
Fターム[4F211AH49]の内容
プラスチック等のライニング、接合 (31,000) | 用途物品 (2,123) | 建築設備 (135) | 設備(←バスユニット、便槽、浄化槽) (28)
Fターム[4F211AH49]の下位に属するFターム
人工芝 (1)
Fターム[4F211AH49]に分類される特許
1 - 20 / 27
環状浮玉の製造方法および環状浮玉
【課題】水洗トイレなどに使用される、プラスチックの中空成形体による環状浮玉を製造する方法および環状浮玉を提供する。
【解決手段】二つのプラスチック半割成形体3を接合して環状浮玉1を製造する方法において、中心部には管状貫通孔41が設置され、外周部には上下両方向に張り出すフランジ42と、該上下フランジ42の外側中央全周に接合樹脂充填溝43とが設置され、さらに該接合樹脂充填溝43と前記管状貫通孔41とを連結する接合樹脂注入路44が設置され、かつ前記フランジ42の外面と管状貫通孔41の内面とは、プラスチック半割成形体3の内面に嵌合可能にされている中板4を、二つのプラスチック半割成形体3の内部に配置し、この両半割成形体3の外周接合部31と中板4の接合樹脂充填溝43とが合致するように嵌合し、金型内に配置し型締めした後、溶融接合樹脂を環央孔2より充填し、硬化ることを特徴とする環状浮玉1の製造方法。
(もっと読む)
プラスチックパイプ熱融着機

【課題】 プラスチックパイプの1本のヘッダー主管に対し、多数本の分岐パイプを、直交形態で並行密集接続するための熱融着機を提供する。
【解決手段】 長手方向の両端には、作業域SWを規定する幅を備えたポスト1Aを立設し、ポスト1Aの後側BAに連設した固定テーブル1T上には、上面に縦管クランプ装置4を載置した前後移動テーブル2を配置し、ポスト1A前側FAの、縦管クランプ装置4と対向する位置には、ヘッダー受5を、作業域SWに突出形態で配置し、上下一対の、先端には継手用枝管8B群の周面と整合する嵌合溝6G群を備えた加熱装置6を、対向進退するように、ポスト1A間に差渡し状に配置し、縦管クランプ装置4とヘッダー受5とに差渡し状に保持したプラスチックパイプ加工対象物に対して、上下から加熱装置の嵌合溝6Gで挟着加熱溶融する熱融着機。
(もっと読む)
浄化槽の製造方法
【課題】接着強度が良好な繊維強化樹脂製の浄化槽を、容易かつ安全に製造することができる浄化槽の製造方法を提供する。
【解決手段】SMC法により繊維強化樹脂製の部品を複数成形し、前記部品の接着面にイソシアネート系のプライマーを塗布した後に乾燥させ、前記乾燥したプライマーの上からウレタン樹脂系の接着剤を塗布し、前記接着剤が塗布された接着面を介して前記複数の部品同士を接着固定する工程を有する浄化槽の製造方法において、前記部品の接着面を、コロナ処理、イトロ処理又はフレーム処理した後に、前記イソシアネート系のプライマーを塗布する浄化槽の製造方法で、浄化槽の槽本体1を構成する上槽4と下槽5の接着面をあらかじめコロナ処理、イトロ処理又はフレーム処理してからプライマーや接着剤を塗布する。
(もっと読む)
プラスチックパイプの熱融着方法、及び熱融着機
【課題】 プラスチックパイプの1本のヘッダー主管に対し、多数本の分岐パイプを、加熱融着手段で密集平行状態で作業性良く、且つ均質に、直交連通接続する手法を提供する。
【解決手段】 機枠1上に、縦管8C用クランプ装置6と、ヘッダー8用クランプ装置6とを作業域SW内で間隔を保って水平対向配置し、継手用枝管8B群を並列形態で主管8Aから側方に突出配置したヘッダー8を、主管クランプ装置6で、継手枝管8B群が作業域SWに突出した状態にクランプし、縦管8C群の先端を対応枝管8Bに嵌入接合した状態でクランプし、作業域SWの上方及び下方から同一構造の加熱装置を進出して、加熱装置9の先端の加熱駒10によって、ヘッダー枝管8Bの融着部8Tを上下から挟着被覆して、ヘッダー枝管8B群を、1度の加熱融着作用で均斉、且つ生産性良く融着接合する。
(もっと読む)
プラスチックパイプ熱融着機
【課題】1本の主管に多数本の枝管を突設したヘッダーに対し多数の縦管群を直交状態に加熱融着する手段を、各融着部を均斉に融着出来、且つ各作業工程を自動化する。
