
Fターム[4F213WA15]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 樹脂成形方法 (3,468) | 予備成形品の接合 (333)
Fターム[4F213WA15]に分類される特許
201 - 220 / 333
樹脂成形品の成形方法及び成形装置

【課題】表皮付きの中実樹脂成形品を生成するにあたり、金型のコアバックに伴う表皮の薄肉化を防止すること。
【解決手段】押出機から非発泡性の溶融樹脂からなる筒状体を金型内に押し出す押出工程と、前記金型内において前記筒状体を膨らませるブロー成形工程と、膨らんだ前記筒状体内に発泡性の溶融樹脂を充填する充填工程と、前記金型のコアバックにより前記金型内のキャビティ空間を増大させ、前記発泡性の溶融樹脂を発泡させるコアバック工程と、を備えた樹脂成形品の成形方法であって、前記押出工程では、前記押出機から前記筒状体の内部空間を区画する、非発泡性の溶融樹脂からなる区画壁体を前記筒状体と共に押出し、前記筒状体のうち、前記コアバック工程における前記金型のコアバックにより延伸する延伸部分に前記区画壁体が積層された成形品を生成することを特徴とする。
(もっと読む)
レンズシートの製造方法

【課題】本発明は、プロジェクションTV用スクリーンやオーバーヘッドプロジェクター用フレネルレンズ等の光学部品の製造に好適に用いられる、気泡混入を防止し、安価な材料を使用し、生産効率に優れるレンズシートの製造方法を提供することを目的とする。
【解決手段】成形型上に紫外線硬化型樹脂を供給した後、螺旋状溝付ローラーを回転させ、微細凹凸パターンに沿った流動を与えることにより、前記成形型と紫外線硬化型樹脂塗膜層の界面に付着した気泡を効果的に排出する工程を含むことを特徴とする。
(もっと読む)
電子写真装置用クリーニングブレード及びその製造方法
【課題】摩擦係数が小さく、優れたクリーニング性を有する電子写真装置用クリーニングブレード及びその製造方法を提供する。
【解決手段】弾性ゴム部材、支持部材及び接着剤層を有する電子写真装置用クリーニングブレードであって、上記弾性ゴム部材は支持部材と接合していないクリーニング層及び支持部材と接着剤層を介して接合しているベース層からなる2層構造を有し、上記クリーニング層は23℃におけるJIS A 硬さが91°〜99°のポリウレタン、上記ベース層は23℃におけるJIS A 硬さが60°〜80°のポリウレタンからなるものであり、上記クリーニング層の厚み(a)とクリーニング層の厚み(a)及びベース層の厚み(b)の和(a+b)との比(a/(a+b))は1/3以下である電子写真装置用クリーニングブレード。
(もっと読む)
定着ベルトの製造方法
【課題】ベルト基材と被覆層との間に高い接着強度が簡単に得られる定着ベルトの製造方法を提供する。
【解決手段】ベルト基材12の内側に横断面円形の芯体14を密着嵌合して、ベルト基材12と芯体14とを一体の被処理ワークとする工程と、芯体14を回転させることによりベルト基材12を回転させる工程と、芯体14をアース電極として、ベルト基材12に沿い、かつ所定間隔を隔てて配置された棒状電極16との間にコロナ放電を行ってベルト基材12の外表面を表面改質処理する工程と、ベルト基材12とその外周上に被覆される被覆層とを接着する工程とを備えた。
(もっと読む)
凹凸シートの製造方法
【課題】耐環境性が高い凹凸シートを安価に製造できる凹凸シートの製造方法を提供する。
【解決手段】単位レンズ形状2aが形成されたレンズ層2を熱可塑性樹脂により作製する凹凸フィルム作製工程を設ける。これにより、微細な単位レンズ形状2aを容易に作成可能である。その後、熱可塑性樹脂により基材層1を作製するとともに、凹凸フィルム作製工程により作製されたレンズ層2を基材層1に対して熱ラミネートする基材シート作製工程とを設ける。
