
Fターム[4F213AR11]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 調整制御量(制御の対象) (465) | 時間、時期 (23)
Fターム[4F213AR11]に分類される特許
1 - 20 / 23
3次元造形装置及び造形システム
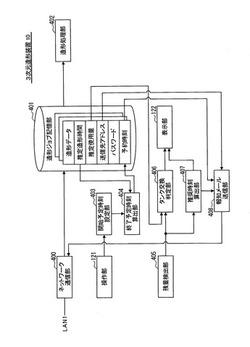
【課題】 ユーザが指定した時刻に終了するように造形処理を自動的に開始させることができる3次元造形装置を提供する。
【解決手段】 造形対象物の3次元形状及び造形ステージ112上における造形対象物の位置及び姿勢を示す配置態様を含む造形データを保持する造形データ記憶手段と、造形データに基づいて、造形ステージ112上に造形対象物を形成するための造形処理を行う造形処理部402と、造形対象物の3次元形状及び造形ステージ112上における位置及び姿勢に基づいて算出された造形処理に要する推定造形時間を保持する推定造形時間記憶手段と、造形処理の開始予定時刻の指定を受け付け可能な開始予定時刻設定部403と、推定造形時間及び開始予定時刻に基づいて、終了予定時刻を求める終了予定時刻算出部404と、開始予定時刻及び終了予定時刻を表示する予定時刻表示手段により構成される。造形処理部402は、開始予定時刻に造形処理を開始する。
(もっと読む)
樹脂被覆ロールの形成方法

【課題】金属製ロールの表面に樹脂被膜層を備えた樹脂被覆ロールを再生する。
【解決手段】金属製ロール表面に熱硬化性樹脂からなる樹脂被膜層を備えた樹脂被覆ロールの再生方法であって、前記金属製ロールの表面に接着剤を介さずに焼結固定している樹脂被膜層を金属製ロールの表面から剥離し、ついで、残留付着物を除去して平滑面とした前記金属製ロールの表面に、接着剤を塗布しないと共に、接着樹脂剤を含まない樹脂被膜層とする樹脂のみ塗布し、ついで、焼結炉において常温から300℃以上500℃以下の加熱温度に10時間〜80時間をかけて昇温して、前記金属製ロールの表面と樹脂被膜層の間にガスを溜めずに樹脂被膜層を金属製ロールの表面に焼結して設ける。
(もっと読む)
光学積層体の製造方法
【課題】押し出し成形されたシートを基材層として用いた場合においても、筋状のシワ等の変形の発生を大幅に低減でき、基材層と電離放射線硬化型樹脂層との密着性を向上でき、良好な光学積層体の製造方法を提供する。
【解決手段】熱可塑性樹脂製の基材層である光拡散層13と、光拡散層13の一方の面に形成され、その表面に光学形状を有する紫外線硬化型樹脂製の光学形状層12とを備える透過型スクリーン10の製造方法は、光拡散層13を加熱する熱処理工程と、光学形状を賦形する成形ロール55に紫外線硬化型樹脂12Rが充填された状態で光拡散層13を成形型に押圧して紫外線を照射し、紫外線硬化型樹脂12Rを硬化させ、光学形状層12を形成する光学形状層形成工程と、光学形状層形成工程の後に、光学形状層12が片面に形成された光拡散層13を成形ロール55から離型する離型工程とを備えるものとした。
(もっと読む)
樹脂製品の製造システム
【課題】樹脂製品がより低コストに且つ効率的に製造可能な製造システムを提供する。
【解決手段】基材を成形する成形装置10a,10bと、そこから基材を取り出す基材取出し装置36、32と、基材の表面に金属薄膜を形成して、中間製品を得る金属薄膜形成装置12と、そこに基材を搬入する基材搬入装置152と、金属薄膜形成装置12から中間製品を取り出す中間製品取出し装置152と、中間製品に塗膜を形成して、樹脂成形品を得る塗膜形成装置14と、そこに中間製品を搬入する中間製品搬入装置239と、基材を移送する第一及び第二の移送装置16と、基材取出し装置36,32の作動を制御する第一の制御装置44と、中間製品取出し装置152及び金属薄膜形成装置12の作動を制御する第二の制御装置204と搬入装置239の作動を制御する第三の制御装置254とを含んで構成した。
(もっと読む)
結晶性ポリマー微孔性膜及びその製造方法、並びに、該結晶性ポリマー微孔性膜を用いた濾過用フィルター
