
Fターム[4F213WA60]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 材料を付加する加工、処理 (493) | 部品等の組立て (77)
Fターム[4F213WA60]に分類される特許
21 - 40 / 77
二重型チューブ容器及びその製造方法
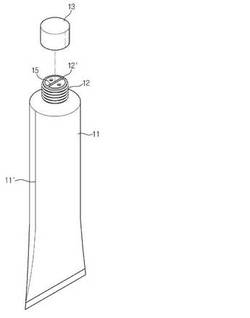
【課題】容器の内部及び入口が分離板によって分割されたチューブの内容物の排出のための加圧力を低くし、製作時に接着剤を不要にし、製造工程を簡素化し、製造材料を節減して製造コストを節減する二重型チューブ容器及びその製造方法。
【解決手段】円筒状の容器本体11とネック部12とからなるチューブ容器であって、容器本体11を2領域に区画する本体分離板と;ネック部12を2領域に区画するネック分離板15と;を含んでなる。このチューブ容器の製造方法は、原材シートを切断する工程と;原材シートの中央部を断面S字形の本体分離板に成形する工程と;円筒状の容器本体11を形成する工程と;下部金型を嵌合する工程と;ネック部12、ネック分離板15、容器本体11及び本体分離板を一体型に成形する射出成形工程と;前記金型から成形されたチューブを取り出す工程と;溶融加圧成形して接合する工程と;を含んでなる。
(もっと読む)
歯付きベルト

【課題】歯付きベルトの強度を低下させることなく、歯布の隙間にゴムを充填させる。
【解決手段】歯付きベルト10は、一方の面に長手方向に沿って歯部14と歯底部15を交互に設け、第1のゴム組成物を加硫して形成した歯ゴム部11と、歯ゴム部11の一方の面に積層して、第1のゴム組成物とは組成が異なる第2のゴム組成物を加硫して形成した歯表面ゴム層16と、歯表面ゴム層16を覆うように設けた歯布20とを備える。歯表面ゴム層16の少なくとも一部は、歯布20の隙間に充填されて、歯布20表面に露出する。
(もっと読む)
伝動ベルト及びその製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コードを備え、破断が生じにくく、かつ、製造が容易な伝動ベルト及びその製造方法を提供する。
【解決手段】伝動ベルトB1は、抗張力体となる環状金属コードC1と、環状金属コードC1を覆う被覆部70とを備え、環状金属コードC1は、少なくとも5本のストランド材1が撚り合わされた原コード20が解撚され、1本のストランド材1が、環状にされつつ他のストランド材1の抜けた螺旋状の空隙部5に、余長部1eが嵌め入れられて巻き付けられて環状とされ、その両端末1a,1bが交差されて互いに巻き付けられた箇所1cがストランド材1の巻き付け中心に形成される中空部C1aに入れられて、さらに両端末1a,1bの余長部が中空部C1aに収容されている。
(もっと読む)
マイクロニードルアレイとマイクロニードルアレイの製造方法
【課題】貫通孔が形成され、且つ、貫通孔がマイクロ流路に連通した構成のマイクロニードルアレイとそのようなマイクロニードルアレイを容易に製造することを可能にするマイクロニードルアレイの製造方法を提供すること。
【解決手段】微細貫通孔を有するマイクロニードルが形成されたマイクロニードルアレイ用基材3と、上記マイクロニードルアレイ用基材に密着・固定され薬剤注入のための構造部を備えたカバー用基材5と、上記マイクロニードルアレイ用基材及び又は上記カバー用基材に形成され上記薬剤注入のための構造と上記マイクロニードルの貫通孔11を連通するためのマイクロ流路と、を具備したもの。
(もっと読む)
真空素子および真空素子を製造する方法
本発明は、場合により、少なくとも1個のソーラーモジュール(光電池素子)および/またはソーラーコレクタまたはディスプレー素子の形態の取り付け部品を有する真空素子を製造する方法に関する。前記方法に従うと、1本のシール材により相互接合された、2枚の平らな構成材料、特に、ガラス板のような半透明または透明な板間の空間中に負圧が形成される。1本の糸を提供された第一の構成材料と、第一の構成材料に一定の距離において、しかし平行に設置された第二の構成材料よりなる集成物が真空な室内に導入され、真空下で圧迫される。場合により、構成材料および、場合により存在する取り付け部品に対して、構成材料間に提供される膜を張り付けるために、高温を使用することができる。 (もっと読む)