(もっと読む)
低コストの中間転写部材の製造
本発明は、中間転写部材の製造方法である。この方法は、継ぎ目を形成するために基体材料の2つの端部を継ぎ合わせることによって、エンドレスベルトを形成することを含む。回転流延法を用いてエンドレスベルトの上側に平滑化層が適用され、前記中間転写部材は連続的な継ぎ目無し上面を有する。好ましい態様の場合、エンドレスベルトは、内側及び外側の継ぎ目を有するベルトを形成するために基体の少なくとも2つの層を接着することにより、形成される。 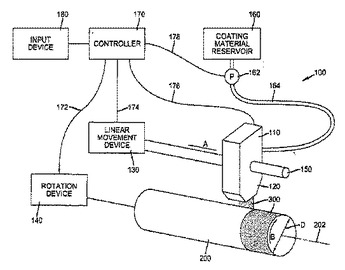 (もっと読む)
(もっと読む)
光学部品、撮像装置、光学部品の設計方法および光学部品の製造方法
【課題】組立時における光学素子の光学特性の劣化を安価なコストによって確実に防止することができる量産化に好適な光学部品、撮像装置、光学部品の設計方法および光学部品の製造方法を提供する。
【解決手段】光学素子3、5と、光学素子3、5が圧入されて保持されたホルダ2、10とを備え、ホルダ2、10への圧入前における光学素子3、5の形状が、ホルダ2、10への圧入による光学素子3、5の変形を見込んだ上で光学素子3、5がホルダ2、10への圧入後に所望の光学特性を有するような形状に形成されていること。
(もっと読む)
樹脂製割箸の製造方法および製造装置
【課題】低廉なコストで樹脂製の割箸を製造できる技術を提供することである。
【解決手段】 樹脂製割箸の製造装置であって、
樹脂製棒状体を押出す押出手段1と、
互いに対向して設けられた回転ローラ5a,5bと、
前記回転ローラの周側に形成された凹状溝6a,6bと、
割箸に形成されている割溝部に相当する形状で、かつ、前記割箸の全長よりも短い長さの前記凹状溝内に設けられた仕切壁7a,7b
とを具備し、
前記押出手段で押出された二本の樹脂製棒状体が前記回転ローラ周側の一つの凹状溝内に案内され、該凹状溝内を通過中に樹脂製棒状体同士が前記仕切壁が無い箇所の一部においてのみ接合されるよう構成されてなる。
(もっと読む)
高圧バリヤーホースおよびその製造方法
高圧流体の取扱いおよび透過損失に対する強力なバリヤーの提供が可能である新規なフレキシブルホースを開示する。ホースは、(最内層から最外層まで)熱可塑性ベニヤー(12)と、結合層(18)と、金属−ポリマーラミネート(20)と、熱可塑性エラストマーまたは熱硬化性エラストマーの編組下層(28)と、補強編組層(30)と、エラストマー材料の外層(32)と、を含む。ホースは、空調システム、冷蔵システム、燃料取扱いシステム、液圧システム、および高圧流体の輸送を必要とする類似のシステムに使用するのに好適である。  (もっと読む)
(もっと読む)
自動車用シートの複合シートバネ材及びその製造方法
【課題】補強布の引っ張り弾性率のばらつきが抑制され、引っ張り弾性率が安定する自動車用シートの複合シートバネ材を提供する。
【解決手段】補強布12は、織物15と、この織物15の経糸と緯糸との交点を固定するよう張り付けられたコートゴム17とを備えて形成される。単一の前記補強布12を切断して分離することにより二区画の補強布12a,12bが形成される。
(もっと読む)
アセンブリの製造方法、液状体吐出ヘッドの製造方法、液状体吐出ヘッド、液状体吐出装置
【課題】信頼性に優れたアセンブリを製造するためのアセンブリの製造方法、信頼性に優れた液状体吐出ヘッドとその製造方法、および当該液状体吐出ヘッドを搭載する液状体吐出装置を提供すること。
