
Fターム[4G053AA17]の内容
型、中子、マンドレル (3,005) | 目的、機能 (412) | 成形材料の特性を変更するためのもの (29)
Fターム[4G053AA17]に分類される特許
21 - 29 / 29
3次元構造体の製造方法
【課題】酸化チタン化合物などの紫外線を吸収する誘電体材料を用いて微細な3次元構造体を製造する。
【解決手段】光硬化性樹脂とアルミナ粉末とを混合してアルミナ混合光造形用樹脂を得、光造形法によりアルミナ混合光造形用樹脂で光造形型1を構成し、アルミナ粉末とは反応しない酸化チタンを光造形型1の型内に圧入して酸化チタン注入体5を構成する。この酸化チタン注入体5を、アルミナ粉末が焼結しない条件で焼成することによって、酸化チタンを焼結させるとともに光硬化性樹脂を除去させる。その後、アルミナ粉末を除去することによって、酸化チタンからなる3次元構造体4を得る。
(もっと読む)
セラミック複合体および耐熱合金加工用切削工具
【課題】 高硬度と高靭性とを両立できるセラミック複合体を提供する。
【解決手段】平均粒径3μm以下のジルコニアを5〜30wt%、平均粒径2μm以下の窒化ケイ素を0〜30wt%、残部が平均粒径2μm以下のアルミナからなるとともに、前記ジルコニアの20%以上が単斜晶ジルコニアであって、単斜晶ジルコニアの(200)面の配向係数が1.0〜1.7の範囲であり且つ(122)面の配向係数が0.75〜1.5の範囲であるセラミック複合体。
(もっと読む)
即時脱型法によるブロック製品の製造方法

【課題】設備の複雑化や高額化を招くことなく、表面模様部や表面機能部材を有する多様なブロック製品を簡単に製造する。
【解決手段】正面版部を向かい合わせにして2個のブロック製品が連結状態で成形される型枠空間を用意し、前記成形用型枠空間において、控え尻部の噛合せ用凹凸部や裏込め用中間部が成形される型枠空間部分の中心軸線をプレス成形の加圧方向に整列させて配置する一方、正面版部が成形される型枠空間部分の中心軸線を前記プレス成形の加圧方向と交差させて配置し、前記正面版部成形用型枠空間部分にプレス成形の加圧方向に整列させて仕切り部材を配置する。連結状態の2個のブロック製品を前記仕切り部材にて分割し、仕切り部材を各ブロック製品の正面版部から除去して表面模様を現出させるか、仕切り部材を各ブロックの正面版部に残置して表面機能性部材として転用する。
(もっと読む)
コンクリート型枠透水性部材固定用シート及びそれを用いた透水性部材の固定方法
【課題】型枠への透水性部材の固定が容易であり、皺や位置ズレの修正や、型枠の再利用を可能とするコンクリート型枠透水性部材固定用シート、及び、その固定方法を提供すること。
【解決手段】コンクリート型枠透水性部材固定用シート8を不織布1bに吸水性樹脂1aを含浸させた吸水性樹脂含浸不織布層1と粘着剤層2とを有するシート構成とすることにより、吸水性樹脂1aを水で膨潤させ、吸水性樹脂含浸不織布層1を型枠6に貼り付けることで、容易に固定ができ、かつ、皺や位置ズレの修正や型枠6の再利用が可能となる。
(もっと読む)
コンクリートの養生方法及びコンクリート用型枠並びにコンクリート製品の養生装置
【課題】 コンクリート用型枠本体に収容した未硬化のコンクリートを加熱して養生する際、装置の小型化を図るようにする。