接着ラインを制御する接着パッチ
構造物の一領域を再加工するためにパッチが使用される。パッチは接着剤層によって構造物に接着され、空気及び/又は過剰な接着剤が抜け出ることができる貫通孔を有することができる。パッチ及び構造物の間に配置されたスペーサは、接着剤及び/又は接着ラインの厚さを制御するために使用される。  (もっと読む)
(もっと読む)
薄型樹脂成型品の補強構造
【課題】成型品の剛性を確保しつつ、同成型品の表面にヒケと呼ばれる窪みが生じることを抑制できるようにする。
【解決手段】モール2の取付面3aをバンパ1の固定面1aに固定することによって同モール2のバンパ1への固定が行われ、その固定を通じてバンパ1に補強部が設けられる。取付面3aは、固定面1aにおけるモール2の長手方向についての形状と同形状となるよう同長手方向において湾曲しているため、上記モール2のバンパ1への固定を的確に同モール2の長手方向に沿って行うことができ、モール2をバンパ1に固定することによる同バンパ1の剛性確保が的確に行われる。また、モール2のバンパ1への固定に関しては、バンパ1が製造時から冷却固化して熱収縮しきってから行うことが可能である。このようにモール2をバンパ1に固定することで、バンパ1にリブ等の補強部を一体形成する場合のように同バンパ1の表面にヒケが生じることを抑制できる。
(もっと読む)
合成樹脂製中空材及び合成樹脂製中空材の製造方法
【課題】端部が外観を損ねることなく簡易に処理された合成樹脂製中空材及びそのような合成樹脂製中空材の製造方法を提供することを目的とする。
【解決手段】開口端部を有する複数の中空部(18)を含む本体部(10)と、開口端部を封止するように開口端部に熱溶着によって固定された合成樹脂製シート材(40、50)を有し、合成樹脂製シート材の融解温度が本体部の融解温度より高いことを特徴とする合成樹脂製中空材(1)及び、そのような合成樹脂製中空材の製造方法。
(もっと読む)
積層光学部品の製造方法
【課題】成形素材による収縮及び製造上の誤差を最小限にして光学部品を高精度に積層化する。
【解決手段】第1の上型11及び下型12間に形成された第1のキャビティ13に第1の樹脂14を供給する工程と、第1の樹脂14を成形して第1の光学部品17を形成する工程と、第1の光学部品17から第1の下型12のみを離型する工程と、第2の上型21及び下型22の間に形成された第2のキャビティ23に第2の樹脂24を供給する工程と、第2の樹脂24を成形して第2の光学部品27を形成する工程と、第2の光学部品27から第2の上型22のみを離型する工程と、第1の光学部品17を保持する第1の上型11と、第2の光学部品27を保持する第2の下型22とを対向配置する工程と、第1の光学部品17と第2の光学部品27とを接合する工程とを有する。
(もっと読む)
消火器用容器及び消火器
【課題】軽量であり、耐圧性及び耐衝撃性に優れる消火器用容器及びそれを用いた消火器を提供すること。
【解決手段】本発明は、消火器に用いられる消火器用容器10において、非晶性樹脂からなる本体部1と、該本体部1の外周を被覆するシュリンクラベル2と、を備える消火器用容器10である。
(もっと読む)
扉部材の製造方法
【課題】熱可塑性樹脂製積層化粧シートを用いて、木質基材の表面および木口面に異なる模様を、簡易につくるための方法を提供することである。また、枠付きの扉部材を簡易につくるための方法を提供することである。
