
Fターム[4F213WC03]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 使用する型による区分 (144) | 回転型 (18)
Fターム[4F213WC03]に分類される特許
1 - 18 / 18
ゴムロール、ゴムロールの製造方法、帯電装置、画像形成装置及びプロセスカートリッジ
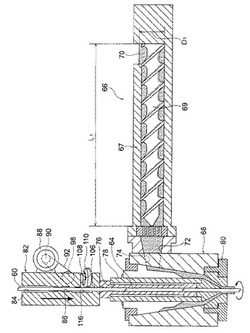
【課題】残留歪による変形が抑制されたゴムロール、ゴムロールの製造方法、帯電装置、画像形成装置及びプロセスカートリッジを得る。
【解決手段】芯金供給部材82内へ供給された芯金64を、回転送りロール110によって回転させる。この芯金64の外周面に、押出機66から供給されたゴム材料70が被覆する。このため、ゴム材料70を再加硫させることができ、ゴム材料70に残留する歪が緩和され、残留歪による帯電ロール54の変形が抑制される。
(もっと読む)
画像形成装置用中間転写ベルト
【課題】優れた耐摩耗性を有し、薄膜化してもピンホール等の欠陥を生じにくい表面層形成することによってフィルミング現象等の問題のない画像形成装置用中間転写ベルト、ならびに該中間転写ベルトの製造方法を提供する。
【解決手段】以下の少なくとも3層を含む画像形成装置用中間転写ベルト:(a)樹脂製の基材層;(b)ゴム弾性樹脂を含む弾性層、及び(c)フッ素樹脂及び層状粘土鉱物を含む表面層であって、層状粘土鉱物の配合割合が0.1〜5重量%であり、該表面層の厚みが0.5〜4μmである;ならびに該中間転写ベルトの製造方法を提供する。
(もっと読む)
シームレスベルトの製造装置、製造方法およびシームレスベルト

【課題】従来の芯体を用いてシームレスベルトを製造する装置では、芯体に塗布した塗布液の表面にスパイラル形状が付くという問題があった。かかるシームレスベルトを定着ベルトとして使用した場合、スパイラル模様に起因した筋が画像に表れるという問題があった。
【解決手段】少なくとも2段階に温度の切り換えができる加熱手段と、加熱手段により生成された熱風を送る送風手段と、熱風を一端から内部に入れて他端から排出して、軸を中心として回転し、かつ内部まで貫通する複数の穴が外周面にあけられたパイプ状コアと、パイプ状コアにセットされたベルト基材に材料をかけ流す塗布ノズルと、材料の厚さを調節するブレードと、厚さが調節された材料の表面に接触する補助ブレードと、ブレード、補助ブレードおよび塗布ノズルを、パイプ状コアの軸方向に沿って移動させる移動手段とをシームレスベルトの製造装置に設けた。
(もっと読む)
導電性ゴムローラの製造方法
【課題】軸方向中央部より軸方向端部の電気抵抗率が低い導電性ゴムローラを安価に製造する方法を提供する。
【解決手段】軸芯体上に導電性ゴム層を有する導電性ゴムローラの製造方法であって、軸芯体上に導電性粒子を含む未加硫ゴム組成物からなる未加硫導電性ゴム層を形成する工程、及び該未加硫ゴムローラ26の外周面を押圧部材51による加圧下に回転して加熱を行う押圧回転加熱工程を有し、該押圧回転加熱工程は下記(1)から(3)の少なくとも1つの工程を含むことを特徴とする。 (1)前記未加硫導電性ゴム層に対する押圧荷重を、軸芯体方向端部で軸芯体方向中央部より小さくする工程。 (2)前記未加硫導電性ゴム層に対する押圧回転加熱時間を、軸芯体方向端部で軸芯体方向中央部より短くする工程。 (3)前記未加硫導電性ゴム層に対する加熱温度を、軸芯体方向端部で軸芯体方向中央部より低くする工程。
(もっと読む)
歯付ベルトの製造装置及び歯付ベルトの製造方法
【課題】歯面側と背面側のエラストマー量を分別して突出させることで心線が背面から露出しなく、又、心線位置を正確に設定できる歯付ベルトの製造装置及び製造方法を提供する。
【解決手段】所定ピッチ間隔で歯が形成された外周面を有する一対の円筒からなる成形用モールドと、熱可塑性エラストマーを加熱溶融して、ダイス3から前記成形用モールドに向けて突出させる押し出し機と、所定の張力を付与した状態の心線を、前記成形用モールドに繰り出す繰り出し機と、前記熱可塑性エラストマーを、成形用モールドによって形成された歯溝に向かって押し付ける圧力付与手段とを備えた歯付ベルト製造装置において、前記ダイス3がエラストマー流路を分離して、前記心線9を成形用モールドに導く為の心線ガイド手段11を挟んだ状態に配置した歯付ベルト製造装置及びそれを使用した歯付ベルトの製造方法。