【課題】微粒子を効率良く捕捉することができ、高流量で、目詰まりがなく、濾過寿命が長く、高強度の結晶性ポリマー微孔性膜、及び、該結晶性ポリマー微孔性膜を精度よく製造することができる結晶性ポリマー微孔性膜の製造方法、並びに、該結晶性ポリマー微孔性膜を用いた濾過用フィルターの提供。
【解決手段】結晶性ポリマーを金型内に敷き詰め、加圧して複数の予備成形体を成形し、前記複数の予備成形体から、第1及び第2の結晶性ポリマーフィルムを作製し、前記第1及び第2の結晶性ポリマーフィルムの少なくともいずれかの一方の面を加熱して、該フィルムの厚み方向に温度勾配を形成し、前記第1及び第2の結晶性ポリマーフィルムをそれぞれ延伸し、前記第1及び第2の結晶性ポリマーフィルムを積層して積層体を形成し、該積層体を加熱して熱固定することを含む結晶性ポリマー微孔性膜の製造方法である。
(もっと読む)
定着部材およびその製造方法
【課題】搬送されるシートに圧接されて上記シートに画像を定着させる定着部材を作製する定着部材の製造方法であって、定着部材のゴム層から超微粒子が発生するのを抑制できるものを提供すること。
【解決手段】円筒状または環状の基材の外周面に、1次加硫としての射出成形によってゴム層を形成する(S1)。ゴム層にシートが圧接される領域の寸法を確保するための弾性をもたせるように、ゴム層に対する2次加硫を行う(S2)。その後、ゴム層の外周面に、シートの剥離を助けるための表層を設ける(S3,S4)。
(もっと読む)
発泡ポリプロピレンの成形方法
【課題】本発明は、真空熱成形工程と結合した発泡ポリプロピレンの二次成形方法を提供する。
【解決手段】本発明の発泡ポリプロピレンの成形方法は、真空熱成形に用いられる樹脂シート上にスクリーン印刷を行うステップと、当該シートを真空成形させてブリスター製品を得るステップと、発泡ポリプロピレンを発泡成形させてポリフォーム製品を製造するステップと、ポリフォーム製品の表面にインクをスプレーコートするステップと、ポリフォーム製品をブリスター製品と一体成形させるステップとを含む。当該成形方法によって製造された発泡ポリプロピレンのブリスター製品は、良好な耐衝撃性能を有するだけでなく、外観的にも優れている。
(もっと読む)
成形されたポリウレタンフォーム製品の後硬化
発泡製品を製造する方法であって、型穴に液体材料を注入することによって発泡製品を形成(10)すること、型穴から発泡製品を取り出して、型抜き(11)すること、型抜き(11)をした後、そして、圧縮(40)する前に、補助熱を加えることにより、発泡製品を後硬化(20)して、セットダメージを減少し、かつ発泡製品上に表面層を形成すること、及び発泡製品を機械的に圧縮することによって、発泡製品を圧縮(40)して、予め定められた発泡製品の厚みの縮小を得ることを含む方法。本方法は、発泡製品を後硬化(20)した後、そして、圧縮(40)する前に、発泡製品に加えられた補助熱を取り除くことによって、発泡製品を冷却(30)することを更に含む。 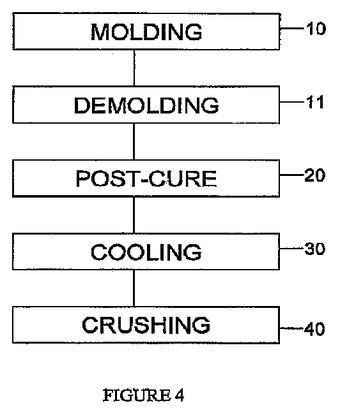 (もっと読む)
(もっと読む)
導電性ゴムローラの製造方法、導電性ゴムローラ及び画像形成装置
【課題】導電性ゴムローラのゴム層を成型する前工程である予備成型において、熱履歴によるゴム物性の変化、特に硬度低下の無い導電性ゴムローラの製造方法を提供する。
【解決手段】ゴム層材料が、ゴム成分として少なくともアクリロニトリルゴムとエピクロルヒドリンゴムを含み、前記ゴム成分の合計を100質量部としたとき、カーボンブラックを5〜30質量部含有するゴム組成物であって、前記押出成型の前工程として、2軸押出し機による前記ゴム層材料の押し出し直後の表面温度が40℃〜80℃であり、予備成型時間が2〜10分で、前記ゴム層材料を連続成型し、かつ、前記押出成型で用いる押出し機に連続的に該リボン状ゴムを供給する予備成型工程を有する導電性ゴムローラの製造方法。
(もっと読む)
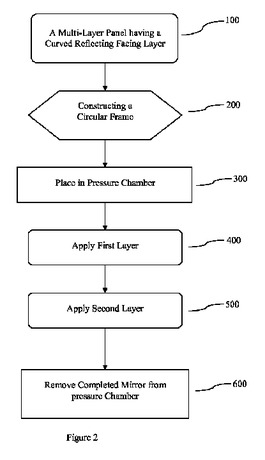
多層パネル及び当該パネルを製造する方法
