
Fターム[4F212AC01]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 材料の状態、形態 (67) | ペレット、粒状物、タブレット (35)
Fターム[4F212AC01]に分類される特許
1 - 20 / 35
車両用フロアカーペットの製造方法
【課題】外方へ凸状の屈曲部を有する車両用フロアカーペットを容易かつ安価に製造できる方法の提供を目的とする。
【解決手段】バインダー付着チップ48をモールドの下型キャビティ面35上に充填し、バインダーを硬化させることにより、中央部13Aとその両端の側部15A,15Aとからなる凸状の屈曲部11Aを有する中間成形品10Aを前記屈曲部11Aの中央部13Aと側部15A,15Aとの間の角度a’が製品角度aよりも大となるように形成する中間成形品成形工程と、その後、中間成形品の屈曲部11Aにおける中央部13Aと側部15A,15Aとの間の角度a’を製品角度aに狭くして加熱し、角度の矯正を行う角度矯正工程とにより、凹状の屈曲部を有する車両用フロアカーペットを製造する。
(もっと読む)
発泡成形体及びその製造方法

【課題】水蒸気の使用量を低減でき、融着率及び加熱寸法安定性の向上した発泡成形体の製造方法を提供することを課題とする。
【解決手段】ポリプロピレン系樹脂とポリスチレン系樹脂とを含む予備発泡粒子を、成形型内で、任意に成形型加熱工程(I)と一方加熱工程(II)と逆一方加熱工程(III)、及び両面加熱工程(IV)に付すことにより得られ、前記両面加熱工程(IV)が、密閉系で20秒以上行われ、前記工程(I)〜(IV)が、式a+b+c<d(式中、aは前記成形型加熱工程(I)に要する時間、bは前記一方加熱工程(II)に要する時間、cは前記逆一方加熱工程(III)に要する時間、dは前記両面加熱工程(IV)に要する時間を意味する)の条件を満たすことを特徴とする発泡成形体の製造方法により上記課題を解決する。
(もっと読む)
複合熱可塑性樹脂粒子の製造方法、発泡性複合熱可塑性樹脂粒子、複合熱可塑性樹脂発泡粒子、及び複合熱可塑性樹脂発泡粒子成形体
【課題】空隙率が高く、発泡粒子相互の融着性、及び強度に優れた複合熱可塑性樹脂発泡粒子成形体を型内成形にて製造できる、オレフィン系樹脂とスチレン系樹脂とを含有する筒形状の複合熱可塑性樹脂粒子の製造方法、発泡性複合熱可塑性樹脂粒子、複合熱可塑性樹脂発泡粒子、及び複合熱可塑性樹脂発泡粒子成形体を提供すること。
【解決手段】水性媒体中に特定の筒形状のオレフィン系樹脂種粒子1を分散させて種粒子分散液を得る。次いで、オレフィン系樹脂種粒子1にスチレン系モノマーを含浸させると共にスチレン系モノマーを重合開始剤の存在下で特定の温度範囲内にて加熱することにより重合させて筒形状の複合熱可塑性樹脂粒子を得る。また、複合熱可塑性樹脂粒子に発泡剤を含浸してなる発泡性複合熱可塑性樹脂粒子、これを発泡してなる複合熱可塑性樹脂発泡粒子、及びこれを成形してなる複合熱可塑性樹脂発泡粒子成形体である。
(もっと読む)
ポリオレフィン系樹脂発泡粒子成形体の製造方法、及び型内成形用ポリオレフィン系樹脂発泡粒子
【課題】 本発明は、特殊な洗浄工程を設けたり、多量の洗浄水を用いる必要がなく、型内成形時の水蒸気圧力を高めなくとも融着性良好な発泡粒子成形体を得ることができるポリオレフィン系樹脂発泡粒子成形体の製造方法、及び該製造方法に使用されるポリオレフィン系樹脂発泡粒子を提供することをその課題とする。
【解決手段】本発明は、ポリオレフィン系樹脂発泡粒子を成形型内に充填して水蒸気にて加熱することにより発泡粒子を相互に融着させる発泡粒子成形体の製造方法であり、該ポリオレフィン系樹脂発泡粒子として、分散剤が付着しているポリオレフィン系樹脂発泡粒子の表面にアニオン系界面活性剤を付着させてなるものを使用することを特徴とするポリオレフィン系樹脂発泡粒子成形体の製造方法である。
