
Fターム[4F212UF23]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 成形材料の供給 (86) | 供給方法、装置 (27)
Fターム[4F212UF23]の下位に属するFターム
Fターム[4F212UF23]に分類される特許
1 - 14 / 14
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
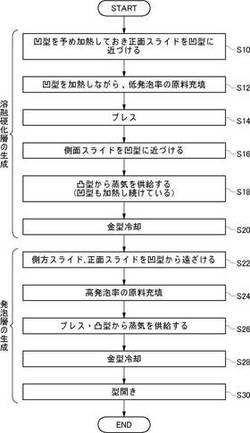
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
ポリプロピレン系樹脂型内発泡成形体の製造方法
【課題】 本発明は、見かけ密度が相互に異なる部分を有する高品質のポリプロピレン系樹脂型内発泡成形体を容易に製造する方法を提供することをその課題とする。
【解決手段】 ポリプロピレン系樹脂型内発泡成形体の製造方法は、型内を2以上の区画に仕切って各区画にポリプロピレン系樹脂発泡粒子を充填し、次いで該ポリプロピレン系樹脂発泡粒子を型内成形することによって、見かけ密度が異なる2以上の単位成形体が隣接して一体的に成形された部分を持ち、該隣接する2つの単位成形体の一方の単位成形体が特定の見かけ密度の高密度単位成形体であり、他方の単位成形体が特定の見かけ密度であって且つ該高密度単位成形体の見かけ密度よりも低い見かけ密度を有する低密度単位成形体である、ポリプロピレン系樹脂型内発泡成形体の製造方法であり、該区画の全てに充填する発泡粒子が引張弾性率1200MPa以上のポリプロピレン系樹脂又はポリプロピレン系樹脂組成物からなると共に、見かけ密度D1(g/L)と、高温ピーク熱量E1(J/g)との関係が特定の式(1)及び(2)を満足する発泡粒子である。
(もっと読む)
反応性樹脂発泡体の製造方法並びに装置

【課題】従来のメカニカルフロス法で発泡体シートを製造する場合、トラバースやドクターナイフを用いて塗布するため、反応遅延せざるを得なかった。また不活性ガスを大量に投入して高気泡化、低密度化した場合、塗布液が流動性を失い、ドクターナイフ塗布のため、表面平滑な製品が得られなかった。
【解決手段】本発明はメカニカルフロス用撹拌機を経た反応性気泡化原料を特定条件のコートハンガー形ダイに導入し、ドクターナイフを使用せずに製品幅のダイ吐出口から直接シート状基材に連続して押し出し塗布して表面平滑な製品を得る。
(もっと読む)
発泡製品の製造方法
発泡製品は、連続気泡フォームの体積の少なくとも90%を占めるボイドを備えた可撓性の連続気泡フォームから成るコア層(1)から始まって製造される。コア層(1)を選択的に上側カバー層(3)及び/又は下側カバー層(2)と一緒に、下側金型面(5)と上側金型面(9)との間で金型(6,8)内に配置する。金型(6,8)を閉鎖し、硬化可能な発泡性の配合物(7)が金型内で発泡するようにして連続気泡フォームのボイドを充填する別のフォームが生じるようにする。少量の発泡性配合物(7)を使用して連続気泡フォームのボイドを充填することができるようにするため、コア層(1)を下側金型面(5)上に敷設し、発泡性配合物(7)を下側金型面(5)上に位置するコア層(1)に吹き付けて、発泡性配合物(7)が重力によって連続気泡フォームコア層(1)中に少なくとも部分的に浸透することができるようにする。さらに、発泡性配合物(7)は、コア層(1)に達したとき、1/sの剪断速度で測定して、1000mPa.s未満の動的粘度を有する。 (もっと読む)
多目的発泡体、およびその使用方法
【課題】発泡状態が良好な発泡体が得られるようにし、かつ、発泡によりこの発泡体を所望形状にしようとしたり、発泡後の発泡体を所望位置に設置しようとしたりする場合における自由度を向上させるようにする。
【解決手段】発泡体1は、ゴム材料および樹脂材料のうち少なくともいずれか一方の材料と、発泡剤との混合物2と、この混合物2を全体的に気密状に被覆し、この混合物2の発泡時の膨張に抵抗しながら引き伸ばされる被覆体3と、混合物2を被覆した被覆体3を、目的の対象物4の所望部位に取り付け可能とする取り付け具5とを備える。対象物4は、車体13の一部を構成し、空間14をあけて互いに対面する一対の板金材15,16である。発泡体1を上記空間14に挿入して、両板金材15,16の互いの対向面の所望部位に取り付け具5により取り付ける。
(もっと読む)
発泡樹脂成形容器及びその製造方法
【課題】容器内面に表皮層を有しかつ凹部及び凸部の少なくとも一方による段差部を有する発泡樹脂成形容器で、凸部上端の段部あるいは凹部下端の段部等においても充分な保形強度を保有できる容器を容易に成形できるようにする。
【解決手段】容器内面に合成樹脂フィルムやシートよりなる表皮層1が形成され、容器内面に凹部15及び凸部の少なくとも一方による段差部を有する発泡樹脂成形容器において、容器内面の段差部の少なくとも一部を含む所要領域に、これに対応した成形品よりなる補強部材5を表皮層1と発泡樹脂Fとの間に介設して一体化させる。
(もっと読む)
筒状部材の発泡充填材及び該発泡充填材の車体配設構造
【課題】 材料コストの上昇を招くことなく充填むらを防止できる筒状部材の発泡充填材を提供する。
【解決手段】 短冊状に形成された発泡性基材20をこれの端部20a,20b同士を結合して概ね環形状の環状発泡材14とし、該環状発泡材14に、上記環形状を縮小方向に変形可能とする脆弱部としての切り込み20dを形成する。
