
Fターム[4F211TC09]の内容
プラスチック等のライニング、接合 (31,000) | 接合の部位 (2,109) | 端部の接合 (822) | 板状体の接合 (133)
Fターム[4F211TC09]の下位に属するFターム
側端面の連続接合 (25)
Fターム[4F211TC09]に分類される特許
1 - 20 / 108
ガラスフィルム積層体、ガラスフィルム積層体ロール、カラーフィルタ用画素付ガラスフィルム積層体およびガラスフィルム積層体の製造方法
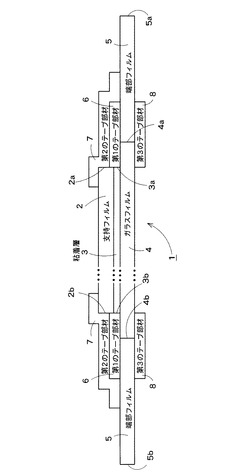
【課題】ガラスフィルムの損傷を防止しつつ、ガラスフィルムの取扱い性を向上させたガラスフィルム積層体を提供する。
【解決手段】支持フィルム2と、支持フィルム2の一主面の全体に付着される粘着層3と、粘着層3を介して支持フィルム2と接合されるガラスフィルム4と、ガラスフィルム4の長手方向に沿ってガラスフィルム4の長手方向端部に連接される端部フィルム5と、前記ガラスフィルムおよび前記端部フィルムに粘着される第1のテープ部材と、を備えたガラスフィルム積層体1。ガラスフィルム4と端部フィルム5とを両者の長手方向に連接して、これらの両主面に第1のテープ部材6を粘着させるため、端部フィルム5との境界付近で、ガラスフィルム4の端部が割れるおそれが少なくなり、端部フィルム5にてガラスフィルム4を牽引する際に、ガラスフィルム4が傷つかなくなる。
(もっと読む)
連結部材積層体、連結部材モジュール、キャリアテープ連結方法、キャリアテープ連結装置

【課題】2つのキャリアテープの終端部と始端部とを容易に連結可能な連結部材積層体、連結部材モジュール、キャリアテープ連結方法、及びキャリアテープ連結装置を提供する。
【解決手段】本連結部材積層体は、一方の最外層に剥離層が形成され他方の最外層に粘着層が形成された構造を有し、第1キャリアテープの終端部と第2キャリアテープの始端部とを合致させた状態で、前記終端部と前記始端部とを跨ぐように貼り付けて両者を連結する連結部材が、剥離可能な状態で同一方向に複数積層されている。
(もっと読む)
樹脂フィルム接合体の製造方法
【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を簡便に製造し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して前記樹脂フィルム部材よりも光吸収率が高く、水に対する接触角が60°以上である表面を有する光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
樹脂フィルム接合体の製造方法
【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を簡便に製造し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して光吸収率が高く、300℃の温度環境下で安定性を有する表面を備えた光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
樹脂フィルム接合体の製造方法
【課題】 接合部分の段差を小さくし、光吸収剤を塗布する工程を必要とせず、さらに光吸収剤が異物として付着することを抑制しつつ、効率的に、樹脂フィルム部材同士を接合して樹脂フィルム接合体を作製し得る樹脂フィルム接合体の製造方法を提供する。
【解決手段】 樹脂フィルム部材の端面同士を突き合わせて接合して樹脂フィルム接合体とする樹脂フィルム接合体の製造方法であって、用いるレーザー光の波長に対して前記樹脂フィルム部材よりも光吸収率が高く、算術平均粗さ(Ra)が0.5μm未満である表面を有する光吸収部材を用い、前記端面同士が突き合わせられた部分を前記表面に当接させ、前記光吸収部材にレーザー光を照射して発熱させることにより、前記樹脂フィルム部材の端面同士を熱溶着させ、前記光吸収部材から、突き合わせられた部分を剥離して、樹脂フィルム接合体とすることを特徴とする樹脂フィルム接合体の製造方法。