【解決手段】 未硬化のコンクリート13を収容するコンクリート用型枠本体4に電気ヒータ11,12を設ける。前記型枠本体4が金属製であって、前記電気ヒータ11,12が、二重構造となる上下一対の板材8A,8Bを一体に設けてなる上部成形板部8、左右一対の板材9A,9Bを一体に設けてなる内側壁成形板部9、さらには左右一対の板材10A,10Bを一体に設けてなる外側壁成形板部10に内蔵されている。電気ヒータ11,12の発熱によって未硬化のコンクリート13に直接的に加熱して養生することで、寒冷地などでの養生効果を向上することができると共に、養生手段の小型化を図ることができるコンクリート用型枠を提供することができる。
(もっと読む)
セグメント製造用型枠
【課題】 コンクリートの打設時における型枠内からの気泡の排出を確実に行って、セグメント製品の外周面を平滑に仕上げ、かつ脱気用シートの洗浄作業を容易に行う。
【解決手段】 セグメント製造用型枠1は、上側に開放された開口部2aを有する型枠本体2と、型枠本体2の上端に開口部2aを覆うように配設される蓋型枠3と、蓋型枠3の内面3b側に沿って配設され、型枠本体2に縦、横マグネット(マグネット)8a,8bで着脱自在に保持される脱気用シート4とを備え、蓋型枠3の内面3bには、内面3bとの間に所定の隙間があくように脱気用シート4に接触する突起7bが複数設けられた構成とされ、型枠本体2と内面3b側に脱気用シート4を沿わせた蓋型枠3とで囲まれた成型空間にコンクリートを打設してセグメントを形成するようになっている。
(もっと読む)
複合材料中に通気ダクトを備えるブレーキバンドを製造するための成形用金型とブレーキバンドの製造方法
複合材料、特に、C/SiCセラミック材料を用いて通気性ダクト(21)を備えるブレーキバンド(20)を成形する金型(1)は、互いに向き合い、対称軸Sに垂直である各型押表面(8a、8b)を備える2つの半体金型(3a、3b)を含み、外側および内側のシリンダー壁(11,12)とともに、キャビティー(4)を成形対象であるブレーキバンド(20)の形状に規定する。金型(1)は、通気性ダクト(21)の形状を有するピン要素(15)を有し、第2の付勢手段(17)によって静止位置から作動位置に、移動されることができ、ピン要素(15)は、静止位置では成形キャビティー(4)の外にあり、作動位置では、成形キャビティー(4)の内部に挿入される。 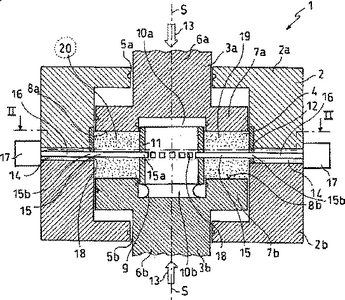 (もっと読む)
(もっと読む)
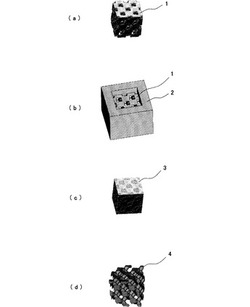
防波堤や防波構造物のための保護要素
防波堤や防波構造物のための保護要素は、反対方向に延設された少なくとも2個の突出部を有する本体を含む。突出部は平坦な基部の両面に設けられ基部を横切るように配設されている。打ち寄せる波の作用で保護要素が転がりださないよう、基部周縁は非円形状とする。  (もっと読む)
(もっと読む)
コンクリート供試体製造用型枠及びその収容ケース
【課題】
コンクリート供試体製造用型枠の収納スペースの省スペース化、準備作業及び成形後の処理作業の簡易化、レイタンス除去処理とキャッピング処理の簡易化
【解決手段】
コンクリート供試体製造用型枠1は、コンクリート供試体の下面を成形する下枠2と、下枠2の取り付けられコンクリート供試体の側周面を成形する円筒枠3と、円筒枠3の上端に装着されるキャップ4と、下枠2を支持する受け台5と、受け台5にコンクリートが付着するのを防止する中間支持部材6(カバー)を備えている。下枠2、円筒枠3、キャップ4、中間支持部材6(カバー)は一度使って廃棄する使い捨ての部材として用いる。また、円筒枠3の上端にキャップ4を被せており、コンクリート供試体の上端部で水分が乾燥するのを防いでいる。従って、キャッピング処理で水打ちを省略することができる。
(もっと読む)
21 - 29 / 29
[ Back to top ]