(もっと読む)
発泡充填具
【課題】 発泡体の充填性能を維持しつつ、構成部材の収容性を改善することのできる発泡充填具を提供する。
【解決手段】 発泡充填具11は、外部加熱により発泡する発泡部材12を備えている。発泡部材12は、一対の本体部13と一対の本体部13の端部同士を連結する弾性変形部14とを備えた環状に形成されている。この発泡部材12には、弾性変形部14を弾性変形した状態に保持する保持部材15が設けられている。保持部材15は、係合部16と、この係合部16に対向して設けられる被係合部17とから構成されている。保持部材15の少なくとも一部は、外部加熱に伴って熱可塑性を発現する材料から形成されることで、保持部材15による弾性変形部14の保持は、その外部加熱に伴って解除される。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】成形体の表面外観品質に優れ、均一性の高い発泡セル径が安定的に得られ、発泡率の高い熱可塑性樹脂発泡成形体と、その製造方法の提供を目的とする。
【解決手段】キャビティ容積を可変する可動コアを有する金型内に、予め不活性ガスを注入する工程と、化学発泡剤を混練した溶融樹脂に超臨界流体を浸透させてこの溶融樹脂を金型内に充填する工程と、溶融樹脂の金型内充填時に可動コアをキャビティ容積が増大する方向に後退させる工程とを有することを特徴とする熱可塑性樹脂発泡成形体の製造方法とした。
(もっと読む)
微小気泡の作成方法
【課題】機械的方法により、有機物液体中に広範囲な種類の気体の微小気泡を容易に作成する方法を提供する。
【解決手段】気体を含む高分子モノマー、高分子溶液、高分子エマルジョン、高分子サスペンションもしくは高分子ゾル等の有機物液体を高速で流動させ、その流体経路の幅に規則的あるいは不規則に広狭の変動を与え、これに対応して生ずる流体の圧力変動を利用して高分子液体中に微小な気泡(直径10μm〜0.1μmのものを含む)を生成させる。
(もっと読む)
発泡充填具
【課題】 取着位置の設定に対する自由度を高めることができる発泡充填具を提供する。
【解決手段】 発泡充填具11は、外部加熱により発泡する発泡部材12と、その発泡部材12を支持する支持部13とを備えている。支持部13は、第1支持部14及び第2支持部15を備えて構成される。第1支持部14の基端部及び第2支持部15の基端部には、各支持部14、15を連結する連結部材19が設けられている。第1支持部14及び第2支持部15は、それらの先端部が離間する方向へ延びるようにそれぞれ連結部材19に連結されている。第1支持部14が有する第1支持面と、第2支持部15が有する第2支持面とは、非同一平面に配設されている。この発泡充填具11は、ピラー31における内部の空隙に発泡体を充填するものであり、この発泡体によってピラー31の吸音性、遮音性、制振性、防塵性等が高められる。
(もっと読む)
複合成形品とその製造方法及び製造装置
【課題】 熱可塑性樹脂発泡成形品の表面にシートが積層された複合成形品を高い成形精度で製造する方法、それに用いる製造装置、及び前記方法で得られた複合成形品の提供。
【解決手段】 成形型を構成する第1の型と第2の型の間に熱可塑性樹脂シートを張設し、該熱可塑性樹脂シートを加熱、軟化せしめた後、第1の型と第2の型を型締めして製造する複合成形品の外形と合致するキャビティを形成し、第1の型側からキャビティを通してシート押圧部材を第2の型に近接せしめ、軟化した熱可塑性樹脂シートを第2の型側に押圧し、次いでシート押圧部材を元の位置に戻し、キャビティ内に熱可塑性樹脂発泡粒子を充填し、次いで成形型を熱可塑性樹脂発泡粒子の融着温度以上の温度に加熱して型内成形し、熱可塑性樹脂発泡成形品の表面に熱可塑性樹脂シートからなる表皮が積層されてなる複合成形品を製造することを特徴とする複合成形品の製造方法。
(もっと読む)
発泡充填具及び発泡充填具の取り付け構造
【課題】 中空構造体の中空室内における錆の発生を抑制することができ、中空空構造体にひずみを生じさせることがなく、中空構造体の組立を容易とする発泡充填具、及び発泡充填具の取り付け構造を提供すること。
【解決手段】 発泡充填具1は、平板状部材である押し当て部3、5を備えており、それらは略くの字型の部材である弾性変形部7により連結されている。弾性変形部7は、押し当て部3と押し当て部5とを近づけようとする向きの力が加えられたときは、その屈曲部の角度が小さくなるように弾性変形する。押し当て部3の上面には、板状部材である突起部9が立設されている。
(もっと読む)
中空構造物の中空室遮断具
【課題】 中空構造物の中空室内に遮断具本体をしっかりと固定することのできる中空構造物の中空室遮断具を提供する。
【解決手段】 加熱により発泡して発泡体となる発泡性基材24と、前記発泡性基材24の表裏両面のうち少なくとも一方の面に配設されるホルダプレート21,22によって遮断具本体20が構成されるとともに、前記遮断具本体20を中空構造物の中空室内に固定するための固定手段を備える中空構造物の中空室遮断具10であって、前記固定手段は、前記中空構造物の壁面を間に挟んで前記遮断具本体20と反対側に配設される固定具本体30と、前記中空構造物の壁面に設けられた取付孔55a,55bを貫通するとともに、前記固定具本体30と前記遮断具本体20とを連結する連結部材40によって構成されている。これにより、中空構造物の中空室内に遮断具本体20がしっかりと取り付けられる。
(もっと読む)
1 - 14 / 14
[ Back to top ]