【解決手段】前側に枝管側固定テーブル1Tを、後側に主管側固定テーブル1T´を、間隔Sを保って設置し、縦管用移動テーブル2を縦管側の固定テーブル1T上に摺動可能に、移動テーブル3を主管側固定テーブル1T´上に摺動可能に配置し、移動テーブル2上には縦管クランプ装置5を、移動テーブル3上には主管クランプ装置6を配置し、間隔Sには、下方から出没するセットプレート装置7と、上方から降下する加熱装置9とを配設し、縦管移動テーブル2と移動テーブル3の前後進退運動により、降下した加熱装置9の両面で縦管8C群とヘッダー枝管8Bの取付孔Hbとを溶融し縦管8Cの端縁cfとヘッダー枝管8Bの取付孔Hbとを押圧融着するプラスチックパイプ熱融着機。
(もっと読む)
シンクとカウンターの接合方法
【課題】シンクとカウンターの接合時間を短縮でき、生産サイクルを高めることが可能なシンクとカウンターの接合方法を提供する。
【解決手段】シアノアクリレート系接着剤9を用いて、シンク4の周壁部6上端縁に形成されたフランジ部7をカウンター1の開口部2周縁に接着接合する。その接着接合にあたっては、まず、シンク4のフランジ部7またはカウンター1の開口部2周縁にシアノアクリレート系接着剤9、他方に硬化促進剤10を塗布する。次いでシンク4のフランジ部7をカウンター1の開口部2周縁に当接させ、シアノアクリレート系接着剤9と硬化促進剤10の塗布面を接触させてシンク4とカウンター1を接着接合する。
(もっと読む)
台所部材及び台所部材の製造方法
【課題】樹脂組成物で一体成形され、安価に大量生産可能であり且つ多種多様に製造可能である台所部材、及び前記台所部材の製造方法を提供することである。
【解決手段】水槽状部領域30とカウンター部領域20とコンロ設置領域10の内の少なくとも2つの領域が一体化された台所部材1の各領域の裏面側又は内面側を構成する補強部材を製造する補強部材製造工程と、補強部材を成形型に設置する補強部材設置工程と、成形型に樹脂を充填する樹脂充填工程とを有し、成形型は、補強部材を取付け可能であって、取り付けられた補強部材の表面側と成形型の内面との間に樹脂充填空間を形成するものであり、樹脂充填工程で充填される樹脂によって複数の補強部材の表面側が一体的に覆われて補強部材同士が接合される。
(もっと読む)
樹脂溶着方法及びこの方法により形成される浴室電気機器
【課題】 溶着対象の2つの樹脂材の内の一つがレーザ光吸収率が低くレーザ光の大半を反射してしまうようなものであっても、追加部品等を必要とすることなく低コストで確実にレーザ溶着し得る樹脂溶着方法を提供する。
【解決手段】
レーザ光吸収性よりもレーザ光反射性が勝る白色系の第2の樹脂材2の表面21に対しパルスレーザ光Rpを照射して焦げ部分を吸収部22として形成する(吸収部形成工程PA1)。レーザ光透過性を有する半透明の第1の樹脂材1を重ね合わせ(重ね合わせ工程PA2)、第1の樹脂材の側から連続レーザ光Rcを照射することにより吸収部を発熱させ、吸収部近傍の樹脂材を溶融させて溶着部23を形成する。これを利用して浴室リモコンの本体と蓋とをレーザ溶着して容易に水密構造とし得る。
(もっと読む)
便座
【課題】 従来技術より底板及び着座面板の外周縁及び接着部の設計の自由度が高く、高い加工精度が必要でなく、振動溶着時の加圧によって割れ等の不具合が生じず、溶着ビート又は溶着ヒゲが外周縁に突出することを防止する便座を提供すること。
【解決手段】 便座1は、底板2と、底板2に被せて振動溶着法により一体化する着座面板3と、底板2と着座面板3が合わさる外周縁4と、外周縁4と間隔をおいた位置で底板2及び着座面板3が溶着して接合する溶着部5と、外周縁4と溶着部5の間に形成される空間6と、を備え、底板2に形成され、空間6に位置し、底板2及び着座面板3の溶着の際に発生する溶着ビート等9が外周縁4の外へ突出するのを防止する障害壁7を設けた構成である。
(もっと読む)
プラスチックパイプ熱融着機
【課題】プラスチックパイプの1本の主管に対し、多数の枝管群を直交状態に加熱融着する手段を提供する。
