
Fターム[4F213AA29]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 樹脂材料等(主成形材料) (2,396) | ポリアミド(←蛋白質、ナイロン) (113)
Fターム[4F213AA29]の下位に属するFターム
全芳香族ポリアミド (10)
Fターム[4F213AA29]に分類される特許
41 - 60 / 103
樹脂製トレイ
【課題】 容易に剥離や脱落を起こらない防滑材が上部表面に形成された滑り難い載置面を有するトレイであって、かつトレイ自体も滑り難いという特性を有する樹脂製トレイ及びその製造方法を提供すること。
【解決手段】 トレイ表面部とトレイ底面部に複数の防滑部材を有しており、表面部の防滑部材と底面部の防滑部材が、結合部によって連結しており、結合部の水平断面積が該防滑部材の水平断面積のいずれよりも小さいことを特徴とする樹脂製トレイ、及び予め表面または表面および底面に形成させた防滑部材用の凹部と、表面の凹部の下表面から底面または底面に形成された凹部の上表面まで貫通して形成されている孔部を有するトレイ状成形体を形成させ、続いて射出成形によって防滑部材を形成させる樹脂製トレイの製造方法。
(もっと読む)
レーザー焼結によって3次元物体を製造する方法
本発明は、レーザー焼結によって3次元物体を製造する方法に関する。物体は、レーザー放射によって、それぞれの層の物体に対応する位置において粉末状材料を層単位で固化することによって形成される。IR放射画像が塗布された粉末層において取得される。本方法は、塗布された粉末層の不完全性及び/又は幾何学的不規則性がIR放射画像に基づいて求められることを特徴とする。  (もっと読む)
(もっと読む)
配向成形品ならびにその製造および使用方法
本発明は、ハウジングに配置の前に成形品の配向と関連する問題および不都合を処理する複合体と方法とを提供する。いくつかの実施例では、本発明の複合体および方法は、増加製造時間および汚染の可能性の増大などの手作業での組立に関連する障害なくしてハウジングの配置のための適切な配向を成形品に提供できる。その結果、ハウジングに配置された高分子品を含む製品のメーカーとユーザは等方性形状と均質特性を有する成形品の使用に制限されない。  (もっと読む)
(もっと読む)
改良されたシーリング組成物
液体キャリヤー、1ないし複数の増粘沈殿防止剤、1ないし複数の充填剤およびシーラント、ならびに1ないし複数のポリアクリレートを含む、パンクしたタイヤのシーリング用シーラント組成物。 (もっと読む)
複合ギア
本発明の歯車は、コアと歯とを含み、前記コアは第1の材料を含み、前記歯は、コアの第1の材料とともに、その上に表皮として成形された第2の材料を含み、歯底における前記表皮の厚さが、歯のピッチ線における前記表皮の厚さより厚い。  (もっと読む)
(もっと読む)
ニアネットシェイプ製品の3D印刷

開示する方法は、セラミック−金属複合体のようなセラミック含有製品などのニアネットシェイプ成形製品の製造に関する。本方法は、構築材料及びバインダーの混合物を形成し、この混合物を表面上に堆積させて混合物の層を形成することを包含する。次に、活性化剤流体を層の少なくとも1つの選択された領域に施してバインダーを構築材料に結合させて形成されたパターンを得る。これらの工程を繰り返して多孔質白地を形成し、これを熱処理して約30%〜約70%の多孔度を有する多孔質素地プリフォームを得ることができる。次に、素地に溶融金属のような溶融材料を含浸させる。構築材料がSiCである場合には、用いる溶融金属はSiであり、SiC−Si複合体が生成する。 (もっと読む)
選択的レーザー焼結用複合材料粉末
【課題】選択的レーザー焼結法に使用する材料で、繰り返し使用しても機械強度の低下や樹脂粉末とフィラーの分離が起こらない、リサイクル性に優れた複合材料粉末を提供する。また、樹脂単独で造形した成形物に比べて、曲げ弾性率、引張弾性率が高く、軽量な複合材料を提供する。さらに、静電防止から導電性を有する複合材料を提供する。
