ素材の重畳による成形不良が防止され、反復的な使用によるメンテナンスを容易にするために、内側成形部、外側成形部などの主要構成からなる。 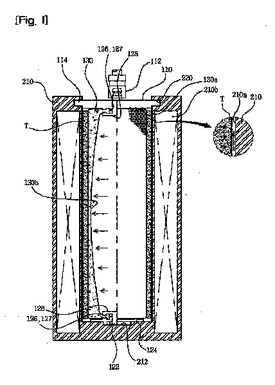 (もっと読む)
(もっと読む)
ライニング材及びそのライニング材を使用した既設管の更生方法
【課題】熱可塑性の母材樹脂フィラメント及び補強材料の複合材料でなるライニング材に対し、加熱の不均一化を解消することができるライニング材及びそのライニング材を使用した既設管の更生方法を提供する。
【解決手段】一実施形態としてのライニング材1は、母材樹脂フィラメント及び補強材料を含む複合材料からなる可撓性を有する複数のライナー基材21、22を備え、ライナー基材2の外周側に着色層3を有している。既設管5の更生は、ライニング材1を既設管5内に挿入して補修対象箇所に配置し、母材樹脂フィラメント融点以上の温度で加熱して軟化させ、拡径用チューブにより内側から加圧して既設管5の内周面に沿う管状に成形し、拡径したライナー基材21、22を冷却及び硬化させて既設管5をライニングする。
(もっと読む)
管路の内張り材及び内張り材用積層部材
【課題】ガラス繊維を主体とした内張り材であって、内張り作業に耐えるだけの強度を有し、かつ径の融通性を確保することのできる内張り材の構造及び、当該内張り材を形成するための積層部材を提供することを目的とする。
【解決手段】積層部材はガラス繊維のチョップドストランドマットと、有機繊維のスパンボンド不織布とを重ね合わせ、ニードルパンチにより接合したものであり、これを筒状に丸めて複数層積層し、最外部に気密性チューブ3を形成して内張り材とする。積層部材は、前記チョップドストランドマットとスパンボンド不織布とが交互に重ね合わされ、かつ両面にスパンボンド不織布が位置していることが好ましい。
(もっと読む)
既設管補修工法
【課題】新管と既設管との間に中間筒状体を介在させて既設管の補修を行う工法における新管の挿入動作の円滑化を図り、補修後の更生管の品質の安定化及び耐震性の向上を図ることのできる既設管補修工法を提供すること。
【解決手段】既設管10内への新管20の導入前に、厚さ方向に伸縮性を有し、膨張性部材を含む中間筒状体12を既設管10内に導入する中間筒状体12導入工程と、該導入された中間筒状体12が膨張する前に該中間筒状体12内に前記新管20を挿入する新管挿入工程とを含むことを特徴とする既設管補修工法により、新管を中間筒状体内に容易に挿入でき、更に、新管導入後に中間筒状体が膨張することで既設管と新管の間隙を埋め、新管の安定化、耐震性の向上図ることができる。
(もっと読む)
ライニング材
【課題】強化繊維を含有させて引張力や圧縮力に対する高い強度を確保するとともに、既設管の内壁に密着させるのに十分な拡径性をも確保したライニング材を提供する。
【解決手段】一実施形態としてのライニング材1は、不透過性材料からなる被覆層11と、被覆層11の内側に設けられて強化繊維材料からなる強化繊維基材層13と、硬化性樹脂を含浸させる樹脂吸収基材層12とを有する。強化繊維基材層13は、複数枚のシート状基材2が互いにオーバーラップするように配設される。シート状基材2は、複数の繊維束Aから形成された繊維基材と、繊維基材上に互いに平行で間隔を設けるとともに繊維束Aと交差する方向に配置された複数の繊維束Bとが、縫い糸により縫い合わせられて形成されている。シート状基材2のオーバーラップ部20は、既設管9の管軸方向に沿って設けられる。
(もっと読む)
21 - 40 / 139
[ Back to top ]