
Fターム[4F213AD17]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (746) | 形状、構造 (542) | 多孔体、発泡体 (16)
Fターム[4F213AD17]に分類される特許
1 - 16 / 16
複合管、及び複合管の製造方法
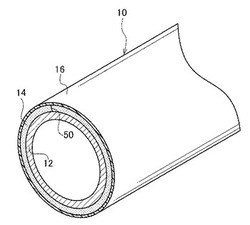
【課題】シート状部材の端部同士の接合を行わなくても、このシート状部材を管体の外周面を覆った状態で保持することが可能な複合管、及びこの複合管の製造方法を提供する。
【解決手段】複合管10は、管体12と、管体12の外周面を覆うシート状部材14と、シート状部材14の全外周面を覆う継ぎ目のない保持層16とによって構成されている。これにより、シート状部材14の端部が保持層16によって覆われるので、シート状部材14の端部同士の接合を行わなくても、このシート状部材14を管体12の外周面を覆った状態で保持することができる。
(もっと読む)
自動車用ダクトの製造方法

【課題】多孔質体の目付量や厚みを増大させることなく剛性を高めて製造時の破れを生じ難くし、軽量で、通気量のコントロールが可能な自動車用ダクトの製造法の提供を目的とする。
【解決手段】多数の貫通孔22を有する合成樹脂シート21の片面に重ねて加熱し、合成樹脂シート21を凸型59へ向ける一方多孔質体31を凹型57へ向け、凹型57と凸型59で合成樹脂シート21と多孔質体31をプレスすることにより断面凹状のダクト半体とし、その後、ダクト半体同士の側部を接合することにより自動車用ダクトとする。合成樹脂シート21は多孔質体31よりも融点の低いものとし、合成樹脂シート21と多孔質体31の加熱温度を、合成樹脂シート21の融点以上で多孔質体31の融点より低くする。
(もっと読む)
発泡補強部材が配設された中空構造物及びその製造方法
【課題】中空本体の内部に発泡接着剤を介して発泡補強部材が配設された中空構造物において、発泡接着剤の発泡倍率の高い部分によって中空構造物への補強部材の補強効果が低下する場合においても、中空構造物への補強部材の補強効果が低下することを抑制する。
【解決手段】中空本体17の内部に発泡接着剤15を介して発泡補強部材30が配設された中空構造物10において、発泡補強部材30は、複数の接着面部31、32、33、34と複数の接着面部31、32、33、34のうち少なくとも2つの接着面部を連結するリブ37とを備え、複数の接着面部31、32、33、34はそれぞれ発泡成形され、リブ37は、複数の接着面部31、32、33、34のうち少なくとも2つの接着面部における発泡接着剤15の発泡倍率が発泡接着剤15の他の部分より低い部分によって中空本体17と接着結合される部分どうしを連結するように設けられる。
(もっと読む)
プラスチックから複合材構成要素を製造するための方法、その方法に従って製造された複合材構成要素、およびそのような複合材構成要素の使用
本発明は、複合材構成要素(100)を製造するための方法であって、
1.1 少なくとも1層の裏当て層(114)および少なくとも1層の着色層(112)でできた装飾複合材(110)を製造するステップと、
1.2 少なくとも1層の外層(132;136)およびそれに接続された少なくとも1つのスペーサ(134)でできた構造複合材(130)を製造するステップと、
1.3 装飾複合材(110)と構造複合材(130)との間に接続層(120)を導入するステップと、
1.4 接続層(120)を硬化させながら、構造複合材(130)と装飾複合材(110)を接合するステップと
を含む方法に関する。 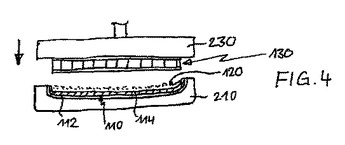 (もっと読む)
(もっと読む)
熱可塑性樹脂発泡成形品の製造方法
【課題】外観に優れた熱可塑性樹脂発泡成形品の製造方法を提供する。
【解決手段】部分的に熱可塑性樹脂製の機能性部材が融着されてなる熱可塑性樹脂発泡成形品の製造方法において、以下の工程を含む。
(1)原料熱可塑性樹脂発泡シートを加熱して軟化させる工程。
(2)熱可塑性樹脂発泡シートを賦形するための成形部を有し、該成形部に前記機能性部材の形状に対応する凹部を有する雌雄一対の金型間に、工程(1)で軟化させた熱可塑性樹脂発泡シートを供給する工程。
(3)金型クリアランスが所定形状厚みになるように型締めしたのち、または所定形状厚みになると同時に、
(4)前記凹部に通ずるように金型内に設けられた樹脂通路を通じて溶融状態の熱可塑性樹脂をインラインスクリュー式樹脂供給機のスクリューを前進させずに回転させることにより該凹部に供給する工程。