(もっと読む)
無端ベルト及びその製造方法、並びに、画像形成装置
【課題】簡易にしかも強固な接着力を持ち、剥がれを抑制した補強部材を有する無端ベルト及びその製造方法、並びに、それを有する画像形成装置を提供すること。
【解決手段】ベルト本体110と、ベルト本体110の側縁に沿ってベルト本体110内周面の片端部に配設されたリブ部材120と、ベルト本体110の側縁に沿ってベルト本体110外周面の片端部(ベルト軸方向の片端部)に配設された補強テープ130(補強部材)と、を含んで構成している。ベルト本体110は第1の樹脂皮膜から構成される一方で、補強テープ130は第2の樹脂皮膜で構成されている。そして、ベルト本体110と補強テープとは、即ち第1の樹脂皮膜と第2の樹脂皮膜とは、第1及び第2の樹脂皮膜以外の成分が介在することなく直接接合されている。
(もっと読む)
蛇腹管の製造装置及びその製造方法
【課題】 蛇腹形成の動作時、中空円筒型母材にパーティングライン及び段差のような継ぎ目が生じないようにして蛇腹管の品質を改善する蛇腹管の製造装置及びその製造方法を提供する。
【解決手段】 蛇腹管の製造装置は、動力発生部と、外周面に波形の蛇腹成形部が形成され、射出成形部から移送されて来る中空円筒型母材の周りを公転しながら自転できるように配置され、中空円筒型母材に蛇腹状を形成する少なくとも一つの蛇腹形成ギヤを備える外部金型と、動力発生部の動力を外部金型の蛇腹形成ギヤに伝達する動力伝達部とを含む。
(もっと読む)
歯付ベルト及び歯付ベルトの製造方法
【課題】歯付ベルトのピッチライン(心線中心)をプーリーのピッチライン(円)により近付けることにより、プーリーとの噛合いが良好で、心線の疲労が少ない歯付ベルトを提供する。
【解決手段】心線4を有する歯付ベルトにおいて、歯付ベルトの歯底8に、前記心線を支持するための凹み部6を複数個設けた。
(もっと読む)
シームレスマスタ
【課題】ディヒューザ及びそれらに関連したディヒューザ−マスタの縁部境界である「干渉」パターンと関係する種々の問題を解決する。
【解決手段】予め選択された長さ及び幅のシームレスのディヒューザのシートを作製するための中空の円筒形のシームレスの金属マスタ(604)。本発明の追加の様相は、中空の円筒形のシームレスの反転可能なエラストマー系マスタ(402)及びそれを作る方法並びに感光媒体に可変のディヒューザの記録をもたらす装置及びプロセスを有する。
(もっと読む)
両面歯付ベルトの製造方法
【課題】歯付ベルトやコグドベルト等のゴムからなるベルトを製造する際の成形加硫方法に係わり、プレス工程間のベルトスリーブの自動送りが可能で、しかも両面の歯部の位置が正確に一致した両面歯付ベルトの製造方法を提供する。
【解決手段】円筒状のベルトスリーブの一部を少なくとも上型110、中型109、下型111にて挟み込み、加熱加圧することによって成形加硫をおこない、加熱加圧する位置を順次移動させて最終的にベルトスリーブ全周を成形・加硫する工程を含む両面歯付ベルトの加硫方法であり、プレス前においてベルトスリーブと金型を緩衝しないように配置している。プレス金型への冷却なしで歯付ベルトを成形加硫することを特徴とする。
(もっと読む)
中空構造板の製造装置及びその製造方法
【課題】中間体の中空凸部同士のずれを防止し、中空構造板として必要な剛性を得ること。
【解決手段】中空構造板の製造装置にあっては、上下一対のエンボスローラに減速機20を介してサーボモータ10が設けられている。
(もっと読む)
防眩性フィルム、及びその製造方法
【課題】 液晶ディスプレイ(LCD)等の画像表示装置に用いられる防眩性フィルムについて、鋳型の型押しによる透明フィルム基材の表面への凹凸模様の周期をほゞ無くす。該透明フィルム基材を用いて作製した防眩性フィルムを具備する液晶ディスプレイに濃淡ムラの発現をなくす。均一な防眩性及び膜厚を有する防眩性フィルム、及びその製造方法を提供する。