【解決手段】転写箔と透明熱可塑性樹脂フィルムとを、該透明熱可塑性樹脂フィルムの一方の表面において押出ラミネートする工程と、前記透明熱可塑性樹脂フィルムの他方の表面に、スクリーン印刷により、二種以上の異なる模様を印刷し熱可塑性樹脂化粧シートを製造する工程と、略矩形立体形状をなす木質基材の表面部および木口部を前記熱可塑性樹脂化粧シートによって被覆する三次元ラミネート工程と、から少なくとも構成されていることを特徴とする扉部材の製造方法である。
(もっと読む)
歯付きベルト
【課題】高温下で高い負荷が加えられるといった厳しい条件下で長期間使用されても、帆布および歯部を確実に保護できる耐久性に優れた歯付きベルトを実現する。
【解決手段】歯付きベルト10の歯ゴム層12を、歯表面帆布18および最外層の歯面保護層20で覆う。歯面保護層20はゴムシートにより形成されている。歯表面帆布18の外側を歯面保護層20で覆うことにより、耐摩耗性等を向上させつつ衝撃吸収性を良好に保つ。さらに、短繊維24を加えて歯ゴム層12を高硬度化して歯部全体の剛性を高め、歯付きベルト10の耐久性を向上させる。
(もっと読む)
動力伝動用ベルトの製造装置及び動力伝動用ベルトの製造方法
【課題】センターベルトに対して複数のブロックを正確な位置に精度良く且つ速やかに装着でき、装置構成や製造工程の簡素化を図ることができる。
【解決手段】レール12は、載置された複数のブロック102を一方向に配列させる。ベルト保持機構13は、載置されたセンターベルト101aをその周方向に回転自在に保持してその一部をレール12の先端部12aの下方に配置する。付勢機構14は、複数のブロック102をレール12に沿ってその先端側に向かって付勢する。位置決め機構15は、レール12の先端側で、下方のセンターベルト101aに対し、先頭ブロック112の位置を嵌合溝107aが対向するよう位置決めする。先頭ブロック112がセンターベルト101aに向かって順次打ち込まれ、センターベルト101aに対して複数のブロック102が配列されて装着される。
(もっと読む)
シェルボディの製造方法および関連するボディ
【解決手段】
本発明は、シェルボディ(19)の製造方法に関するものである。少なくとも2つのシェル部(20、22)は、コンポジットファイバー材料によってつくられており、塑性変形材料をからなる少なくとも1つの補正ボディ(32、34、36、38)は、少なくとも1つのシェル部(20、22)の少なくとも1つの境界エッジ(24、26、28、30)に固定されており、シェル部(20、22)は、平坦な継ぎ目(40、42)が形成されたシェルボディを形成するためにオーバーラップされており、少なくとも1つの補正ボディ(32、34、36、38)は、継ぎ目(40、42)の少なくとも1つに配置されている。それぞれオーバーラップ部における形状のずれを補正するために、対応する補正ボディの形状が変化し、シェル部(20、22)は、継ぎ目(40、42)において互いに結合される。 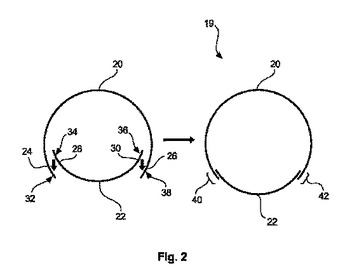 (もっと読む)
(もっと読む)
エンコーダ付駆動伝達用ベルト及びその製造方法
【課題】簡単な構成でありながら、駆動伝達用ベルトとしての適性を備え、且つベルトの伸びを含む回転検出情報を精度良く発信することができるエンコーダ付駆動伝達用ベルトとその製造方法を提供する。
【解決手段】駆動伝達用ベルトのベルト層構造体1の一部に、長手方向に沿った帯状の磁性ゴム層5を含み、該磁性ゴム層5の表面は、ベルト層構造体1の表面に露出すると共に、ベルト層構造体1の長手方向に沿ってN極及びS極が交互且つ等間隔に配列する多極着磁面5aとされていることを特徴とする。
(もっと読む)
フッ素樹脂コーティングのシームレス縁部シーリング方法
