
Fターム[4F212UB14]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 全体的特徴 (545) | 予め成形された挿入物等との一体化成形 (89) | 表面材との一体化 (63) | 閉空間を形成する表面材の一体化 (23)
Fターム[4F212UB14]に分類される特許
1 - 20 / 23
ウレタン発泡シートの製造方法

【課題】厚みが薄い場合においても低密度且つ高発泡倍率で柔らかいウレタン発泡シートを、厚み精度よく製造することが可能なウレタン発泡シートの製造方法を提供すること。
【解決手段】分子末端にNCO基を有するウレタンプレポリマーを含有する組成物を基材上に塗布してシート状の塗膜2を形成すること、前記塗膜に穴あき離型性基材1を接触させること、前記穴あき離型基材1が接触した状態で前記塗膜2を水蒸気に晒すことにより、前記塗膜2を発泡及び硬化させることを含むウレタン発泡シートの製造方法。
(もっと読む)
ポンツーン及びその製造方法

【課題】バランスが崩れて傾斜するようになった場合に、容易にバランスを取ることができ、しかも浮き桟橋として利用可能な箱体上面の面積が減少することがなく、また、製造時間を短縮できるポンツーンを提供する。
【解決手段】コンクリート製の箱体11と箱体11に充填した合成樹脂発泡体41とでポンツーン10を構成し、箱体11に充填した合成樹脂発泡体41内に、箱体41の上面の孔17を介して外部と通じる空洞45を複数箇所に設け、ポンツーン10の使用中等に、バランスの崩れを生じて傾くようになった場合に、バランス取り用のおもり部材を空洞内に充填可能とした。
(もっと読む)
発泡性充填材
【課題】部品点数を削減することが可能であり、貫通孔を有するパネルへの取り付けに際して、所定の形状に曲成した状態で維持することができる発泡性充填材を提供する。
【解決手段】発泡性充填材11は、湾曲可能な本体部12と、第1及び第2取付挿通部13,14とを備えている。第1及び第2取付挿通部13,14は、本体部12の第1及び第2端縁12a,12bにそれぞれ連結する第1及び第2本体連結部15,16に設けられている。本体部12は、第1及び第2取付挿通部13,14が挿通される第1及び第2挿通孔17,18を有している。第1及び第2取付挿通部13,14が第1及び第2貫通孔51a,51bに挿通されるとともに係止されることで、本体部12はインナパネル51に取り付けられる。本体部12、第1及び第2取付挿通部13,14、並びに第1及び第2本体連結部15,16は一体に成形されている。
(もっと読む)
発泡充填具、その取付構造及び取付方法
【課題】複数の発泡部材又は複数の支持部材の相対的な位置を規定することが容易であり、かつ、構成部材を簡素化することの容易な発泡充填具、その取付構造及び取付方法を提供する。
【解決手段】発泡充填具11は、加熱されることで発泡体を形成する第1及び第2発泡部材12,13から構成されている。第1及び第2発泡部材12,13は、それぞれ第1及び第2取付部14,15を有している。第1発泡部材12には、嵌合凸部16が形成されるとともに、第2発泡部材13には嵌合凹部17が形成されている。発泡充填具11は、ピラーのリンフォースパネルに取り付けられる。このとき、嵌合凸部16及び嵌合凹部17の嵌合により、第1及び第2発泡部材12,13は連結されるとともに第1及び第2発泡部材12,13の離間が規制される。
(もっと読む)
中空構造体の補強方法
【課題】中空構造体と内部に配した補強部材に対して発泡樹脂を確実に接着させる。
【解決手段】フロントサイドメンバ10の内部に配置されるリインフォースメント16に取り付けられた第1の熱活性化発泡接着剤18Aが最初に発泡して、リインフォースメント16に取り付けられた可動支持部材22が押圧される。リインフォースメント16が車両内側にずれて配置されている場合、最初に内側の可動支持部材22が内壁11Aを押圧して反力によりリインフォースメント16が車両幅方向外側へ移動され、第2の熱活性化発泡接着剤18Bからフロントサイドメンバ内壁面まので間隔が車両内外側とで同一となり、内外の第2の熱活性化発泡接着剤18Bはフロントサイドメンバ10からの熱を同様受けて発泡する。このため、第1、第2の各発泡接着剤は中空構造体内面全体に接着されて発泡樹脂となり、フロントサイドメンバ10は確実に補強される。