(もっと読む)
樹脂板溶着装置及びその方法
【課題】誘電加熱による最も高温となる部位を樹脂板の裏面側に変位させることによって、おもて面側の溶融域を狭小とし、おもて面に凹みが発生するのを防止する。
【解決手段】樹脂板溶着装置は、おもて面が揃えられた所定厚を有する少なくとも2枚の溶着対象となる樹脂板1を、その端面1a同士の突き合わせ部位に誘電加熱を施すことによって溶着するもので、それぞれ所要厚を有する長尺体で、端面同士が、樹脂板1を挟んで対向配置される誘電加熱用の対向電極411,4221と、対向電極411,4221に挟持された状態の樹脂板1の裏面に敷設される熱担持層材413とを備えている。
(もっと読む)
繊維強化樹脂と金属との接合構造、及び繊維強化樹脂と金属との接合方法
【課題】ステップ状接合面を多段化することはもちろん、ステップ状接合面を介して交互に重なる繊維強化樹脂層及び金属層を薄い総厚内でも多層化することが容易であり、平面や任意の曲面をもった形状を構成することもできる接合構造及び接合方法を提供する。
【解決手段】本接合構造は、ステップ状接合面を構成する端部が当該端部の端面方向に向かって段階的に薄くなるステップ状構造に形成された金属材11と、ステップ状構造上を端部でフラットに埋めるように積層された繊維強化樹脂複合材12−15とからなる要素10を一枚として、ステップ状構造が厚み方向に重なるように複数枚積層され、金属材と繊維強化樹脂複合材とが接着されるとともに、隣接する要素10,10同士が重ね合わせ面で接合されてなる。金属材11、11同士は溶接される。
(もっと読む)
熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料の接合部材の製造方法
【課題】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料同士または熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料と金属の接合部材の製造方法を提供する。
【解決手段】熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CAに金属部材MAを付加し、該金属部材MAの部分を、他の金属部材MBと、または、他の金属部材MBが付加された、熱可塑性樹脂をマトリックスとした炭素繊維強化複合材料CBの該金属部材MBの部分と、接合することによる接合部材の製造方法。
(もっと読む)
複合部材及びその製造方法
【課題】織編物を簡素に基材に固定でき、意匠性に優れた複合部材及びその製造方法を提供する。
【解決手段】複合部材は、第1の熱可塑性樹脂からなる基材1と、基材1の表面を被覆し基材1の表面に一部が固定された織編物2とからなる。織編物2は、主繊維と、主繊維よりも融点が低い第2の熱可塑性樹脂からなる融着部とから構成されており、融着部は主繊維とともに製織製編されるか又は主繊維を被覆している。基材1の表面には、織編物2の周縁部の少なくとも一部に沿って延びる周縁溝部10が形成されている。織編物2の周縁部の少なくとも一部の融着部は、周縁溝部10の溝壁面に溶着している。
(もっと読む)
シート状ゴム部材の接合装置
【課題】シート状ゴム部材の端部同士を強固に接合する。
【解決手段】互いに噛み合う一対の歯車状の接合ローラ112と、前記接合ローラ112を取り付けかつ収容したブラケット114とを備えた、シート状ゴム部材130の両端を接合するための接合装置であって、前記接合ローラ112は球面状の円板の周縁に沿って等間隔に配置された噛合歯112aを備え、前記一対の接合ローラ112の噛合部分を含む球面状部分を、成型ドラム上に配置されたシート状ゴム部材の接合端部上に押し付ける手段と、前記接合ローラを前記シート状ゴム部材上で移動させる手段と、を有する。