フッ素樹脂コーティングのシームレス縁部シーリング方法を提供する。シームレス縁部シーリング方法は以下のステップを有する。(I)金型内にフッ素樹脂の原料を配置して円筒状物1を得るステップであって、圧力を維持し、金型から取り出し、最後に金型で形成されたキャスティングを焼結すること(第1手段)によって、あるいは機械的射出(第2手段)によって、あるいは機械的加硫(第3手段)によって行われるステップ。(II)円筒状物1をリング形状物3にカットし、それぞれのリング形状物(3)をカットしてそれぞれのリング形状物の内壁に環状溝31を形成するステップ。(III)リング形状物3に適合した形状に1枚のフッ素樹脂コーティングのベース布地(2)をカットし、その後、リング形状物の溝31にカットされたフッ素樹脂コーティングの布地の縁部を嵌め込むステップ。(IV)ホットプレスの後に、フッ素樹脂コーティングの1枚の布地4を得るステップ。 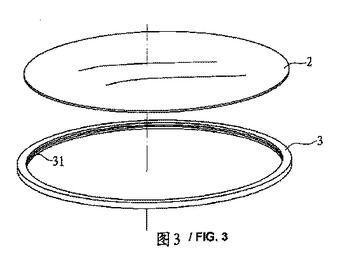 (もっと読む)
(もっと読む)
フェロエレクトレット2層および多層コンポジットおよびその製造方法
本発明は:第1ポリマーフィルム(1)の少なくとも1つの第1表面を構造化し、高さのある外形を形成し、工程a)で形成された第1ポリマーフィルム上の構造化表面に少なくとも1つの第2ポリマーフィルム(5,1’)を適用し、ポリマーフィルム(1,1’5)を接着してポリマーフィルムコンポジットを与え、空隙(4,4’)を形成し、工程c)で形成された空隙(4,4’)の内側表面に反対電荷を用いて帯電させることによって、規定の空隙を有する2層または多層フェロエレクトレットを製造する方法に関するものである。さらに、本発明は、前記方法によって任意に製造され、少なくとも2つのポリマーフィルムは一方が他方の上に配置され、互いに接着されて成り、ここでポリマーフィルム間に空隙が形成される、フェロエレクトレット多層コンポジットに関する。前記フェロエレクトレット多層コンポジットを備える圧電素子も開示する。 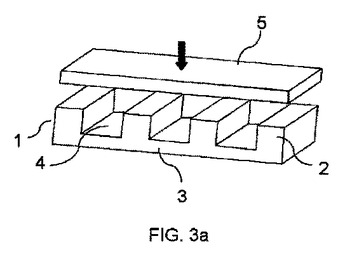 (もっと読む)
(もっと読む)
耐熱性樹脂ベルト、及び、その製造方法、定着装置、並びに、画像形成装置
【課題】ポリイミド樹脂シートの両端部を接着してなる無端状ベルト基材の接合部分周囲に、貼り合わせ部の段差解消のために接着剤のはみ出しを生じさせた場合であっても、無端状ベルト基材とその外側に形成された層との間に永続的で、かつ、強固な密着力が得られる耐熱性樹脂ベルトを提供する。
【解決手段】耐熱性樹脂シートを接着剤で円筒状に接着して構成されてなる円筒状基体の外側に、弾性層、及び、離型層が、この順に積層されてなる耐熱性樹脂ベルトにおいて、前記円筒状基体の外表面の耐熱性樹脂シートを構成する樹脂と前記接着剤を構成するポリマーとに、モノマーをグラフト重合によって形成された密着性向上膜を有している耐熱性樹脂ベルト。
(もっと読む)
コンタクトレンズの移送用プローブ及び移送方法
【課題】レンズの自動生産工程において有効なレンズの移送手段を開発することを課題とするものであり、水和状態のレンズを移送するに際してこれに損傷を与えないこと、目的とする位置へ確実に移送することができるとともに、迅速な脱離を行うことのできる移送用プローブを提供すること。並びに前記移送用プローブを用いてレンズを移送する方法を提案すること。
【解決手段】レンズを第一の位置から第二の位置へ移送するプローブであって、プローブの先端がレンズの形状に対応した径と形状を有し、前記先端には負圧によりレンズを吸引する孔を備えるとともに、レンズの脱離時にプローブ先端が分割されて該プローブの一部が前進または後退することによって、レンズとプローブとの接触面積が移送時の80%以下になることを特徴とするレンズ移送用プローブ。
(もっと読む)
車両用電波透過カバー、及び車両用電波透過カバーの製造方法
【課題】第一の意匠と第二の意匠とを高精度に位置合せする
【解決手段】フィルム250に第二の意匠となる凹凸形状304を賦形する際に、第一の意匠との位置合わせを考慮する必要がない。また、第一の意匠の黒色樹脂層350と第二の意匠の凹凸形状304との位置精度は、成形精度による。よって、黒色樹脂層(第一の意匠)350と凹凸形状(第二の意匠)304とが容易に高精度に位置合わせされる。
(もっと読む)
21 - 40 / 77
[ Back to top ]