湾曲した反射層や透過対向層からなる多層パネルを製造する方法であって、シンメンブレンの一側側の圧力を増加または減らしてシンメンブレンの厚み方向に圧力差を生じさせて、シンメンブレンを所望の形状に変形させる工程と、シンメンブレンを圧力の増減により所望の形状に維持しつつ、第1の材料層をシンメンブレンの外面に取り付ける工程と、第1の材料層を所定時間に亘り硬化させる工程とを有する方法。
 (もっと読む)
(もっと読む)
膨張可能な物品を修理し膨張させるための、改良されたゲージを備えたキット、及び関連する方法
コンプレッサアセンブリ(C)と、コンプレッサアセンブリ(C)に流体接続可能な封止流体キャニスタアセンブリ(3)と、コンプレッサアセンブリ(C)の吐出側に接続された圧力センサ(25)と、圧力センサ(25)によって発生された圧力信号(P)を表示するための表示デバイス(27)と、圧力センサ(25)と表示デバイス(27)との間に接続された制御手段(26)と、を具備し、制御手段は、所定の時間間隔の間、表示デバイス(27)への信号(P)を遮断するように設計されている、膨張可能な物品を修理し膨張させるためのキットである。  (もっと読む)
(もっと読む)
染色プラスチックレンズの製造方法
【課題】色ムラが低減ないしは抑制された高品質な染色レンズを得ることができる染色プラスチックレンズの製造方法の提供。
【解決手段】所定の間隔をもって対向する2つのモールドと、上記間隔を閉塞することにより形成されるキャビティを有する成形型の上記キャビティへ熱硬化性成分を含むプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液を加熱し前記熱硬化性成分の硬化反応を行いプラスチックレンズを得ること、上記プラスチックレンズを成形型から離型すること、および、離型されたプラスチックレンズを染色すること、を含む染色プラスチックレンズの製造方法。前記硬化反応終了後かつ染色前に、ガラス転移温度Tgを超える温度にプラスチックレンズを加熱する染色前加熱処理を含む。
(もっと読む)
粉末焼結積層造形装置及び粉末焼結積層造形方法
【課題】一走査における粉末材料薄層の焼結領域の形状が一様になるように粉末材料薄層を焼結すること。
【解決手段】粉末材料の薄層にレーザ光を照射し、ミラー制御によりX方向及びY方向に走査して、粉末材料の薄層を焼結させ、焼結した薄層を順次積層して3次元造形物を作製する粉末焼結積層造形方法であって、制御装置がミラーの動作開始の信号を出力した後、所定時間後にレーザ光源を点灯し、ミラーの動作停止の信号を出力した後、所定時間後にレーザ光源を消灯することを特徴とする。
(もっと読む)
カールコードの製造方法
【課題】 耐熱性、耐寒性等に優れた熱加硫型シリコーンゴムを用いて、寒冷地等での使用に耐え得るカールコードを開発すると共に、その製造の際に生じる成形の諸問題を解消し得る製造技術を提供する。
【解決手段】 本発明のカールコードの製造方法は、(a)重合度5000〜10000なるミラブル型シリコーンゴムに有機過酸化物を添加混拌し、該混拌シリコーンゴムを押出成形機にて線芯に被覆させて紐状の成型体とする工程と、(b)その紐状成型体を加熱して表面部分のみを硬化させる工程と、(c)該表面が硬化した紐状成型体を、一定間隔を保って螺旋状に溝を刻設した溝付きボビンに巻き付ける工程と、(d)該ボビンに巻き付けられた紐状成形体を加熱して全体をカール状に硬化させる工程等から成ることを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】発泡性樹脂にカウンタープレッシャを確実にかけることができ、発泡セルが肥大化することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】第1の樹脂からなるパリソンをブロー成形してなる中空成形体の内部に、第2の樹脂41に発泡剤を含有させた発泡性樹脂47を注入し発泡させるようにした樹脂成形品の成形において、型開きされた成形型10a、10b内に前記パリソンの内部が複数の空間部23、24に区画されてなる前記パリソンを垂下して型閉じし、前記複数の空間部にそれぞれ加圧気体を供給してブロー成形し、前記複数の空間部を有する中空成形体を成形した後に、前記複数の空間部のうち第1の空間部23に所定の内圧を付与した状態で、前記第1の空間部に隣接する第2の空間部24内に前記発泡性樹脂を注入し、前記第1の空間部に付与される前記内圧に抗して前記発泡性樹脂を発泡成形させる。