【解決手段】架台1の、前側に枝管側固定テーブル1Tを、後側に主管側固定テーブル1T´を、両間隔Sを保って設置し、枝管用移動テーブル2を枝管側の固定テーブル1T上に前後摺動可能に、主管用移動テーブル3を主管側固定テーブル1T´上に前後摺動可能に配置し、移動テーブル2上には枝管クランプ装置5を、移動テーブル3上には主管クランプ装置6を配置し、両固定テーブル1T,1T´間の間隔Sには、下方から出没するセットプレート装置5Rを、上方から降下する加熱装置9を配設し、枝管移動テーブル2と主管移動テーブル3の前後進退運動により、降下した加熱装置9の両面で枝管8B群と主管8Aの取付孔8Gとを溶融し、加熱装置9を上昇離脱させて、枝管8Bの端縁ebと主管8Aの取付孔8Gとを押圧融着するプラスチックパイプ熱融着機。
(もっと読む)
樹脂部材の振動溶着法
【課題】一方の樹脂部材をしっかりと固定することにより、他方の複雑な構造を有する樹脂部材との不完全な溶着を防ぎ、全体を万遍なく溶着することのできる樹脂部材の振動溶着法を提供する。
【解決手段】熱可塑性合成樹脂からなる樹脂部材どうしの接合面を溶着させる方法であって、ひとつの樹脂部材を固定用治具1で固定し、他の樹脂部材に振動溶着装置からの振動を与えて溶着する方法において、上記固定用治具1は、保持型で挟み込んで固定するセット固定部11と磁力により固定する磁気固定部12とからなり、上記磁気固定部12を該セット固定部11を適用できない狭窄部に適用してひとつの樹脂部材を固定するとともに、他の樹脂部材に振動溶着装置からの振動を与え、溶着させる樹脂部材の振動溶着法。
(もっと読む)
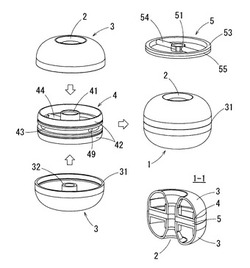
便器
【課題】合成樹脂製の便器を簡単強固に且つ正確に組み立て固着できる便器を提供する。
【解決手段】本願発明の便器は、スカート部2とボウル部3とリム部4とからなる合成樹脂製の便器1において、スカート部2の上端部21の内周縁部に上側段部221と下側段部222とからなる接合段部22を階段状に形成し、ボウル部3の上端縁部に上方に突出する支持突片31と該支持突片31の頂面からやや下方に位置する外周面から外方に突出する接合突片32とを形成し、リム部4の下面に下方に突出する溶着突片41を形成し、スカート部2の下側段部222にボウル部3の接合突片32を載置固着すると共に、スカート部2の上端部21とボウル部3の支持突片31と間に有底溝部5を形成し、更に、リム部4の溶着突片41を有底溝部5に振動溶着してなることを特徴とする。
(もっと読む)
管部材用被覆材熱融着具
【解決手段】内管の外表面を保温材により被覆した保温材付き流体管において分断した両保温材を互いに接合する際、互いに開閉することができる上下両加熱部材8,5の閉状態Qで内管を下側加熱体6と上側加熱体9との間の挿通孔に嵌め込むと、下側加熱体6及び上側加熱体9の加熱面が両保温材の端面に当てがわれてその端面を溶融させることができる。上下両加熱部材8,5をホルダ1内に収容することができる。
【効果】運搬時や保管時に嵩張らないように流体管用保温材熱融着具を小型化して使い勝手を良くすることができる。
(もっと読む)
成形品の製造方法及びその装置
【課題】溶着時に溶着バリが溶着部の外周側に生成し難くしてほぼ溶着部の内周側にだけ生成し得るようにし、容易に、低コストで製造でき、しかも十分な接着強度を有するものを製造できる成形品の製造方法及びその装置を提供することを目的とする。
【解決手段】ボウル保持治具100に保持させたボウル本体1の溶着部11と、蓋保持治具110に保持させた蓋2の溶着部21とを、その外周側を下閉鎖壁部102と上閉鎖壁部115とによって閉鎖した状態で、溶着することにより、溶着バリ3を、上記溶着部11、21の外周側に生成し難くしてほぼ内外周側にだけ生成させる。
(もっと読む)
合成樹脂成形品の位置決め構造
【課題】外部品に内部品を確実に位置決めされた状態で溶着できるようにした合成樹脂成形品の位置決め構造を提供する。