(もっと読む)
発泡成形体
【課題】擦れる方向の力が加わっても、異音が発生するのを効果的に防止することができる発泡成形体を提供する。
【解決手段】発泡成形用金型に充填された発泡性樹脂粒子を加熱して成形される発泡成形体であって、一方向に整列された複数の第1突条8T1と、他方向に整列され、かつ、前記第1突条8T1と交わるように配置された複数の第2突条8T2とを表面に備え、前記第1突条8T1及び前記第2突条8T2のそれぞれ断面が先端側に先細り形状となっていることを特徴とする発泡成形体である。
(もっと読む)
発泡成形用金型及びこれを用いて成形される発泡成形体
【課題】成形性の向上及びサイクルアップのいずれも図ることができる発泡成形用金型及びこれを用いて成形される発泡成形体を提供する。
【解決手段】少なくとも加熱媒体及び冷却媒体が導入される蒸気室が設けられ、該蒸気室に導入された加熱媒体及び冷却媒体によって成形型で形成される成形空間に充填された発泡性樹脂粒子を加熱及び冷却して発泡成形体を成形するための発泡成形用金型であって、前記蒸気室と成形空間とを連通する通孔が該成形型に設けられ、前記成形型の成形面の対象エリアに、該対象エリアの一端から他端に亘って連続する溝部M1が一方向に整列するようにして形成されていることを特徴とする発泡成形用金型である。
(もっと読む)
タイヤ用ゴム発泡体の製造方法
【課題】連続気泡を有するゴム発泡体を容易に成形するようにしたタイヤ用ゴム発泡体の製造方法を提供する。
【解決手段】ジエン系ゴム100重量部に対し、充填剤を10〜150重量部、水溶性微粒子を10〜150重量部、化学発泡剤を0.5〜20重量部含むゴム組成物を成形した未加硫ゴムシートを使用して未加硫タイヤを成形し、この未加硫タイヤを前記化学発泡剤の分解温度以上で加硫成形した後、前記水溶性微粒子を溶解除去することにより連続気泡を形成するようにしたことを特徴とする。
(もっと読む)
発泡成形体、車両用内装材、車両用タイヤスペーサおよび車両用ラゲージボックス
【課題】成形性、断熱性、耐薬品性、耐衝撃性等に優れ、高温における荷重下での寸法安定性に優れた、発泡成形体、車両用内装材、車両用タイヤスペーサおよび車両用ラゲージボックスを提供することを課題とする。
【解決手段】ポリプロピレン系樹脂100重量部とポリスチレン系樹脂100〜400重量部とを含む発泡性改質ポリスチレン系樹脂粒子を予備発泡させ、次いで型内成形することにより得られ、JIS K 7135に準拠した80℃における寸法の変形係数が−7〜0%/時であることを特徴とする発泡成形体により課題を解決する。
(もっと読む)
農産物用容器
【課題】 予備発泡機、サイロ又は発泡成形機への流通過程において、被覆剤の脱落を抑え、粒子流通管の内壁面への被覆剤の付着が極めて少ない発泡性スチレン系樹脂粒子を用いた農産物用容器を提供する。
【解決手段】 スチレン系樹脂粒子に発泡剤を含浸させてなる発泡性スチレン系樹脂粒子を予備発泡し、この予備発泡粒子を成形して得られるポリスチレン系発泡成形体の農産物用容器であって、
前記発泡性スチレン系樹脂粒子は、該樹脂粒子表面を組成物によって被覆されており、当該組成物は、当該樹脂粒子表面を被覆する常温で液体の多価アルコールAと、当該樹脂粒子100重量部に対して0.01〜0.3重量部の脂肪酸モノグリセリドと、当該樹脂粒子100重量部に対して0.03〜0.3重量部の脂肪酸金属塩と、常温で液体の多価アルコールBからなり、上記多価アルコールA、Bは、当該樹脂粒子100重量部に対して0.02〜0.3重量部含有し、2回に分けて被覆されており、