【解決手段】真比重0.8〜2.0、球形度0.8〜1.0、平均粒径10〜150μmの融点を持たない球状骨材、及び平均粒径30〜150μmの樹脂粉末とを混合した複合材料を選択的レーザー焼結法に供する。また、該骨材として球状カーボンを使用した場合、静電防止から導電性を有する複合材料を得ることができる。
(もっと読む)
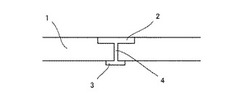
圧力容器および圧力容器の製造方法
【課題】圧力容器の耐久性を向上させる。
【解決手段】ライナ10と、ライナ10の外周部分を被覆する繊維強化樹脂層12と、を備え、ライナ10と、繊維強化樹脂層12との境界部分に、複数の樹脂溜り部18を有する。かかる圧力容器100は、面一形状の外側表面に複数の窪みを有するライナ10を作製し、FW法により製造することが可能であり、繊維強化樹脂層12の内側部分におけるVfの上昇を抑える。
(もっと読む)
三次元物体の層状製造方法
本発明は、三次元物体の層状製造方法に関する。該方法は、キャリア上又は選択位置で既に圧密化された層上に粉末材料又は液体材料の層を作製する第1の工程と、層の選択位置への集束フォトンビーム又は集束粒子ビーム(8’)の選択的方向付けから成る第2の工程とから成る。第2の工程において、フォトンビーム又は粒子ビームは、層へ衝突する間に材料の吸収性の変化を誘起するように選択される。第2の工程の完了後、材料が、形成される物体の断面に相当する層の位置で均質に圧密化されるように、層を電磁放射線(18’)で照射する第3の工程を実行する。 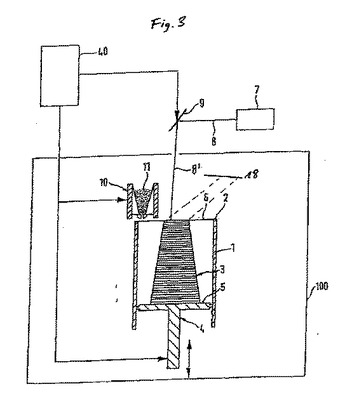 (もっと読む)
(もっと読む)
突起付ベルトの製造方法及び突起付ベルト
【課題】低摩擦係数の樹脂を突起として使用することで突起の耐摩耗性を上げ、突起のベルトからの剥離と早期損傷を防ぐ突起付ベルトの製造方法とその方法を使用した突起付ベルトを提供する。
【解決手段】突起体をベルトの背面に起立させて一体的に設ける突起付ベルトの製造方法において、熱硬化性樹脂成形物からなる歯付ベルト本体1背面にシアノアクリレート系接着剤、クロロプレンゴム系接着剤又はエポキシ樹脂系接着剤のうちから選ばれた一つを塗布し、上記接着剤の塗布が行われた該熱硬化性合成樹脂成形物上に耐摩耗性を有する熱可塑性樹脂を射出成形することにより熱硬化性合成樹脂成形物と熱可塑性合成樹脂成形物とを固着一体成形し、熱可塑性合成樹脂成形物の突起5,7を形成する突起付ベルトの製造方法及びその方法を使用した突起付ベルト。
(もっと読む)
現像剤量規制ブレードのブレード部材の製造方法および現像剤量規制ブレードの製造方法
【課題】金型を使用しないブレード部材の製造方法およびこのブレード部材を用いた現像剤量規制ブレードの製造方法を提供する。
【解決手段】電荷制御面の面転写用シートとなる面転写用溶融樹脂と、ブレード部材用溶融樹脂とを、多層インフレーション法により、共押出し、電荷制御面の面転写用シートとブレード部材層が積層された円筒体を形成し、該円筒体を押出し方向に平行に切断し、1枚以上の多層シートとした後、該多層シートをブレード部材の形状に切断する、或いは、該多層シートに支持体を帖着して得られる多層体をブレードの形状に切断する。この多層シートの製造に際し、面転写用溶融樹脂及びブレード部材用溶融樹脂の層間に粘着性低減剤を吐出しつつ行なう。
(もっと読む)
複合粉末、成形法における該粉末の使用および該粉末から製造される成形体
【課題】それぞれの粉末層の領域が電磁エネルギーの導入により選択的に溶融される、層状に作業される方法において使用するための複合粉末、成形法における該粉末の使用および該粉末から製造される、軽量で、同時に高い弾性率を有する成形体を提供する。