(5)工程(4)で成形された熱可塑性樹脂発泡成形品を冷却して、金型から取り出す工程。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】自動車用内装部品並びにその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の端末処理作業を簡素化する。
【解決手段】ドアトリム本体20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される補強機能を有する樹脂リブ22と、発泡樹脂基材21の表面に積層される加飾材23とから構成する。そして、発泡樹脂基材21と加飾材23を接着するためのホットメルトシート24を加飾材23側に予めラミネートしておき、成形上下型41,42の型締めにより、加熱軟化処理した発泡樹脂シートSを絞り成形して発泡樹脂基材21を所要形状に成形するとともに、加飾材23と一体化する。その後、ドアトリム本体20を脱型して、加飾材23の巻込みシロ26裏面側のホットメルトシート24Aを加熱溶融させて巻込みシロ26を発泡樹脂基材21の裏面側に巻込み処理することにより、端末処理作業を簡素化する。
(もっと読む)
弾性ローラの製造方法、定着装置及び画像形成装置
【課題】例えば画像形成装置の定着装置に装着されたときに、高品質の画像を安定して形成することに貢献する弾性ローラの製造方法、並びに、高品質の画像を安定して形成することのできる定着装置及び画像形成装置を提供すること。
【解決手段】軸体2の外周面に形成された発泡弾性層3と、前記発泡弾性層3の外周面に設けられたスリーブ4とを備えた弾性ローラ1の製造方法であって、軸体2の外周面に発泡弾性層3を備えたローラ原体を0.15〜0.48MPaの圧力環境下に置いて前記発泡弾性層3を加圧圧縮し、前記ローラ原体を前記スリーブ4内に挿入し、前記圧力環境の加圧状態を解除することを特徴とする弾性ローラ1の製造方法、並びに、この弾性ローラ1の製造方法によって製造された弾性ローラ1を備えた定着装置及び画像形成装置。
(もっと読む)
表皮付ポリプロピレン系樹脂発泡成形体
【課題】表皮材の肉厚が薄く軽量性、機械的物性、表皮材と発泡粒子成形体との融着性および発泡粒子同士の融着性に優れた表皮付ポリプロピレン系樹脂発泡粒子成形体。
【解決手段】表皮付ポリプロピレン系樹脂発泡粒子成形体ブロー成形により得られた中空成形体10内にポリプロピレン系樹脂発泡粒子成形体20が位置してなる表皮付ポリプロピレン系樹脂発泡成形体であって、該表皮を形成している樹脂が、熱流束示差走査熱量測定における80〜140℃の部分融解熱量が15J/g以上、かつ部分融解熱量と全融解熱量との比が0.2以上であるポリプロピレン系樹脂であり、該表皮の厚みが0.3〜3.5mm、該発泡粒子成形体の見かけ密度が0.015〜0.15g/cm3であり、表皮の厚みが0.5〜3.5mmで、発泡粒子成形体の密度が0.02〜0.1g/cm3であることを特徴とする。
(もっと読む)
多層部品の製造方法
本発明は、成型コア(5)及び可撓性のポリウレタンスキン層(4)を含む多層部品の製造方法に関する。コア自体は、詳細にはショアA硬度が60超の熱可塑性材料である、基質材料で作られる成型された基質層(1)を含む。可撓性ポリウレタンスキン層(4)は、コア表面の少なくとも第一エリア上にポリウレタン反応混合物を密閉金型(11,12)中で成型する、反応被覆成型(ROM)プロセスに依り製造される。成型コア(5)は、該基質層(1)に加えて、基質層(1)上に成型される、及び/又は基質層(1)がその上に成型される柔軟性材料を含む。この成型された柔軟性材料はショアA硬度が60未満であり、可撓性ポリウレタン層(4)と、基質層(1)及び/もしくはROMプロセス中に金型(11,12)の内壁に作用するシール部(3)との間隙に柔軟層(2)を形成する。 (もっと読む)
熱可塑性樹脂発泡成形品の製造方法
【課題】所定形状に賦形された熱可塑性樹脂発泡シートに部分的に機能性部材が融着されてなる、外観良好な熱可塑性樹脂発泡成形品の製造方法を提供する。
【解決手段】製造方法は(1)前記機能性部材を賦形するための凹部5が形成された成形面を有する平板状の成形型Aと平板状の成形型Bとの間に、熱可塑性樹脂発泡シート1を供給する工程(2)成形型Aと成形型Bを型閉めする工程(3)工程(2)で該成形型Aの成形面に形成されてなる凹部の開口部を前記熱可塑性樹脂発泡シートで塞いだ状態で、成形型A内に設けられた樹脂通路4を通じて発泡剤を含有する溶融状熱可塑性樹脂を該凹部に供給し、該発泡剤を含有する溶融状熱可塑性樹脂と前記熱可塑性樹脂発泡シートとを融着一体化する工程よりなる。(4)発泡剤を含有する溶融状熱可塑性樹脂の供給を停止すると同時または停止した後に、型開きして熱可塑性樹脂発泡成形品を取り出す工程よりなる。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理を簡単かつ廉価に実施する。
