
Fターム[4F212UF01]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 成形材料の供給 (86) | 樹脂材料等の供給 (18)
Fターム[4F212UF01]に分類される特許
1 - 18 / 18
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
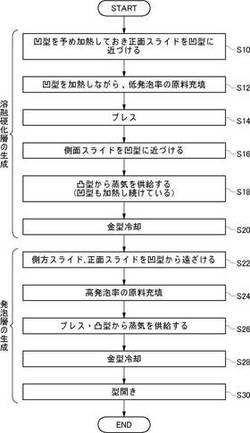
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
発泡成形品の成形装置

【課題】1つの原料充填口を具えた発泡樹脂用の成形装置にて、成形品を容易に多数個取りする。
【解決手段】成形装置1は、固定型2と可動型3を具え、固定型2に成形材料である発泡樹脂ビーズを供給する原料充填口5を設けている。両型2、3の間に、成形材料が充填される複数のキャビティ20を原料充填口5の周りに形成している。可動型3上にて原料充填口5に対向した部位に、成形材料を各キャビティ20に案内するガイド部30が形成されている。可動型3に、キャビティ20内を向いたピン6を設け、固定型2に該ピン6が嵌まる凹部60を形成し、ピン6が凹部60に嵌まる長さは、可動型3のクラッキング時の移動量よりも長く設定されている。
(もっと読む)
ポリプロピレン系樹脂型内発泡成形体の製造方法
【課題】 本発明は、見かけ密度が相互に異なる部分を有する高品質のポリプロピレン系樹脂型内発泡成形体を容易に製造する方法を提供することをその課題とする。
【解決手段】 ポリプロピレン系樹脂型内発泡成形体の製造方法は、型内を2以上の区画に仕切って各区画にポリプロピレン系樹脂発泡粒子を充填し、次いで該ポリプロピレン系樹脂発泡粒子を型内成形することによって、見かけ密度が異なる2以上の単位成形体が隣接して一体的に成形された部分を持ち、該隣接する2つの単位成形体の一方の単位成形体が特定の見かけ密度の高密度単位成形体であり、他方の単位成形体が特定の見かけ密度であって且つ該高密度単位成形体の見かけ密度よりも低い見かけ密度を有する低密度単位成形体である、ポリプロピレン系樹脂型内発泡成形体の製造方法であり、該区画の全てに充填する発泡粒子が引張弾性率1200MPa以上のポリプロピレン系樹脂又はポリプロピレン系樹脂組成物からなると共に、見かけ密度D1(g/L)と、高温ピーク熱量E1(J/g)との関係が特定の式(1)及び(2)を満足する発泡粒子である。
(もっと読む)
車両用フロアスペーサ
【課題】製造効率を高めることができ、出来上がりの形状精度が極めて高い車両用フロアスペーサを提供すること。
【解決手段】車両への設置時に室内側となる上面が水平に形成されている水平パッド2と、車両への設置時に車体側となる底面に複数の突起4が形成されている下肢部衝撃吸収パッド1とからなる車両用フロアスペーサ10Cであり、下肢部衝撃吸収パッド1と水平パッド2は発泡性樹脂粒子によって一体に成形されており、かつ、下肢部衝撃吸収パッド1に形成されている突起4の車両前方側の側面42は水平パッド2の上面に対して垂直または略垂直に形成されている。突起4の車両後方側の側面4a1は水平パッドの上面に対する垂線よりも車両前方側に開いた面となるように形成されており、車両前方側の側面4a2は水平パッド2の上面に対する垂線よりも車両後方側に開いた面となるように形成されていてもよい。
(もっと読む)
三次元ハニカム構造体の製造方法及び装置
【課題】セル径が均一な三次元ハニカム構造体の製造方法及び装置の提供。