【解決手段】複合粉末は、少なくとも1のポリマー粉末および膨張ガラス粒子を含有する。
【効果】良好に再現性のある加工法で成形体を製造することが可能となり、得られる成形体は密度に対して強度が高い。
(もっと読む)
耐熱性樹脂チューブの製造方法
【課題】色相や清浄性が重要な用途や医療用途にも好適に適用可能な、外観の良好な耐熱性樹脂チューブの製造方法を提供すること。
【解決手段】少なくとも表面が銅よりも酸化しにくい金属材料からなる金属線状体に、耐熱性樹脂塗料を塗布し、耐熱性樹脂塗料を硬化して耐熱性樹脂層を形成し、金属線状体と耐熱性樹脂層とを分離する。
(もっと読む)
樹脂ホースおよびその製法
【課題】層間接着性に優れるとともに、燃料や冷媒等に対する低透過性に優れた樹脂ホースおよびその製法を提供する。
【解決手段】フッ素系樹脂、ポリエステル系樹脂、ポリフェニレンサルファイド(PPS)、エチレン−ビニルアルコール共重合体(EVOH) 、もしくはこれら材料の少なくとも一つが海相を形成するアロイ材からなる内層1の外周にポリアミド系樹脂製外層2が形成された樹脂ホースであって、上記内層1の外周面が、減圧下で周波数433MHz〜2.45GHzのマイクロ波プラズマ処理により粗面化され、その粗面にポリアミド系樹脂外層2が直接積層形成されている。
(もっと読む)
高分子材料の直接造形法および直接造形装置
【課題】材料自体の硬軟、粘着性の有無、軟化点・融点や曲げ強度などの制約が無く、また、フィラメント状材料を不要とし任意の材料形態を使用可能であり、高融点の樹脂においても造形が可能で、造形時間が短く生産性に優れた直接造形法および装置を提供する。
【解決手段】本発明のスキャフォールドの直接造形法および装置は、気体加圧ディスペンサを用いて、加熱融解された融解高分子材料がノズルから押し出され、ノズルの吐出位置が制御されることにより三次元構造体が形成されるものである。加圧気体に高分子材料に対して不活性なガス(窒素、二酸化炭素)を使用することにより、材料、特に生分解性高分子や生理活性物質の熱分解による酸化物の生成を抑制することができる。ポリグリコール酸やポリ乳酸などの高融点の樹脂による造形が可能であり、かつ、20mm/秒以上の速度で直接造形できるため、造形時間が短く、生産性に優れている。
(もっと読む)
射出成形キャニスター
【課題】バリア性と低温での耐衝撃性とのバランスに優れた射出成形キャニスターを得る。
【解決手段】ポリアミド系樹脂組成物を射出成形してなる本体と蓋からなり、本体と蓋を溶着し一体化した自動車用キャニスターであって、該ポリアミド系樹脂組成物が(a)ポリアミド樹脂95〜60重量部、(b)変性ポリオレフィン樹脂2〜20重量部、(c)未変性ポリオレフィン樹脂2〜20重量部、(d)ポリフェニレンスルフィド樹脂1〜20重量部から構成される樹脂組成物であって、該樹脂組成物中に電子顕微鏡で観察される樹脂相分離構造において(a)ポリアミド樹脂が連続相、(d)ポリフェニレンスルフィド樹脂が分散相を形成し、(d)ポリフェニレンスルフィド樹脂が1〜300nmの分散粒径で分散していることを特徴とするポリアミド樹脂組成物を用いた射出成形キャニスター。
(もっと読む)
伝動ベルトの製造方法
【課題】外型2に対する伝動ベルトの固着を解消して脱型の作業性を向上でき、更に既存のベルト成形装置に対して容易に導入できる伝動ベルトの製造方法を提供する。
【解決手段】(a)加硫前の圧縮ゴム層51を含む第一スリーブ60を形成し、(b)第一スリーブ60を拡径させて型付部9に押圧して、この第一スリーブ60にリブ54を形成する。(c)第二層部52bの外周面上に心線52cを巻回して、加硫前の接着ゴム層52としての第二スリーブ61を形成し、(d)第一スリーブ60の内周面に対して第二スリーブ61を押圧して積層し、この積層により形成される積層物としてのベルトスリーブ50を加硫する。(e)ベルトスリーブ50を冷却して、脱型する。上記(e)工程において、ベルトスリーブ50に対する冷却を終える前に、押圧状態を少なくとも一度解除して心線52cを熱収縮させると共に再び該押圧状態へと戻す。