【解決手段】内装部品(ドアトリムアッパー)20は、軽量で保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22とを備えている。そして、発泡樹脂シートSを加熱軟化処理後、成形金型40内に投入し、成形金型40の型締めにより、発泡樹脂シートSを所望の曲面形状にプレス成形するとともに、その内面側に樹脂リブ22を射出成形により一体化する。そして、発泡樹脂基材21の成形時に、製品キャビティCの外周に設けられた潰し用ブロック44,45,46により、巻込みシロ25を一体に形成し、成形後、成形金型40から脱型して、この巻込みシロ25を簡単に巻込み処理することで、外周部見栄えと強度をアップさせる。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理する際、加熱治具70に低温用ヒーター71、高温用ヒーター72の2段のヒーター71,72を設け、巻込み支点部213は、高温用ヒーター72により充分に加熱処理し、巻込みシロ24は低温用ヒーター71により加熱処理し、溶融面の凹凸を解消し、円滑な巻込み操作を可能とする。
(もっと読む)
導電性発泡ゴムローラの製造方法及び導電性発泡ゴムローラ
【課題】 ゴム主成分がアクリロニトリルブタジエンゴムの加硫発泡したゴムチューブの発泡むら、内径むらを低減し、電子写真装置に有用な低硬度の導電性ゴムローラの製造方法及び導電性ゴムローラを提供すること。
【解決手段】 加硫発泡させたゴムチューブに芯金を圧入し形成する発泡ゴムローラの製造方法であって、ゴムチューブがゴム成分としてアクリロニトリルブタジエンゴムを主成分とし160℃における加硫速度と発泡速度との関係が、
(1)10%発泡時間が0.1〜1分で、発泡進行率10%における加硫進行率が0.1〜0.5%、
(2)90%発泡時間が7〜14分で、発泡進行率90%における加硫進行率が85%以上、
を満たすゴム組成物を押出機によってチューブ状に押出す工程と、
平均昇温速度2〜8℃/分で6〜12分昇温した後に加硫温度に達する加硫発泡工程と、を有する導電性発泡ゴムローラの製造方法、該方法による導電性発泡ゴムローラ。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなる。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、その後、巻込み駒81により巻込みシロ24を起立させるとともに、加熱治具70として屈折構造、巻込み駒81として回動機構を採用し、巻込みシロ24を加熱しながら巻込み処理するとともに、ヒーター77を巻込みシロ24から垂直方向に離脱させることで、溶融面の凹凸を解消し、円滑で迅速な巻込み処理操作を行なう。
(もっと読む)
被覆材付プラスチック管およびその製造方法
【課題】 配管部品を組立加工する際に、長尺の被覆材付プラスチック管から所定寸法の配管用部材を切り出したときでも、被覆材が殆ど収縮せず、切断端部からプラスチック管が突き出した状態とならない被覆材付プラスチック管を提供する。
【解決手段】 発泡ポリオレフィン層にポリオレフィン外被層が積層された複合シート24とプラスチック管1とを、円錐筒状ガイド4の広径入口部から挿通させ、複合シートをプラスチック管の外周を被うように丸く屈曲させ、縁部両側を加熱し付き合わせて融着させることにより、筒状被覆材が、長尺のプラスチック管の外周全面に被せられた構造とする。この際、発泡体シートが円錐筒状ガイドを通過する時の通過抵抗を4.5kg以下とする。これにより、長尺の被覆材付プラスチック管を所定長さに切断した時の筒状被覆材の収縮率が2%以下である被覆材付プラスチック管を製造する。
(もっと読む)
ポリプロピレン樹脂部の補修方法
【課題】ポリプロピレン樹脂から成る樹脂製バンパーにおいて、亀裂等が発生した損傷部についても強度を確保して補修可能なバンパーの補修方法を得る。
【解決手段】衝撃によりポリプロピレン樹脂から成る樹脂バンパーに割れが生じた損傷部を修復するバンパーの補修方法であって、前記損傷部の内側面から接着剤を介してポリプロピレン樹脂片を貼着するポリプロピレン樹脂片貼着工程と、前記損傷部の表面に接着剤を介してポリプロピレン樹脂製のネットを被覆するポリプロピレン樹脂ネット被覆工程と、前記ネット上にパテを塗布するパテ塗布工程とを具備することで、ポリプロピレン樹脂ネットの格子を介してネットの表側及び裏側に接着剤を存在させて固定でき、バンパー表面側に厚さを有することなく強固な固定を確保できる。
(もっと読む)
1 - 16 / 16
[ Back to top ]