【解決手段】有機高分子と溶媒を含む高分子の溶液又は分散液を二重円筒ノズルを用いて、気体と同時に押出して膨張させることによって有機高分子内部にセルを形成せしめ、前記セルを連続的に生成、積層させることによって均一なセル径を持つ三次元ハニカム構造体の製造方法及び装置。
(もっと読む)
反応性樹脂発泡体の製造方法並びに装置
【課題】従来のメカニカルフロス法で発泡体シートを製造する場合、トラバースやドクターナイフを用いて塗布するため、反応遅延せざるを得なかった。また不活性ガスを大量に投入して高気泡化、低密度化した場合、塗布液が流動性を失い、ドクターナイフ塗布のため、表面平滑な製品が得られなかった。
【解決手段】本発明はメカニカルフロス用撹拌機を経た反応性気泡化原料を特定条件のコートハンガー形ダイに導入し、ドクターナイフを使用せずに製品幅のダイ吐出口から直接シート状基材に連続して押し出し塗布して表面平滑な製品を得る。
(もっと読む)
発泡樹脂材の製造方法およびそれに使用される成形機
【課題】製品の外装面に適するような高硬度の表面層を有すると共に、同質の素材から構成されるリサイクルに適した発泡樹脂材を少ない作業工数で成形できるような発泡樹脂材の製造方法およびその製造方法で使用される成形機を提供する。
【解決手段】金型を加熱して前記金型に発泡性原料を充填し、その一部を溶融させる溶融充填工程と、前記充填された発泡性原料の残部を発泡溶着させる発泡溶着工程とから少なくともなるように構成する。それら工程から少なくともなる発泡樹脂材の製造方法で使用される成形機において、金型の近傍に配置されると共に、発泡性原料の一部を溶融可能な温度まで金型を加熱する金型加熱装置を備えるように構成する。
(もっと読む)
発泡コアサンドイッチ板の製造方法
【課題】安価で性能の良い発泡コアサンドイッチ板を製造し得る発泡コアサンドイッチ板の製造方法を提供する。
【解決手段】発泡材とされる芯材2を表面材3、3で挟持した発泡コアサンドイッチ板1を製造する製造方法であって、発泡剤が分散されたフィルム状の樹脂2aを、表面材3、3を形成する板材の間に挟み込み、次いで、フィルム状の樹脂2aを発泡させ、同時に、発泡した樹脂2aと板材3とを接着させる。
(もっと読む)
発泡充填具、及び長尺状中空構造体の補強方法
【課題】長尺状中空構造体に発泡性基体を配置する際の作業性の向上を図ることができるとともに、発泡体を充填する位置についてのばらつきを抑制することのできる発泡充填具、及び長尺状中空構造体の補強方法を提供する。
【解決手段】発泡充填具11は、発泡体を形成する発泡性基体13を備え、バンパリインフォース51の開口部52からバンパリインフォース51の中空部に挿入される。発泡充填具11は、発泡性基体13を固定した長尺状のガイド部14と同ガイド部14に設けられ、前記中空部にガイド部14を位置決めする位置決め部15とを有している。長尺状中空構造体の補強方法では、発泡充填具11をバンパリインフォース51の開口部52から挿入するとともにガイド部14をバンパリインフォース51の所定の位置に位置決めする。その後、発泡性基体13を加熱することにより、発泡性基体13を発泡及び硬化させる。
(もっと読む)
発泡製品の製造方法
