
Fターム[4F211SD04]の内容
プラスチック等のライニング、接合 (31,000) | ライニング材料の形態、特徴 (982) | 管状材料(反転ライニングチューブも含む) (336)
Fターム[4F211SD04]の下位に属するFターム
溶融状、半溶融状材料(丸ダイから) (5)
シート状材料を螺旋巻きした管状体 (61)
Fターム[4F211SD04]に分類される特許
261 - 270 / 270
既設管のライニング工法及びライニング材用カラー
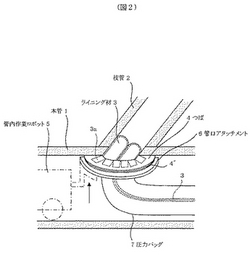
【課題】液状硬化性樹脂を含浸させた柔軟な樹脂吸収材からなる管状でつば付きのライニング材により既設管の一端の管口から既設管の内周面をライニングする工法で、既設管の管口の周縁部における隙間の開口をつばで完全に封止できる工法を提供する。
【解決手段】 ライニング材3の一端部を放射状に切り広げて複数の切片3aを形成し、ライニング材3を枝管2内に挿入する前に、液状硬化性樹脂を含浸させた柔軟な樹脂吸収材からなるつば4,4′と複数の切片3aとを重ねて枝管2の管口の周囲の面に圧接させた後、つば4,4′と切片3aの液状硬化性樹脂を硬化させることで、つば4,4′を枝管2の管口の周囲の面に接着して固定すると共に、切片3aに接着してライニング材3の一端部に一体的に結合する。こうすれば、つば4,4′が管口の周囲の面に全面的に密着し、上記隙間の開口を完全に封止できる。
(もっと読む)
止水パッド及びそれを用いた取付管口の止水方法

【課題】 止水パッドのスリーブを本管側または人孔側から取付管口に挿入し、合成ゴム系の粘着剤を介して止水パッドのフランジを本管または人孔の内面に貼着する際に、密着性があがり接着力を向上することができる止水パッド及び取付管口の止水方法を提供する。
【解決手段】 取付管の内径よりも小さい外形を有する筒状スリーブと、この筒状スリーブの一方の端縁部から鍔状に張り出したフランジとが一体に成形され、前記フランジの表面に合成ゴム系の粘着剤が塗布されるとともに、前記フランジの形状が円筒面の一部をなす湾曲形状に形成され、湾曲形状が円筒面を半分に分割した形状よりも大きく、湾曲形状を形成する円筒面の曲率が本管の内面の曲率より大きく形成される。
(もっと読む)
管路内への管ライニング材の挿入方法
【課題】本発明が解決しようとする問題点は、ガイドライナーと前記管ライニング材の挿入が困難であった問題、軟化した管ライニング材が冷却され、管路内のジョイント等に発生したズレ等の突起に引っ掛かる問題、また管路と、管ライニング材の挿入前の位置が近くにあっても、水頭圧(高さ)を確保するために、地上に矢倉等の仮設が必要な問題等各諸問題を解決することである。
【解決手段】ガイドライナー内に流体圧を作用させて管状に拡げ、前記ガイドライナー内と同一の流体圧力作用空間の下、圧力容器内に収納させた管ライニング材の一端に、連結された牽引具を牽引することができることを特徴とする管路内への管ライニング材の挿入方法の構成とした。
(もっと読む)
現場硬化型ライナー用樹脂含浸タワー
管状の現場硬化型ライナー(55)の樹脂含浸可能層を、連続的に含浸させるための非加圧型樹脂含浸タワー(54)を提供する。タワー(54)は、樹脂含浸可能層を完全に含浸させるのに十分な樹脂圧力水頭を与えることができる高さを有している。樹脂に含浸された管(55)は、タワー(54)の頂部に供給され、底部ローラーまで引き下ろされ、タワー(54)の頂部から取り出され、外側を不浸透性被覆で包まれる。含浸ライナー(55)は、引込み及び膨張法による設置に適し、また反転されてもよい。該ライナーはその内側に不浸透層が形成されているため、蒸気を用いた硬化に好適である。 (もっと読む)
長手方向に強化された現場硬化型ライナー
長手方向の伸張を制限するために、強化用スクリム(33)を有し、かつ長手方向に強化された樹脂含浸現場硬化ライナーを提供する。ある連続する長さの樹脂含浸可能な管状部材は、平らに横たえられた状態で提供されてから含浸される。そして、横糸方向よりも縦糸方向において、より大きな強度を有するスクリム(33)が、管状部材の底面の一部に配置される。その後、該管状部材が管状形成装置内へ送られ、そこで、不浸透性フィルム(31)が管状に封止されてから、該フィルムとは反対方向に移動する、内側の管状部材及びスクリムの周りで引き続き反転される。これにより、反転されたラップ部が管状部材を包みこむ。強化された管は、一体化した内側の不浸透性層を有しており、引込み及び膨張法によって既設輸送管路内に設置される。 (もっと読む)