【解決手段】合成樹脂成形のスカート(外部品…本体外周部分)1の内部にボウル(内部品)2を嵌め込み、スカート1にボウル2を位置決め状態で溶着するための位置決め構造であって、ボウル2の外面2aに、ボウル2をスカート1の内部に嵌め込む時に、潰れながらスカート1の内面1aに圧接可能な潰れ突起部2bが形成されている。ボウル2をスカート1の内部に嵌め込む時に、スカート1の内面1aとボウル2の外面2aとの間に隙間tがあっても、この隙間tを補填する潰れ突起部2bが潰れながらスカート1の内面1aに圧接するようになる。
(もっと読む)
溶着バリの成形処理方法
【課題】成形時間が短く、設備コストも安価な溶着バリの成形処理方法を提供する。
【解決手段】合成樹脂成形の複数部品1,2を溶着した後に、成形品3の溶着バリ3aを成形処理するための溶着バリの成形処理方法であって、複数部品1,2を溶着した直後の溶着バリ3aが流動性を有する状態で、押圧治具11により、溶着バリ3aを溶着界面部分に押し付けて、成形品3の外面に略フラットに押し潰すようにする。複数部品1,2を溶着した直後の溶着バリ3aが流動性を有する状態を利用して、溶着バリ3aを押し潰すことができる。
(もっと読む)
バッフル体付き合成樹脂製タンクの製造方法及び製造装置
【課題】金型の耐久寿命を確保でき、設計変更に対応し易く、更には、バッフル体3aの強度を十分に確保できる構造を実現する。
【解決手段】先ず、上記バッフル体3aを備えない合成樹脂製のタンク本体1aを成形する。又、このタンク本体1aと同材質製でこのタンク本体1aと別体のバッフル体3aを成形する。その後、これらタンク本体1aの内周面の一部とこのバッフル体3aのフランジ部5の片側面とを、ヒータ6により加熱溶融する。そして、このバッフル体3aのフランジ部5の片側面を上記タンク本体1aの内周面の一部に押し付けて、このバッフル体3aをこのタンク本体1aに融着する。これにより、上記課題を解決できる。
(もっと読む)
金属製成形品と樹脂板材との接合構造
【課題】
金属製成形品に対して樹脂板をその端部において接合するに際し、その接合操作が比較的簡便であるとともに、接合部での強度をより大きくすることが可能であり、熱による変形、ひずみに対しても耐久性を向上させることができる、新しい接合構造を提供する。
【解決手段】
金属製成形品の裏面側での樹脂板材端部の接合構造であって、着座部1等の金属製成形品裏面の内側にインサート樹脂成形で形成された凹部5等の段部に、便座ベース2等の樹脂板材が載置され、二次成形樹脂7で一体化接合されているものとする。
(もっと読む)
扉パネルとその製造方法
【課題】 裏面側から凹没して表面側に突出する屈曲部が一方の端部位置にのみ形成された透明な基材の裏面に加飾シートを沿わせて貼着させて複雑な化粧を前面外観に現出させるようにした扉パネルと、その製造方法を提供する。
【解決手段】 模様を施して成る加飾シート3を、そのシート面の周縁部分3bを真空ラミネート装置5に保持させてラミネート処理空間6に配置させた状態にし、且つ、裏面側から凹没して表面側に突出する屈曲部4が一方の端部2aにのみ形成された透明な一対の基材2を、その裏面を上記加飾シート3に対面させた状態で屈曲部4が形成された端部2a同士を隣接させて並べると共に、この隣接された端部2a同士を加飾シート3のシート面の中央部分3aに対向するようにラミネート処理空間6に配置させた状態にする。
(もっと読む)
化粧された樹脂成型品の製造方法および化粧された樹脂成型品
【課題】作業に時間的な制約がなく、作業性よく化粧された樹脂成型品を製造する方法および湿気や水分に対する耐久性および接着性に優れた化粧された樹脂成型品を提供する。
【解決手段】透明フィルム11の裏面に化粧印刷層12を設けてなる化粧シート1とベース材3との間に熱可塑性樹脂系ホットメルト接着剤2を介在融着して該化粧シート1が該ベース材に被着された樹脂成型品を製造する方法であって、該ベース材3には化粧シート位置決め用の隆起部31が連続して設けられた化粧された樹脂成型品の製造方法および化粧された樹脂成型品。上記ベース材3が立ち上がり部と平面部との突き合わせ曲面を有するものであってもよい。
(もっと読む)
1 - 20 / 27
[ Back to top ]