
Fターム[4K027AA03]の内容
溶融金属による被覆 (10,875) | メッキ基材(被メッキ材) (2,997) | メッキ基材の形態上の特徴 (1,774) | 定長材 (16)
Fターム[4K027AA03]に分類される特許
1 - 16 / 16
溶融亜鉛めっき鋼管のめっき密着性評価方法
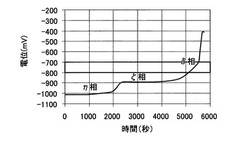
【課題】簡便で精度の良い、溶融亜鉛めっき鋼管のめっき密着性評価法を提供する。
【解決手段】溶融亜鉛めっき鋼管をアノードとして、電解質水溶液中で定電流電解を行い、得られる時間−電位曲線のうち、電位が−800〜−700mVの合金相に相当する領域の時間−電位曲線の曲線形状によって、めっき層と地鉄との密着性を評価することを特徴とする溶融亜鉛めっき鋼管のめっき密着性評価方法。
(もっと読む)
塗装後耐食性に優れる合金化溶融亜鉛めっき鋼板
【課題】塗装後耐食性に優れる高強度合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】質量%で、C:0.05〜0.15%、Si:0.1〜1.0%、Mn:0.5〜2.7%、Al:1.00%以下、P:0.025%以下、S:0.025%以下、Cr:0〜0.8%以下を含有し、かつ、下記式を満たし、残部がFeおよび不可避的不純物からなる。さらに、鋼板の表面に片面あたりのめっき付着量が20〜120g/m2の亜鉛めっき層を有し、該亜鉛めっき層表面の金属亜鉛露出率が20%以上80%未満であり、前記鋼板表面から5μm以内における鋼中内部酸化量が0.02g/m2以上0.1g/m2以下である。
Si≦0.68%の場合:Cr≦−1.25Si+0.85
Si>0.68%の場合:Cr=0
ただし、Si、Crは含有量(質量%)を示す。
(もっと読む)
亜鉛系めっき鋼材又は亜鉛系めっき鋼製成形品の製造方法
【課題】外観に優れ、耐食性に優れた亜鉛系溶融めっき鋼材及び亜鉛系めっき鋼製成形品を効率よく、経済的に製造する方法を提供する。
【解決手段】亜鉛系めっき鋼材又は亜鉛系めっき鋼製成形品の製造方法であって、めっきを施す基材をフラックス処理した後、亜鉛系めっき浴へ浸漬する際の基材温度を、300℃以上700℃未満とすることを特徴とする亜鉛系めっき鋼材又は亜鉛系めっき鋼製成形品の製造方法。
(もっと読む)
Zn−Al−Mg系めっき熱処理鋼材およびその製造方法

【課題】亜鉛系めっき鋼材を熱処理しても、所定のめっき層を残存させ、自動車用部材としての塗装後の耐食性および塗膜密着性が確保された亜鉛系めっき熱処理鋼材を提供する。
【解決手段】亜鉛系めっき鋼材に、塑性変形が可能な温度域または焼入れが可能な温度域への加熱を行って得られ、表面に存在するめっき層の付着量が片面当たり20〜100g/m2であり、めっき層のFe濃度が0.1%〜50%であり、Al濃度が4〜15%、Mg濃度が1%以上、Si濃度が0.5%以下でかつ当該めっき層にη相が存在した亜鉛系めっき熱処理鋼材である。めっき層の付着量が片面当たり30〜150g/m2であるとともにめっき層中に30%以下のFeを含有する亜鉛系めっき鋼材に、30℃/秒以上の昇温速度で前記温度域への加熱を行ってから30℃/秒以上の冷却速度での冷却を行った後、亜鉛系めっき鋼材の表面に当接する加圧ロールによって亜鉛系めっき鋼材の表面に残存するめっき層の表面粗度を調整することにより、製造される。
(もっと読む)
表面外観性の優れた溶融金属めっき鋼板の製造方法および装置
【課題】溶融金属めっき鋼板を製造するに際して、スナウト部の異物を排出するポンプの排出能力を高く保ち、スナウト部の浴面に異物の浮遊が無い状態を保持することによって、表面外観性の優れた溶融金属めっき鋼板を容易に製造することを可能にする、表面外観性の優れた溶融金属めっき鋼板の製造方法および装置を提供する。
【解決手段】スナウト部5内の浴面に浮遊する異物16を異物排出ポンプ6で吸引してスナウト部5の外に排出することとし、溶融亜鉛1に対して不溶性の塊状物(例えば、セラミック塊)15を溶融亜鉛1の浴面11から押し込んでおき、液面レベル測定装置10の測定結果に基づいて、塊状物15の押し込み量を調節して、溶融亜鉛1の浴面レベルを一定に保つようにする。