【解決手段】 流延支持体から剥離されたフィルムを鋳型でバックロールに押し当てて、透明フィルム基材の表面に凹凸を形成するにあたり、1つのバックロールに対して複数の鋳型を使用し、複数の鋳型をバックロールの周囲に、隣り合う鋳型同士、均等な配置角度で位置するように配置する。複数の鋳型の直径を、鋳型による型押しによって透明フィルム基材の表面に生じる凹凸模様の周期が2mを超えるものとするのが、好ましい。
(もっと読む)
ゴムクローラ製造装置
【課題】 構造が簡単で、安価となるゴムクローラ製造装置を提供することを目的とする。
【解決手段】 モールド20が少なくとも成形機3および加硫機7を含む複数の機械間を搬送されてゴムクローラを製造するゴムクローラ製造装置1であって、モールド20は、成形機3への受け渡しを除いて軸線方向が上下方向となるように搬送され、受渡されることを特徴とする。
(もっと読む)
ベルト用心線供給装置
【課題】 複数本の心線を互いに平行となるように埋設したベルトを成形するために、当該ベルトの成形金型に対し前記心線を所定の張力を付与しながら繰り出す心線供給装置において、心線の張力のバラツキを効果的に抑制できる簡素な構成を提供する。
【解決手段】 この心線供給装置60は、回転自在に支持されるとともに前記心線3を平行巻きに巻回したロール41に対し、スラスト方向の圧接力Fによって摩擦制動する摩擦制動手段を備える。具体的には、この摩擦制動手段は、互いに対向する制動面47・48をそれぞれ形成した一対のスラストリング45・46と、前記スラストリング45・46の一方を他方に向けて付勢するバネ51と、を含む。また、前記バネ51の弾性力を調整するスリーブ部材49からなる制動力調整手段を更に備える。
(もっと読む)
ケーブル保護管
【課題】 継ぎ目無く連続成型でき、均一な厚みを有する外周螺旋形状のケーブルを保護するシース管の製造方法。
【解決手段】 押し出し機3のノズル6とダイス7の間隙より押し出されたポリプロピレン、ポリエチレンの合成樹脂は金型へバキューム8で吸着し、同時にその金型を回転させることで均一肉厚の外周螺旋形状のシース管が連続成型できる。
(もっと読む)
導電性弾性ロールおよびその製造方法
【課題】導電性弾性材層の厚みがきわめて薄く小径である上、芯金への電圧印加時に感光体ドラムへの電流のリークが生じない導電性弾性ロールを提供する。
【解決手段】導電性弾性ロールRは、ステンレス製の芯金1の両端縁際以外の表層に、約5μmの厚みの絶縁性接着剤層2が設けられている。さらに、その絶縁性接着剤層2の外側には、約5μmの厚みのベース保持用接着剤層3が設けられており、そのベース保持用接着剤層3の外側には、四級アンモニウム塩を充填したNBRからなる約100μmの厚みの導電性弾性材層4が設けられている。また、導電性弾性ロールRの芯金1の両端縁際の表層にも、約10μmの厚みの絶縁性接着剤層2が設けられている。
(もっと読む)
スリーブ被覆部材の製造方法
【課題】しわの発生を防止あるいは抑制するようにして耐久性のあるスリーブ被覆部材を歩留まりよく製造できるスリーブ被覆部材の製造方法を提供する。
【解決手段】 金型12内に、基体14と、その外側に、予め弾性変形領域を超え塑性変形領域まで軸方向に張力を加えて延伸され、その延伸状態から張力が解除され放置されて、伸びの緩和が生じている状態の樹脂スリーブ16とをほぼ同軸に配置する。その後、基体14と樹脂スリーブ16との間に、弾性材料前駆体18を注入する。そして、樹脂スリーブ16の伸びの緩和が実質終了する時間内に、弾性材料前駆体18を所定硬度に硬化させるようにする。スリーブ被覆部材は、いわゆる熱定着ローラあるいは熱定着ベルトを構成するもので、最外層に樹脂スリーブ16が設けられている。
(もっと読む)
ハス歯ベルトの製造方法及びハス歯ベルト
【課題】位置決め不良や往復動に伴う振動、また、プーリ側面のフランジに接触して側面コスレにより耐久性の低下を防止するために、ハス歯の影響による片寄りの発生しないキャリッジ駆動用ハス歯ベルトを開発する
【解決手段】芯線の撚り角度をハス歯角度を相反する角度とし、ハス歯角を5〜15°とし、芯線の撚り角度を15〜3°とする。
(もっと読む)
1 - 18 / 18
[ Back to top ]