【解決手段】ケース30における射出成型時の樹脂の流動方法(矢印Aの方向)と液状体導入部材40における射出成型時の樹脂の流動方法(矢印Bの方向)とが一致するように部材間の位置合わせを行った上で、両部材を接合する。位置合わせは、ケース30のガイド部31に形成されたマーク35と液状体導入部材40のフランジ部43に形成されたマーク45とを合わせることにより行う。
(もっと読む)
樹脂製接合品の製造方法、成形用金型および樹脂接合品
【課題】金型成形で製造した樹脂部材同士を接合した場合でも、確実に接合を行うことができる樹脂製接合品の製造方法、該製造方法で用いる成形用金型、当該製造方法により製造した樹脂製接合品を提供すること。
【解決手段】樹脂製接合品を製造するのに用いる樹脂部材10、20を金型成形する際、樹脂部材10、20の接合面11、21には、エジェクトピン500、600に起因するバリ18、28が発生するが、かかるバリ18、28を凹部14、24の底部で発生させる。このため、第1の樹脂部材10と第2の樹脂部材20との間には、バリ18、28に起因する隙間が発生しないので、第1の樹脂部材10と第2の樹脂部材20とを確実に接合することができる。
(もっと読む)
チューブ製造装置
【課題】円筒状のチューブ構成部材の両側部を折り返して中空円管状のチューブを形成するに際して、作業性が良好で、かつ高い精度で折り返しをすることのできるチューブ製造装置を提供する。
【解決手段】チューブ製造装置は、センターデッキ5及びこれを挟んで両側に配置された一対のサイドデッキ6a、6bからなる径方向に拡縮可能なドラム1と、サイドデッキ6a、6bの径方向外側に載置され、空気充填により膨張する一対のブラダ2a、2bと、ドラムより大径の円筒体3と、円筒体3をドラム軸線方向に動かす移動手段4とを具える。ブラダ2a、2bの膨張前の初期状態にて、サイドデッキ6a、6b上に載置されたブラダ2a、2bの外径D1がセンターデッキ5の外径D2の95〜105%の範囲内にある。
(もっと読む)
樹脂補強ネットおよびその製造方法
【課題】拘束バンドを切断して拘束を解除した後も種別が一目で確認できる樹脂補強ネットの提供。
【解決手段】帯状の樹脂原反11に所定形状の孔12を所定のパターンで開口させ、次いで長手方向に延伸してなる樹脂補強ネットであって、種別を示すマーク5a、5bを表面に付してなることを特徴とする樹脂補強ネット、および帯状の樹脂原反11に所定形状の孔12を所定のパターンで穿孔するとともに種別を示すマーク5a、5bを付し、次いで樹脂原反を長手方向に沿って延伸することを特徴とする樹脂補強ネットの製造方法。
(もっと読む)
成形品、及び成形品と他の部品との結合方法
【課題】金融機関等で通帳類に印字等するための処理システムに設置される上側案内装置や下側案内装置を構成する射出成形品たるケースに関し、部品の共通化、転用により合理的経済的なケース構造を実現する。
【解決手段】ケース41の開口43、47に対して、ケース41から切り取られた切り取り部51、53がその係合部51a、53aを介して保持され、これにより、開口位置の実質的変更が為される。ケース11の差し込み穴25に対して、ケース41の切り取り部19から切り取られたボス27がその突出部29を介して保持され、これにより、ボス位置の実質的変更が為される。
(もっと読む)
複合レンズの製造装置および複合レンズの製造方法
【課題】基材レンズの所定の面に確実に表面処理を施す複合レンズの製造装置と、そのような複合レンズの製造方法を提供する。
【解決手段】複合レンズの製造装置1では、紫外線ランプ6から出射される紫外線のうち、短波長UV透過フィルター7aにより表面処理を施すための所定の波長の紫外線が透され、透過した紫外線は光ファイバー8aに導かれてメニスカスレンズ20がレンズ保持部5によって保持された状態で凸面20aに照射される。また、長波長UVフィルター7bにより紫外線硬化樹脂を硬化させるための所定の波長の紫外線が透過され、透過した紫外線は光ファイバー8bに導かれてメニスカスレンズ20が金型3に載置された状態で紫外線硬化樹脂に照射される。