(もっと読む)
シート部材の接合方法
【課題】接合部分に段差を生じさせることなく、2つのシート部材を接合しうるシート部材の接合方法を提供すること。
【解決手段】第一のシート部材と第二のシート部材の端面を、前記第一のシート部材と前記第二のシート部材を互いに重ね合わせた任意の位置で切断することによって形成し、前記第一のシート部材の端面と、前記第二のシート部材の端面とを突き合わせ、該突き合わせ部分を加熱媒体を介して加熱することにより前記端面同士を熱融着し、熱融着後に前記加熱媒体を第一及び第二のシート部材から剥離し、前記加熱媒体が、前記第一及び第二のシート部材よりも高融点の熱可塑性樹脂又は融点のない熱硬化性樹脂を備え、且つ、光吸収剤を含有するか又は光吸収剤が表面に塗布されてなる相間材であり、レーザー照射により該相間材を介して前記突き合せ部分を加熱するシート部材の接合方法による。
(もっと読む)
シート接合体の製造方法及びシート接合体の製造装置
【課題】接合に際して該処理領域への樹脂シート部材の搬送を停止せずに樹脂シート部材の接合が可能なシート接合体の製造装置を提供する。
【解決手段】先行して処理領域へと搬送される第1の樹脂シート部材1aと、次の第2の樹脂シート部材1bとを接合してシート接合体を作製するシート接合体の製造方法であって、前記第2の樹脂シート部材の先端部を保持する第1の工程と、該第1の工程で保持された前記先端部に光吸収剤を塗布する第2の工程と、前記第1の樹脂シート部材を保持する第3の工程と、保持された部分が末端部を構成するように切断する第4の工程と、前記先端部と前記末端部とを前記光吸収剤を挟んで重ね合わせる第5の工程と、レーザー溶着することによって接合する第6の工程と、前記第1の樹脂シート部材に続いて前記第2の樹脂シート部材を前記処理領域へと搬送する第7の工程と、を有することを特徴とするシート接合体の製造方法。
(もっと読む)
隅肉溶接方法および溶接構造物
【課題】溶接線が交差する隅肉溶接において、交差点の溶接を確実に行い、溶接構造物の強度を向上させる。
【解決手段】水平部材1上に、第一垂直部材2および第二垂直部材3を互いに直交して配設して溶接構造物を形成する。その際、水平部材1、第一垂直部材2および第二垂直部材3が互いに直交して交差する溶接線A1〜A3、および各溶接線A1〜A3が交差する交差点Oのうち、交差点Oおよび交差点Oから所定範囲内にある溶接線A1〜A3に、溶接棒に熱風を吹き付けて熱風溶接を施し、所定範囲外にある溶接線A1〜A3に、押出溶接を施す。
(もっと読む)
ポリイミド環状ベルトおよびその製造方法
【課題】膜厚、導電性および表面粗さなどの物性が十分に均一で、生産性に優れたポリイミド環状ベルトを製造する方法を提供すること。
【解決手段】縮合型ポリイミドを含有する環状ベルトの製造方法であって、ポリイミドの中間体であるポリイミド前駆体を、例えばキャスト法または押出成形法により一旦シート状に成形し、当該ポリイミド前駆体シート1を両端部(10x、10y)で接合して環状に加工した後、イミド化反応を行うことを特徴とする。
(もっと読む)
シート状材料の突合せ接合方法および装置並びにタイヤ製造方法
【課題】安価でありながらシート状材料Sの接合強度を容易に均一化する。
【解決手段】前、後下爪21a、21bおよび前、後上爪45a、45bを個別に分割するとともに、下側台19および上側台43に単独で揺動できるよう支持させたので、前、後下爪21a、21bおよび前、後上爪45a、45bの加工精度や、これらの下側台19および上側台43に対する組立て精度がある程度の精度であれば、前、後下爪21a、21bおよび前、後上爪45a、45bをシート状材料Sの前、後端部下、上面に均一に接触させることができる。