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】 発泡性樹脂に基づく発泡を促進しつつ、薄肉化を防止できる樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4を型開き方向に所定量開いてキャビティ27を増大させる。これにより、溶融発泡性樹脂70を発泡させてブロー成形体41を膨張させる。一方、ブロー成形体41の膨張に基づいてブロー成形体41が延伸される部分44に対しては、パリソン2の垂下後から成形型4の所定量の型開き動作終了前までの間において、溶融非発泡性樹脂45を補給して、ブロー成形体41の延伸される部分44が他の部分に比して薄肉化することを防止する。
(もっと読む)
歯付ベルトの製造方法
【課題】歯付ベルトやコグドベルト等のゴムからなるベルトを製造する際の成形加硫方法に係わり、詳しくは、プレス盤の全面積を有効に使用することができ、周長の短いベルトの場合であっても確実に成形することができるベルトの成形加硫方法を提供する。
【解決手段】円筒状のベルトスリーブの一部を少なくとも上下プレス盤100にて挟み込み、加熱加圧することによって成形加硫をおこない、加熱加圧する位置を順次移動させて最終的にベルトスリーブ全周を成形・加硫する工程を含むベルトの加硫方法において、プレス金型への冷却なしで歯付ベルトを成形加硫することを特徴とする。
(もっと読む)
樹脂チューブの製造方法
【課題】樹脂チューブ内の残留応力を解消して耐疲労性を向上させた樹脂チューブを得ることのできる樹脂チューブの製造方法を提供する。
【解決手段】樹脂材料を成型して樹脂チューブ1とし、得られた樹脂チューブ1に、その残留応力を除去するための熱処理を施す。かかる熱処理は、好適には、樹脂チューブの樹脂材料の融点以下の温度で一定時間保持した後、常温まで徐冷する処理とする。樹脂チューブの樹脂材料としては、エンジニアリングプラスチック系の高結晶性樹脂、例えば、ポリアセタールまたはポリエーテルエーテルケトンが好適である。
(もっと読む)
三次元造形方法
【課題】分割面における凹みや隙間などの積層段差の発生を防止して、作製する三次元造形物の造形精度を向上することを可能にした三次元造形方法を提供する。
【解決手段】補助材料を切削して補助材層を形成する工程と造形材料を切削して造形材層を形成する工程とを繰り返し行った後に上記補助材層を除去し、上記造形材層のみが複数積層された三次元造形物を作製する三次元造形方法において、造形材層上に供給された補助材料を切削して補助材層を形成する際に、上記造形材層と上記造形層上に積層されることになる他の造形材層との境界よりも下方領域まで切削して補助材層を形成し、上記造形材層上に上記他の造形材層の造形材料を供給する際に、上記境界を越えて上記下方領域まで切削された補助材層上へも供給し、上記他の造形材層の造形材料を切削して上記他の造形材層を形成する際に、上記境界を越えて上記下方領域まで切削された補助材層に至るまで切削する。
(もっと読む)
光学部品、光学部品の製造方法及び光学部品用型の製造方法
【課題】 ファインピッチ化が可能であって、精度良く、かつ簡便に形成することができる光学部品等の製造方法等を提供すること。
【解決手段】 本発明に係る光学部品等の製造方法は、投影領域を単位として一括露光を繰り返すことにより、光硬化性樹脂液に選択的に光を照射して硬化樹脂層を形成し、該硬化樹脂層を順次積層して三次元形状を形成するものである。本発明は、光学部品等の構造が、オーバーハング部を有する複雑な三次元構造である場合に、特に有効である。
(もっと読む)
1 - 20 / 23
[ Back to top ]