(もっと読む)
加熱発泡シート、充填発泡部材および中空部材の内部空間の充填方法
【課題】簡易に製造することができ、内部空間に突出空間がある場合でも、その突出空間を、格別の部材を用いなくても、簡易に充填することができる充填発泡部材、その充填発泡部材に用いられる加熱発泡シート、さらには中空部材の内部空間の充填方法を提供すること。
【解決手段】160℃で20分加熱した場合に発泡して、一方向に伸長し、伸長方向Aと直交する方向における発泡前後の伸縮倍率に対する、伸長方向Aにおける発泡前後の伸縮倍率の比が、1.8以上である加熱発泡シート3を、熱可塑性樹脂、発泡剤、架橋剤、および、フィブリル成形性能を有する含フッ素ポリマーを含み、含フッ素ポリマーが、熱可塑性樹脂100重量部に対して、0.1〜10重量部の割合で配合されている加熱発泡組成物から、形成する。
(もっと読む)
向上した音響減衰特性を有するバフル
a)180℃以下の温度まで加熱したときに変形しないポリマー材料(A)から製造されたキャリヤープレートの1つ以上、およびb)熱膨張性材料(B)を含んでなる、内面を有する縦キャビティの封止および音響減衰のためのインサートであって、ポリマー材料(A)が、キャリヤープレートに機械的強度を与える主ポリマー(A1)、および少なくとも1種の制振性ポリマー(A2)を含んでなる、インサート。制振性ポリマー(A2)は、好ましくは、熱可塑性ポリウレタン、スチレン/ブタジエンブロックコポリマー、水素化スチレン/ブタジエンブロックコポリマー、スチレン/イソプレンブロックコポリマー、水素化スチレン/イソプレンブロックコポリマー、スチレン/イソプレン/スチレン/トリブロックコポリマー、および水素化スチレン/イソプレン/スチレントリブロックコポリマーからなる群から選択される。本発明は更に、射出成形によるそのようなインサートの製造方法、およびそのようなインサートを用いた縦キャビティにおける空気伝送振動または構造由来の振動を減衰する方法を包含する。 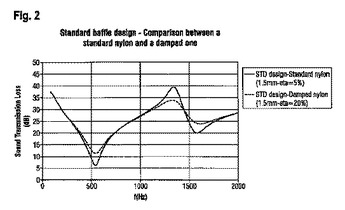 (もっと読む)
(もっと読む)
加熱発泡シートおよび発泡充填部材
【課題】全方向に均一に発泡する加熱発泡シート、さらには、その加熱発泡シートを備える発泡充填部材を提供すること。
【解決手段】ポリマーおよび発泡剤を含む加熱発泡材料を、略円弧形状の等方性部分を含む等方性含有形状に押し出す押出工程と、押出工程において押し出される加熱発泡材料を、シート形状に形成するシート形成工程とを備える加熱発泡シートの製造方法によって、160℃で20分加熱した場合の縦横比が1.5以下である加熱発泡シートを得る。
(もっと読む)
表皮被覆ポリスチレン系樹脂発泡成形体の製造方法および表皮被覆ポリスチレン系樹脂発泡成形体
【課題】ブロー成形された中空成形体内に発泡粒子を充填し、発泡粒子相互を融着させて発泡粒子成形体とし、中空成形体からなる表皮の内面と発泡粒子成形体とが融着一体化し、発泡粒子相互の融着性、ならびに成形体外観に優れた表皮被覆ポリスチレン系樹脂発泡粒子成形体の提供。
【解決手段】ブロー成形法により中空成形体内に発泡粒子を充填し、表皮で被覆された発泡粒子成形体の製造方法において、ブロー成形型の型締め時の金型1温度を[中空成形体基材樹脂のガラス転移温度−30℃]〜[中空成形体基材樹脂のガラス転移温度+30℃]の温度とし、中空成形体内に挿入した複数のスチーム供給排出ピン22の一方をスチーム供給側とし他方をスチーム排出側とし、スチーム供給側のピン21のスチーム供給口におけるスチーム温度T1を[発泡粒子基材樹脂のガラス転移温度+10℃]〜[発泡粒子基材樹脂のガラス転移温度+30℃]に制御して加熱する。
(もっと読む)
発泡体内蔵中空成形体の製造方法