(もっと読む)
ベルト端部接合方法、無端ベルト製造方法、および無端平ベルト
【課題】熱融着を用いて両端が接合される無端平ベルトの制震性、耐久性を向上する。
【解決手段】熱可塑性樹脂で形成された帯状の平ベルト10の両端を相補的なフィンガー形状に打ち抜く。両端のフィンガーを突合せプレス台15の上に載置する。フィンガー状の接合線16に沿った形状を有するプレス金板17を接合部に押し当てる。プレス金板17を加熱し接合部のみに熱を加え融解し、その後冷却して両端部を融着することで帯状のベルトを無端ベルトとする。
(もっと読む)
チューブ容器の製造方法
【課題】簡易な構成で、歪みを矯正することができ、かつ清潔な製造方法を提供する。
【解決手段】原反シートの両端部を溶着して筒状に形成する工程と、スリーブを一定間隔に切断する工程4と、スリーブの一端に口部および肩部を有する頭部成形体を溶着する工程5等からなるチューブ容器の製造方法1において、形成された筒状のスリーブの外周に、100〜200℃の水蒸気を吹き付ける工程3を備え、高温の水蒸気を吹き付けることにより、筒状のスリーブの溶着部付近に発生する歪みを開放し、断面形状を真円に近づけるチューブ容器の製造方法1。
(もっと読む)
シート接合体の製造方法及びシート接合装置
【課題】レーザー溶着法によって接合部を形成させるシート接合体の製造方法において、得られるシート接合体の接合部の信頼性の向上を図ることを目的としている。
【解決手段】シート状部材の一端部に、該シート状部材の他端部か、又は他のシート状部材の端部かのいずれかをレーザー溶着して接合部を形成させるシート接合体の製造方法であって、接合させる端部の内の一方の端部を他方の端部の上に重ねる重畳工程と、該重畳工程で重ねられた一方の端部と他方の端部とを一度に切断することによってこれらの端部に互いに合致する切り口を形成させる切断工程と、該切断工程によって形成された一方の端部の切り口と他方の端部の切り口とを突き合わせて、該切り口どうしが突き合わせられている箇所にレーザー光を照射して前記接合部を形成させる接合工程を実施することを特徴とするシート接合体の製造方法を提供する。
(もっと読む)
切除機構
【課題】合成樹脂製中空板の側端部を封止する際に、その側端部に接合された封止材の中空板の厚み方向にはみ出す余剰部位を精度よく切り取る。
【解決手段】中空構造をなすための立体加工が施されたコア材2の表裏両面に、平板状の外装材3を積層してなる合成樹脂製中空板1の側端部に、封止材5を接合して当該側端部を封止するにあたり、中空板4の側端部側を挟み込むように付勢されながら、中空板4の側端部の長手方向に沿って移動する上下一対の切断刃503,504によって、中空板4の側端部の厚み方向にはみ出した封止材5の余剰部位を切り取る。
(もっと読む)
耐熱性樹脂ベルトの製造方法
【課題】高温に加熱しても接着力の低下が少なく、また、190℃での接合部の強度が高く、しかも、画像形成装置に応用した場合に、該接合部に起因する画像への影響がない耐熱性無端ベルトを製造する方法を提供する。
【解決手段】
耐熱性樹脂シートの両端にそれぞれ傾斜状薄肉部を形成する傾斜状薄肉部形成工程、前記傾斜状薄肉部の傾斜面に接着剤組成物をスクリーン印刷法により塗布する接着剤塗布工程、傾斜面同士を貼り合わせる貼り合せ工程、及び、接着剤組成物を硬化させる接着剤硬化工程をこの順に有する耐熱性樹脂ベルト製造方法において、前記接着剤組成物として、固形成分中に酸化鉄(III)6.5〜9.9重量%を含有する付加重合型シリコーン系接着剤組成物を用い、付加重合型シリコーン系接着剤組成物の硬化前の23℃での粘度を50Pa・s以上100Pa・s以下とし、接着剤組成物の硬化後の引張試験での切断時伸びを、250%以上とする。
(もっと読む)
1 - 20 / 108
[ Back to top ]