(もっと読む)
画像形成装置用の多層エンドレスベルトの製造方法
【課題】ベース層とエラストマーを有する中間層とフッ素含有ポリマーにより形成される表層とを有する画像形成装置用の多層エンドレスベルトの中間層と表層とを確実に接着する。ベース層とエラストマーを有する中間層とバインダー層とフッ素含有ポリマーにより形成される表層とを有する画像形成装置用の多層エンドレスベルトの中間層とバインダー層とを確実に接着する。
【解決手段】ベース層とエラストマーを有する中間層とフッ素含有ポリマーにより形成される表層とを有する画像形成装置用の多層エンドレスベルトの、表層の接着面側に接着性改善処理を施すことを特徴とする多層エンドレスベルトの製造方法。ベース層とエラストマーを有する中間層とバインダー層とフッ素含有ポリマーにより形成される表層とを有する画像形成装置用の多層エンドレスベルトのバインダー層に接着性改善処理を施すことを特徴とする画像形成装置用の多層エンドレスベルトの製造方法。
(もっと読む)
流路構成体およびその製造方法
【課題】樹脂成形部材同士の接合面に流路が形成された流路構成体およびその製造方法において、流路付近での非接着部分の発生を防止することにより、流路からの試料液の漏れを防止可能な構成を提供すること。
【解決手段】流路構成体1を製造する際、第1の樹脂成形部材2と第2の樹脂成形部材3とを接合すると、流路形成溝21が第2の樹脂成形部材3で塞がれて流路5が形成されるとともに、試験液注入用の貫通穴32が流路5に連通する。第1の樹脂成形部材2および第2の樹脂成形部材3では、エジェクトピン痕が窪み28、38として形成されているが、接合の際、窪み28、38の空気が脱気溝35から外部に逃げるので、気泡が残留しない。
(もっと読む)
多層部品の製造方法
本発明は、成型コア(5)及び可撓性のポリウレタンスキン層(4)を含む多層部品の製造方法に関する。コア自体は、詳細にはショアA硬度が60超の熱可塑性材料である、基質材料で作られる成型された基質層(1)を含む。可撓性ポリウレタンスキン層(4)は、コア表面の少なくとも第一エリア上にポリウレタン反応混合物を密閉金型(11,12)中で成型する、反応被覆成型(ROM)プロセスに依り製造される。成型コア(5)は、該基質層(1)に加えて、基質層(1)上に成型される、及び/又は基質層(1)がその上に成型される柔軟性材料を含む。この成型された柔軟性材料はショアA硬度が60未満であり、可撓性ポリウレタン層(4)と、基質層(1)及び/もしくはROMプロセス中に金型(11,12)の内壁に作用するシール部(3)との間隙に柔軟層(2)を形成する。 (もっと読む)
シート及びその製造方法
【課題】本発明は、レンズシート中への気泡混入がなく、成形型と樹脂の界面で気泡が発生しないシート及びその製造方法を提供することを目的とする。
【解決手段】同心円状の微細凹凸形状を有する成形型(5)を用いて、前記成形型(5)上の1領域もしくは複数領域に、紫外線硬化型樹脂(F)を注入後に、前記領域の凹凸形状に沿った方向にスムージングを行い平面化する工程。該成形型(5)上の、前記樹脂(F)をスムージングしていない領域に前記樹脂(F)を注入後に、成形型(5)上全面について、前記領域の凹凸形状に沿った方向にスムージングを行い平面化する工程。前記樹脂(F)上に透光性基材(2)を積層し、該積層体を密着させ、紫外線(4)を照射し、硬化させると共に、重合接着させ、成形型(5)より剥離する工程からなる製造方法である。
(もっと読む)
201 - 220 / 333
[ Back to top ]