発泡製品は、連続気泡フォームの体積の少なくとも90%を占めるボイドを備えた可撓性の連続気泡フォームから成るコア層(1)から始まって製造される。コア層(1)を選択的に上側カバー層(3)及び/又は下側カバー層(2)と一緒に、下側金型面(5)と上側金型面(9)との間で金型(6,8)内に配置する。金型(6,8)を閉鎖し、硬化可能な発泡性の配合物(7)が金型内で発泡するようにして連続気泡フォームのボイドを充填する別のフォームが生じるようにする。少量の発泡性配合物(7)を使用して連続気泡フォームのボイドを充填することができるようにするため、コア層(1)を下側金型面(5)上に敷設し、発泡性配合物(7)を下側金型面(5)上に位置するコア層(1)に吹き付けて、発泡性配合物(7)が重力によって連続気泡フォームコア層(1)中に少なくとも部分的に浸透することができるようにする。さらに、発泡性配合物(7)は、コア層(1)に達したとき、1/sの剪断速度で測定して、1000mPa.s未満の動的粘度を有する。 (もっと読む)
ポリウレタンフォームのモールド成形方法
【課題】ポリウレタンフォームのモールド成形時に一旦発泡した発泡性ビーズが、その後に崩壊して収縮するのを防ぎ、発泡状態が良好なポリウレタンフォームを得られるようにする。
【解決手段】ポリウレタン原料をモールドに充填して発泡させるポリウレタンフォームのモールド成形方法において、ポリウレタン原料に未発泡の発泡性ビーズと無機水和物を添加した混合原料Pをモールド10に充填する。ポリウレタン原料中のポリオール100重量部に対して、未発泡の発泡性ビーズの添加量は5〜70重量部が好ましく、また無機水和物の添加量は10〜60重量部が好ましい。
(もっと読む)
スチレン系樹脂発泡性粒子とその製造方法及びスチレン系樹脂発泡成形体
【課題】 常圧、常温下においても揮発性発泡剤の逸散が少なく、製造後の保管、輸送が容易で、高度に発泡させることができ、かつスチレン樹脂製発泡体よりも耐衝撃性や緩衝性に優れた発泡体を製造可能なスチレン系樹脂発泡性粒子と発泡成形体の提供。
【解決手段】 スチレン系樹脂(a)とスチレン系エラストマー(b)とオレフィン系樹脂(c)とを含む樹脂組成物(i)と、揮発性発泡剤とを含むスチレン系樹脂発泡性粒子であって、前記樹脂組成物(i)は、前記スチレン系樹脂(a)として2〜8質量%のゴム成分を含むスチレン系樹脂60〜80質量%、前記スチレン系エラストマー(b)としてスチレンと共役ジエンとの共重合体又はその水素添加物である樹脂10〜30質量%、及び前記オレフィン系樹脂(c)として密度0.880〜0.910g/cm3の範囲であるポリエチレン系樹脂5〜20質量%からなる混合樹脂であるスチレン系樹脂発泡性粒子。
(もっと読む)
発泡性スチレン系樹脂粒子の製造方法、並びに発泡性スチレン系樹脂粒子およびスチレン系樹脂発泡粒子成形体
【課題】 本発明は、自己消火性能に優れ、加熱減容再生処理における分子量低下が小さいスチレン系樹脂発泡粒子成形体を得ることができる発泡性スチレン系樹脂粒子の製造方法を提供しようとするものである。
【解決手段】 本発明の発泡性スチレン系樹脂粒子の製造方法においては、芳香族ビニルモノマー100重量部に対して0.1〜5重量部の2,3−ジブロモ−2−アルキルプロピル構造を有する臭素系有機化合物を難燃剤として含む芳香族ビニルモノマーを懸濁重合することによりスチレン系樹脂粒子を得ると共に、該重合中または重合後にスチレン系樹脂粒子中に発泡剤を含有させる。
(もっと読む)
カーボン含有スチレン改質ポリエチレン系樹脂粒子と発泡性樹脂粒子、それらの製造方法、予備発泡粒子及び発泡成形体
【課題】剛性、耐衝撃性、耐薬品性及び遅燃性の優れ、黒色の発泡成形体を与えうるカーボン含有スチレン改質ポリエチレン系樹脂粒子を提供することを課題とする。