【課題】ブロー成形体等の中空成形体1の内部で発泡性樹脂ビーズを二次発泡させて発泡体内蔵中空成形体を製造する場合に、中空成形体内の発泡性樹脂ビーズを均一に発泡させ、かつ互いに溶着させて、ブロー成形体の剛性や耐熱性を向上させる。
【解決手段】中空成形体1に穴2,3を形成し、穴2,3から多数の小穴9,10が形成された蒸気供給管4と排気管6を中空成形体1内に挿入し、蒸気供給管4から小穴9を通して中空成形体1の内部に水蒸気を供給し、かつ排気管6から小穴10を通して外部に排気し、二次発泡終了後、蒸気供給管4と排気管6を抜き取る。
(もっと読む)
発泡充填具、及び長尺状中空構造体の補強方法
【課題】長尺状中空構造体に発泡性基体を配置する際の作業性の向上を図ることができるとともに、発泡体を充填する位置についてのばらつきを抑制することのできる発泡充填具、及び長尺状中空構造体の補強方法を提供する。
【解決手段】発泡充填具11は、発泡体を形成する発泡性基体13を備え、バンパリインフォース51の開口部52からバンパリインフォース51の中空部に挿入される。発泡充填具11は、発泡性基体13を固定した長尺状のガイド部14と同ガイド部14に設けられ、前記中空部にガイド部14を位置決めする位置決め部15とを有している。長尺状中空構造体の補強方法では、発泡充填具11をバンパリインフォース51の開口部52から挿入するとともにガイド部14をバンパリインフォース51の所定の位置に位置決めする。その後、発泡性基体13を加熱することにより、発泡性基体13を発泡及び硬化させる。
(もっと読む)
反り防止用の補強部材を備えた合成樹脂発泡成形品およびその製造方法
【課題】合成樹脂発泡板1の片面が波形状の凹凸面とされ、該凹凸面に沿うようにして前記合成樹脂発泡板1とは異なる合成樹脂材料で形成された樹脂シート2が一体に積層された形状の合成樹脂発泡成形品であって、成形後に反り等が生じないようにした合成樹脂発泡成形品Aを、簡単な製造方法で発泡成形する。
【解決手段】上面が波形状の凹凸に形成された下型10の凹凸面上に凹凸面に沿うように予め成形された樹脂シート2を載置する。長尺状の補強部材3を樹脂シート2の上方にセットする。下型10と長尺状の補強部材3とを囲むようにして側枠型20と天面型30をセットして、キャビティ空間を形成する。そのキャビティ空間内に発泡性粒子を充填して型内発泡成形する。
(もっと読む)
膨張性充填挿入物および膨張性充填挿入物の製造方法
中空空間または空洞(2)を充填または封止するための、キャリアが存在しない膨張性充填挿入物(10)を提供する。挿入物は、ポリマーおよび/またはポリマー前駆体ならびに在性発泡剤を含有するポリマーマトリックスを、異形押出成形または射出成形することによって製造されてよい、自立連続構造体(11)を含んで成る。膨張性充填挿入物は、例えば、自立連続構造体と一体化してよい取付要素(12)を用いて、車両ピラー(1)の内側面に固定され、その後ポリマーマトリックスは加熱によって活性化し膨張する。 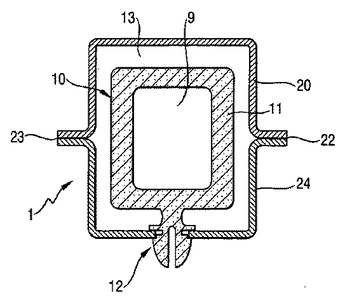 (もっと読む)
(もっと読む)
多目的発泡体、およびその使用方法
【課題】発泡状態が良好な発泡体が得られるようにし、かつ、発泡によりこの発泡体を所望形状にしようとしたり、発泡後の発泡体を所望位置に設置しようとしたりする場合における自由度を向上させるようにする。
【解決手段】発泡体1は、ゴム材料および樹脂材料のうち少なくともいずれか一方の材料と、発泡剤との混合物2と、この混合物2を全体的に気密状に被覆し、この混合物2の発泡時の膨張に抵抗しながら引き伸ばされる被覆体3と、混合物2を被覆した被覆体3を、目的の対象物4の所望部位に取り付け可能とする取り付け具5とを備える。対象物4は、車体13の一部を構成し、空間14をあけて互いに対面する一対の板金材15,16である。発泡体1を上記空間14に挿入して、両板金材15,16の互いの対向面の所望部位に取り付け具5により取り付ける。
(もっと読む)
筒状部材の発泡充填材及び該発泡充填材の車体配設構造