前記ポリスチレン系発泡成形体は粒子径が600μm〜1400μmのポリスチレン系樹脂粒子であり、前記ポリスチレン系発泡成形体の密度が0.01g/cm3〜0.033g/cm3であり、前記ポリスチレン系発泡成形体の平均弦長が20μm〜150μmであり、前記ポリスチレン系発泡成形体の曲げ強度は20N/cm2〜100N/cm2であることを特徴とする。
(もっと読む)
カップ容器
【課題】予備発泡機、サイロ又は発泡成形機への流通過程において、被覆剤の脱落を抑え、粒子流通管の内壁面への被覆剤の付着が極めて少ない発泡性スチレン系樹脂粒子を用いたカップ容器を提供する。
【解決手段】前記発泡性スチレン系樹脂粒子は、該樹脂粒子表面を組成物によって被覆されており、当該組成物は、当該樹脂粒子表面を被覆する常温で液体の多価アルコールAと、当該樹脂粒子100重量部に対して0.01〜0.3重量部の脂肪酸モノグリセリドと、当該樹脂粒子100重量部に対して0.1〜0.8重量部の脂肪酸金属塩と、常温で液体の多価アルコールBからなり、上記多価アルコールA、Bは、当該樹脂粒子100重量部に対して0.02〜0.3重量部含有し、2回に分けて被覆されている。
(もっと読む)
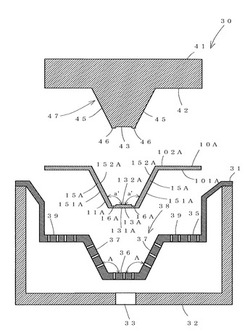
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
発泡樹脂容器
【課題】発泡性原料により表面硬化層を生成し、表面硬化層が剥離し難い発泡樹脂製品を提供する。
【解決手段】発泡樹脂容器は、発泡性原料が発泡溶着された発泡層36を有する発泡樹脂容器であって、容器外部の少なくとも2つの面に形成された発泡性原料からなる溶融硬化層34と、溶融硬化層34と発泡層36との間に介在する発泡層の発泡率より小さい発泡率を有する中間層35とを備える。このように中間層35を有することにより、発泡層36と溶融硬化層34との接合強度が向上する。また、容器外部の少なくとも2つの面に溶融硬化層34を有しているので、防水性を高めることができ、容器の用途が広くなる。
(もっと読む)
発泡成形品の成形装置
【課題】1つの原料充填口を具えた発泡樹脂用の成形装置にて、成形品を容易に多数個取りする。
【解決手段】成形装置1は、固定型2と可動型3を具え、固定型2に成形材料である発泡樹脂ビーズを供給する原料充填口5を設けている。両型2、3の間に、成形材料が充填される複数のキャビティ20を原料充填口5の周りに形成している。可動型3上にて原料充填口5に対向した部位に、成形材料を各キャビティ20に案内するガイド部30が形成されている。可動型3に、キャビティ20内を向いたピン6を設け、固定型2に該ピン6が嵌まる凹部60を形成し、ピン6が凹部60に嵌まる長さは、可動型3のクラッキング時の移動量よりも長く設定されている。
(もっと読む)
食品容器用発泡性ポリスチレン系樹脂粒子
【課題】発泡性ポリスチレン系樹脂粒子の帯電を抑えることが出来、且つ予備発泡時のブロッキングを防ぐことができる発泡性ポリスチレン系樹脂粒子を提供することを課題とする。
【解決手段】平均粒子径300〜600μmの発泡性ポリスチレン系樹脂粒子において帯電防止剤0.01〜1.0wt%の存在下において0.1〜1.0wt%のステアリン酸亜鉛で粒子表面を被覆する。
(もっと読む)
クッション材用発泡性ポリスチレン系樹脂粒子
【課題】粒子径の小さいクッション材用発泡性スチレン系樹脂粒子でも、帯電防止剤の効果を阻害することなく、流動性の良好なクッション材用発泡性スチレン系樹脂粒子を提供する。
【解決手段】平均粒子径200〜450μmの発泡性ポリスチレン系樹脂粒子において帯電防止剤0.01〜1.0wt%の存在下において0.4〜1.0wt%のステアリン酸亜鉛が上記粒子の表面に含まれる。
(もっと読む)
軽量骨材用発泡性ポリスチレン系樹脂粒子