【解決手段】カーボン含有ポリエチレン系樹脂100重量部に対して、120〜400重量部のスチレン系樹脂が含まれたカーボン含有スチレン改質ポリエチレン系樹脂粒子であって、前記カーボン含有ポリエチレン系樹脂中のポリエチレン系樹脂が、5.5〜8重量%の酢酸ビニルと94.5〜92重量%のエチレンとを共重合させたエチレン−酢酸ビニル共重合体であり、かつ30〜40%の結晶化度を有し、前記カーボン含有スチレン改質ポリエチレン系樹脂粒子が、前記カーボン含有スチレン改質ポリエチレン系樹脂粒子100重量部に対して1〜8重量部のハロゲン系難燃剤を含むことを特徴とするカーボン含有スチレン改質ポリエチレン系樹脂粒子により上記課題を解決する。
(もっと読む)
熱可塑性樹脂型内発泡成形体および製造方法
【課題】 吸音材、通水材等として利用可能な連通した空隙を有するポリプロピレン系樹脂発泡成形体で、部位的な融着強度向上あるいは原料ビーズの剥離を防止しうる熱可塑性発泡樹脂成形体と、簡便で且つ経済的な製造方法を提供すること。
【解決手段】 L/Dが2以上10以下である熱可塑性樹脂予備発泡粒子から形成された部位と、L/Dが0.8以上1.2以下である熱可塑性樹脂予備発泡粒子から形成された部位が略区画状に存在することを特徴とする熱可塑性樹脂型内発泡成形体。
(もっと読む)
導電性発泡ゴムローラの製造方法及び導電性発泡ゴムローラ
【課題】 ゴム主成分がアクリロニトリルブタジエンゴムの加硫発泡したゴムチューブの発泡むら、内径むらを低減し、電子写真装置に有用な低硬度の導電性ゴムローラの製造方法及び導電性ゴムローラを提供すること。
【解決手段】 加硫発泡させたゴムチューブに芯金を圧入し形成する発泡ゴムローラの製造方法であって、ゴムチューブがゴム成分としてアクリロニトリルブタジエンゴムを主成分とし160℃における加硫速度と発泡速度との関係が、
(1)10%発泡時間が0.1〜1分で、発泡進行率10%における加硫進行率が0.1〜0.5%、
(2)90%発泡時間が7〜14分で、発泡進行率90%における加硫進行率が85%以上、
を満たすゴム組成物を押出機によってチューブ状に押出す工程と、
平均昇温速度2〜8℃/分で6〜12分昇温した後に加硫温度に達する加硫発泡工程と、を有する導電性発泡ゴムローラの製造方法、該方法による導電性発泡ゴムローラ。
(もっと読む)
輸送機械用骨格構造部材及びその製造方法
輸送機械の骨格部材(11)内及び/又は骨格部材とその周囲のパネル部材とで囲まれる空間に、複数の粉粒体(18)を結合して固めた固形化粉粒体(16)を配置した骨格構造部材(12)が提供される。固形化粉粒体は、各粉粒体同士が表面融解にて結合するとともに膨張により内圧を発生させる。 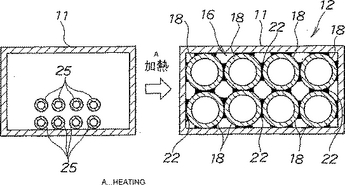 (もっと読む)
(もっと読む)
スチレン系発泡性樹脂粒子、発泡ビーズ及び成形品
【課題】 低VOC(低揮発性有機化合物)性能を有し、使用限界倍数が高いスチレン系発泡性樹脂粒子、スチレン系発泡ビーズ、及び発泡成形品を提供する。
【解決手段】
スチレン系単量体の懸濁重合において、重合後期に、反応槽内の酸素濃度を7体積%以下に低く保ちつつ、スチレン系単量体を添加し、重合途中にあるスチレン樹脂粒子に吸着させて、重合反応を進め、発泡剤としてペンタンを含浸するスチレン系発泡性樹脂粒子の製造方法。この方法により得られる粒子は外側の分子量が選択的に高くなる。発泡剤としてペンタンを含浸することにより、低VOC(低揮発性有機化合物)性能が可能となり、さらに、外側の分子量が高いため、発泡粒子の外観や強度に優れる。
(もっと読む)
1 - 18 / 18
[ Back to top ]