一体化した内側の不浸透層を有する現場硬化型ライナー及び連続製造方法
一体化した内側の不浸透性層を有する樹脂含浸現場硬化型ライナー(22)と、その製造のための方法、及びこれを行うための機械装置を提供する。該ライナーは、その一面に接合された不浸透性層を有する樹脂含浸可能材料から形成される。該材料は、管状形成部材の周りにおいて、外側に不浸透性層を有する管状に形成され、引き続いて管状形成装置で反転されて、不浸透性層が内側となるように配置される。外側の不浸透性フィルム(31)は、内側の管状層(28)の周りに配置され、通常の方法で真空含浸されてもよい。あるいは、管状の樹脂含浸可能材料は、樹脂タンク(53)に通され、外側の不浸透性層で巻き付けられる前に硬化樹脂に含浸される。その結果、含浸されたライナーは、これに一体化した内側の不浸透性層を考慮した場合に、蒸気使用が可能な引込み及び膨張に好適となる。 (もっと読む)
反転された外側の不浸透層を有する現場硬化型ライナー及び製造方法
反転された外側の不浸透層を有する樹脂含浸現場硬化型ライナーを提供する。連続する長さの樹脂含浸可能材料のロールが管状に形成される。不浸透性フィルム又はラップ部は、管形成装置の周りで管状に形成されて封止され、そして、内側の管状部材の周りで連続的に反転される。つまり、反対方向へと移動することで反転されたラップ部が内側の管状部材を包み込む。又は、この内側の管状部材は、不浸透性チューブを有するスタッファー・チューブ内へと送られ、該不浸透性チューブは、移動する管状部材の上に反転されて当該管状部材を包み込む。前記内側の管状部材は、開放樹脂含浸タンクに通されて、外層の反転前に樹脂含浸可能材料が含浸される。内側の管状部材は、内側に接合された不浸透性材料層を有する。該管状部材は、その外側に不浸透層を有する管状に形成され、その後に続く反転によって、当該不浸透層が管の内側となる。 (もっと読む)
内側の不浸透層を有する現場硬化型ライナーの設置と装置
内側の不浸透層(13)を有する樹脂含浸現場硬化型ライナーの設置方法を提供する。
該ライナーは、接合された含浸性層を有する樹脂含浸性材料から形成される。該材料は、不浸透層を外側として、管状形成部材の周囲で管状に形成され、次いで不浸透層が内側となるように管状形成装置の中に反転される。外側不浸透性被覆は、内部管状部材のウェット・アウト後に貼り付けてもよい。蒸気接続部を有する引込み取付具が、ライナー(101)の先頭から挿入され、ライナーは設置アクセス部(113)の方へ引き込まれる。設置アクセス部に到達する前に、蒸気接続部(122)を有する受入容器(115)がライナーの端に取り付けられて引込みが完了する。これにより、引込まれたライナーの、空気による膨張及び蒸気による樹脂の硬化が可能となる。蒸気を用いる工程は全て地下で行われ、地下のアクセスポイントへの立ち入りは最小限に抑えられる。
(もっと読む)
ライニング用合成樹脂管、及びそれを用いた合成樹脂ライニング金属管の製造方法
【課題】 金属管内面に合成樹脂層を被覆した合成樹脂ライニング管を加圧工程を必要とすることなく安定して接着させ、耐久性の良い合成樹脂ライニング金属管の製造方法を提供する。
【解決手段】 金属管内をライニングする為に用いる合成樹脂管であって、該合成樹脂管の両端が閉じられて、管内部が加圧状態であることを特徴とするライニング用合成樹脂管、及び該合成樹脂管を金属管内に挿入し、挿入した状態で前記合成樹脂管を加熱膨張させて金属管内面に貼り付け、合成樹脂管外周面と金属管内面を接着させることを特徴とする合成樹脂ライニング金属管の製造方法。
(もっと読む)
蓄光性熱収縮チューブ
【課題】 蓄光性熱収縮チューブの(1)発光強度を高めること、(2)耐水性を向上させること、および(3)蓄光性熱収縮チューブに識別手段を付加すること、を通じて蓄光性熱収縮チューブを使い、より広範囲の用途に対して、簡便で効果的な夜間あるいは暗所での識別手段を提供すること。
【解決手段】 (1)蓄光性の熱収縮層の内面に、光反射性の層を形成する。(2)蓄光性の熱収縮層2の外側に、撥水性もしくは遮水性を有する熱可塑性樹脂を含む層4を形成する。(3)蓄光性の熱収縮層2の内側に、ホットメルト接着剤を含む層5を形成する。(4)蓄光性の熱収縮層の外側に、識別のための印を形成させる。
(もっと読む)
261 - 270 / 270
[ Back to top ]