【課題】 粒子径の小さい軽量骨材用発泡粒子でも帯電防止剤の効果を阻害することなく、発泡時のブロッキング防止性能に関しても良好な軽量骨材用発泡性スチレン系樹脂粒子を提供する。
【解決手段】 平均粒子径300〜600μmの発泡性ポリスチレン系樹脂粒子において帯電防止剤0.01〜1.0wt%の存在下において0.1〜1.0wt%のステアリン酸亜鉛が上記粒子表面に含まれている。
(もっと読む)
発泡性改質樹脂粒子、改質樹脂発泡粒子、及び改質樹脂発泡粒子成形体
【課題】発泡剤の保持性に優れると共に、発泡、型内成形後にオレフィン系樹脂特有の優れた粘り強さを示すことができる発泡性改質樹脂粒子、該発泡性改質樹脂粒子を用いてなる改質樹脂発泡粒子、及び改質樹脂発泡粒子成形体を提供すること。
【解決手段】オレフィン系樹脂を主成分とする連続相2中にスチレン系樹脂を主成分とする分散相3が分散されてなる改質樹脂を基材樹脂とし、物理発泡剤を含有する発泡性改質樹脂粒子1、これを発泡してなる改質樹脂発泡粒子、これを成形してなる改質樹脂発泡粒子成形体である。連続相2中に分散された分散相3の体積平均径は0.55μm以上である。また、上記オレフィン系樹脂20〜50質量部に対して、上記スチレン系樹脂を80〜50質量部含有する改質樹脂を基材樹脂とする発泡性改質樹脂粒子1である。
(もっと読む)
ポリプロピレン系樹脂型内発泡成形体の製造方法
【課題】 本発明は、見かけ密度が相互に異なる部分を有する高品質のポリプロピレン系樹脂型内発泡成形体を容易に製造する方法を提供することをその課題とする。
【解決手段】 ポリプロピレン系樹脂型内発泡成形体の製造方法は、型内を2以上の区画に仕切って各区画にポリプロピレン系樹脂発泡粒子を充填し、次いで該ポリプロピレン系樹脂発泡粒子を型内成形することによって、見かけ密度が異なる2以上の単位成形体が隣接して一体的に成形された部分を持ち、該隣接する2つの単位成形体の一方の単位成形体が特定の見かけ密度の高密度単位成形体であり、他方の単位成形体が特定の見かけ密度であって且つ該高密度単位成形体の見かけ密度よりも低い見かけ密度を有する低密度単位成形体である、ポリプロピレン系樹脂型内発泡成形体の製造方法であり、該区画の全てに充填する発泡粒子が引張弾性率1200MPa以上のポリプロピレン系樹脂又はポリプロピレン系樹脂組成物からなると共に、見かけ密度D1(g/L)と、高温ピーク熱量E1(J/g)との関係が特定の式(1)及び(2)を満足する発泡粒子である。
(もっと読む)
成形体の製造方法および成形体
【課題】成形体の製造方法における熱可塑性接着剤の硬化不良を回避する。
【解決手段】成形体の製造方法では、多数の粒子及び熱可塑性接着剤を含む成形材料を、所定の成形型内に充填し、次いで、該成形型内に加熱蒸気を導入して熱可塑性接着剤を加熱溶融させた後に冷却硬化させることにより、成形材料を所定形状の成形体に成形する。成形材料として、熱可塑性接着剤の含有量が、該熱可塑性接着剤中の不揮発成分が成形後の成形体に含まれる粒子の全表面を覆い尽くす熱可塑性接着剤の量よりも少ないものを用いる。
(もっと読む)
プレキュアトレッドおよびその製造方法並びに更生タイヤ
【課題】製造費が安価でありながら、更生タイヤにおける慣らし運転を不要とする。
【解決手段】プレキュアトレッド23の踏面13aを覆うスキン層を除去ローラ33により除去することで、該踏面13aに気泡または粒状体物質を露出させたので、更生タイヤとなったときには慣らし運転を行うことなく、走行の最初期から気泡が融氷水を内部に取り込み、あるいは、粒状体物質が踏面の表面粗さを高めて、氷雪性能を容易に向上させることができる。また、前記踏面13aに微細溝を予め形成する必要がないので、製造費を安価とすることもできる。
(もっと読む)
1 - 20 / 35
[ Back to top ]