【課題】 材料コストの上昇を招くことなく充填むらを防止できる筒状部材の発泡充填材を提供する。
【解決手段】 短冊状に形成された発泡性基材20をこれの端部20a,20b同士を結合して概ね環形状の環状発泡材14とし、該環状発泡材14に、上記環形状を縮小方向に変形可能とする脆弱部としての切り込み20dを形成する。
(もっと読む)
発泡充填具
【課題】 発泡体の充填性能を維持しつつ、構成部材の収容性を改善することのできる発泡充填具を提供する。
【解決手段】 発泡充填具11は、外部加熱により発泡する発泡部材12を備えている。発泡部材12は、一対の本体部13と一対の本体部13の端部同士を連結する弾性変形部14とを備えた環状に形成されている。この発泡部材12には、弾性変形部14を弾性変形した状態に保持する保持部材15が設けられている。保持部材15は、係合部16と、この係合部16に対向して設けられる被係合部17とから構成されている。保持部材15の少なくとも一部は、外部加熱に伴って熱可塑性を発現する材料から形成されることで、保持部材15による弾性変形部14の保持は、その外部加熱に伴って解除される。
(もっと読む)
加熱発泡シート、充填発泡部材および中空部材の内部空間の充填方法
【課題】 内部空間に突出空間がある場合でも、その突出空間を、格別の部材を用いなくても、簡易に充填することができる充填発泡部材、その充填発泡部材に用いられる加熱発泡シート、さらには中空部材の内部空間の充填方法を提供すること。
【解決手段】 100〜130℃で20分加熱した場合に一方向に伸長し、その伸長方向Aにおける伸長率が、5〜50%である加熱発泡シート3を、加熱発泡材料2を延伸することにより成形して得る。この加熱発泡シート3を充填発泡部材4に用いれば、内部空間7に突出空間9がある場合でも、充填発泡部材4を、加熱発泡シート3の伸長方向Aが突出空間9に向かうにように、主空間8に配置して、発泡すれば、その突出空間9を、格別の部材を用いなくても、簡易かつ低コストで充填することができる。
(もっと読む)
中空構造体用セパレータ部材の取付構造
【課題】係止クリップの突出量を抑えることができる中空構造体用セパレータ部材の取付構造を提供する。
【解決手段】 中空構造体用セパレータ部材の取付構造40は、係止クリップ32、スチフナ16および取付孔38とで構成されている。取付孔38は、セパレータ部材12を取り付けた状態で、セパレータ本体31に対して平行に配置された略長孔状の孔である。係止クリップ32は、取付孔38より小さく形成した張出部42を備え、張出部42が取付孔38を通過した際に、スチフナ16の中央部29に当接する第1、第2の当て部44,45を備え、張出部42が取付孔38を通過した際に、中央部29に当接してセパレータ本体31側に押し下げられる位置決め部46をセパレータ本体31に備える。
(もっと読む)
発泡成形用金型及び発泡成形方法
【課題】 発泡性熱可塑性樹脂粒子の型内発泡成形における熱エネルギーのロスを低減できる発泡成形用金型で、製作または既存金型からの改良が容易で、安全かつ低コストで実施でき、しかも耐久性に優れたものを提供する。
【解決手段】 成形室51の背面側に設けられた蒸気室15、35内面における、成形室空間を構成する中型11、31の蒸気室内面側を除く一部又は全面に、更に、必要により蒸気室15、35に通ずる蒸気配管23、43や蒸気バルブ24、44の内側や表面に、中空ビーズ構造のアルミノ珪酸ソーダガラスを含む熱硬化型水溶性樹脂を熱硬化させた被覆層を形成した。
(もっと読む)
輸送機械用骨格構造部材及びその製造方法
輸送機械の骨格部材(11)内及び/又は骨格部材とその周囲のパネル部材とで囲まれる空間に、複数の粉粒体(18)を結合して固めた固形化粉粒体(16)を配置した骨格構造部材(12)が提供される。固形化粉粒体は、各粉粒体同士が表面融解にて結合するとともに膨張により内圧を発生させる。 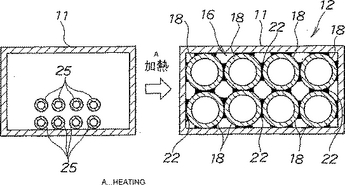 (もっと読む)
(もっと読む)
1 - 20 / 23
[ Back to top ]