(もっと読む)
成型ハニカムを製造する方法及びその方法により製造されたハニカム
本発明は、ハニカムを製造する方法であって、ハニカムが、ハニカムの面を形成するエッジを有するセルを含み、面は、複数の点で画定され、かつ曲率のある領域を有し、点の少なくとも2つが、異なる接平面に位置しており、
a)融点が120℃〜350℃の5〜50重量部の熱可塑性材料と、1デニール当たり600グラム(1dtex当たり550グラム)以上の弾性率を有する50〜95重量部の高弾性率繊維とを、壁中の熱可塑性材料と高弾性率繊維との総量に基づいて含む複数のシートを、接着剤の平行な線に沿ってボンディングする工程と、
b)ボンドされたシートを、シートの面に垂直な方向に引き離して、セルを有するハニカムを形成する工程と、
c)ハニカムを加熱して、熱可塑性材料を軟化する工程と、
d)ハニカムを、曲率のある領域を有するモールド内または型上で、曲げる、成型する、または成形する工程と、
e)モールドまたは型の曲率のある領域の形状を保持するためにハニカムを冷却する工程とを含む方法に関する。
ハニカムを製造する他の方法は、ハニカムを樹脂で含浸し、B段階とする、かつ/または硬化する工程を含む。
本発明はまた、曲率のある領域におけるハニカムセルの25パーセント未満が180°を超える凹角を有する、本方法により製造された成型ハニカムにも関する。
(もっと読む)
成型ハニカムの製造方法及びそれにより製造されたハニカム
本発明は、ハニカムを製造する方法であって、ハニカムは、ハニカムの面を形成するエッジを有するセルを含み、面は、複数の点で画定され、点の少なくとも2つが、異なる接平面に位置しており、
a)融点が120℃〜350℃の熱可塑性材料と、1デニール当たり600グラム(1dtex当たり550グラム)以上の弾性率を有する高弾性率繊維とを含む複数のシートから、拡張したセルを有するハニカムを形成する工程と、
b)ハニカムを熱硬化性樹脂で含浸する工程と、
c)熱硬化性樹脂を硬化または部分的に硬化して、硬化または部分的に硬化したハニカムを形成する工程と、
d)硬化または部分的に硬化したハニカムを、接着剤の平行な線の面に垂直な方向にプレスして、熱硬化性樹脂の少なくとも一部を破断する工程と、
e)プレスしたハニカムを、接着剤の平行な線の面に垂直な方向に引き離して、破断点を有するハニカムを形成する工程と、
f)破断点を有するハニカムを、モールド内または型上で、曲げる、成型する、または成形する工程と、
g)ハニカムを加熱して、熱可塑性材料を破断点まで流す工程と、
h)モールドまたは型の形状を実質的に保持するためにハニカムを冷却する工程と
を含む方法に関する。
本発明はまた、この方法により製造された成型ハニカムであって、25パーセント未満のハニカムセルが、180度を超える凹角を有するハニカムに関する。
(もっと読む)
樹脂−ゴム複合曲がりホース成型金型および成型方法
【課題】複雑な三次元形状を有し内面にしわやこぶ等の欠陥のない高品質の樹脂−ゴム複合曲がりホースを、低コストに製造可能な成型金型を提供する。
【解決手段】樹脂チューブの外側に複数のゴム層とこの複数のゴム層間に介在する補強層とを被覆された樹脂−ゴム複合曲がりホース成型金型であって、所望とする三次元形状を有する所定長の金型マンドレル2と、この金型マンドレル2を未加硫の樹脂−ゴム複合ホース11に挿入して前記金型マンドレル2の両端を固定するための固定金具3,4と、この固定金具3,4によって前記金型マンドレル2が所定形状に固定される共通台座5とからなると共に、前記金型マンドレル2が長手方向に2分割されてなる樹脂-ゴム複合曲がりホース成型金型1。
(もっと読む)
41 - 60 / 103
[ Back to top ]