(もっと読む)
時効後の成形性及び形状凍結性に優れた冷延鋼板およびその製造方法
【課題】時効後の成形性及び形状凍結性に優れた冷延鋼板及びその製造方法を提供する。
【解決手段】C: 0.01〜0.05%、Si:0.05%以下、Mn: 0.1〜0.5%、P:0.05%以下、S:0.02%以下、Al:0.02〜0.10%、N:0.005%以下で、残部が鉄および不可避不純物であり、フェライト相主体の組織を有し、該フェライト相の平均粒径が10〜20μmで、個々のフェライト粒径を平均値で割った値の自然対数の標準偏差σAは0.30以上である。上記鋼板を得るためには、冷間圧延後焼鈍を行うに際し、600℃から均熱温度までの温度域を1〜30℃/sの平均加熱速度で加熱し、均熱温度を800〜900℃、均熱時間を30〜200sとして均熱処理し、均熱温度から550℃までの温度域を3〜30℃/sの平均冷却速度で冷却し、500〜300℃で30s以上保持し、室温で伸び率:0.5〜2.0%の歪みを加える。
(もっと読む)
溶融亜鉛めっき鋼材
【課題】めっき層の組成が、RoHS指令で規制された範囲内であるPb濃度:0.1質量%以下、Cd濃度:0.01質量%以下であっても、不めっきが生じにくく、かつ、黒変性の低い溶融亜鉛めっき鋼材を提供する。
【解決手段】めっき層の組成がPb:0.10質量%以下、Sb:0.04〜0.50質量%を含有することを特徴とする。
(もっと読む)
めっき付着量制御方法およびその装置
【課題】パスライン変動によるノズル間隔の変動があっても、パスライン変動に伴い発生する付着量変動を抑制することができる、めっき付着量制御方法およびその装置を提供することを課題とする。
【解決手段】溶融めっき金属浴中から引き上げた鋼板の両面に付着した溶融めっき金属に、鋼板に対向させて配した一対の噴射ノズルからガスを噴射させ、噴射させるガスの圧力と、前記鋼板および噴射ノズルの間隔であるノズル間隔とを操作してめっき付着量を制御する、めっき付着量制御方法であって、鋼板の一方の面側に配した噴射ノズルからのガス圧力の実測値から抽出した圧力変動成分に基づいて当該一方の面側に配した噴射ノズルのノズル間隔を補正すると共に、前記一対の噴射ノズル同士の間隔が変化しないように、鋼板の他方の面側に配した噴射ノズルのノズル間隔を補正する。
(もっと読む)
穴拡げ性に優れた高強度高延性溶融亜鉛めっき鋼板およびその製造方法
【課題】引張り強度が850MPa以上で、穴拡げ性および延性を同時に改善した高強度亜鉛めっき鋼板を提供する。
【解決手段】C:0.03〜0.20%、Si:1.0%以下、Mn:0.01〜3%、P:0.0010〜0.1%、S:0.0010〜0.05%、Al:0.3〜2.0%、Mo:0.01〜5.0%を含有し、さらに、Ti:0.001〜0.5%、Nb:0.001〜0.5%、B:0.0001〜0.0050%、Cr:0.01〜5%の1種又は2種以上を含有し、残部Feおよび不可避的不純物よりなり、ミクロ組織が、面積率で30%以上のフェライトを含む溶融亜鉛めっき高強度鋼板とする。
(もっと読む)
延性および穴拡げ性に優れた高強度冷延鋼板および高強度合金化溶融亜鉛めっき鋼板
【課題】優れた延性と優れた穴拡げ性を兼備した高強度冷延鋼板および高強度合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】本発明に係る高強度冷延鋼板は、質量%で、C:0.10〜0.30%、Si:0.2%以下、Mn:1.0〜5.0%、P:0.1%以下、S:0.01%以下、Al:0.2〜3.0%を含み、残部Feおよび不可避的不純物からなる。組織の主相がベイニティックフェライト、マルテンサイトおよび残留オーステナイトであり、組織中の残留オーステナイト結晶粒の軸比の平均が5以上で、短軸長さの平均が1μm以下である。さらに組織断面における旧オーステナイト粒界が重なる部位である粒界三重点Pに残留オーステナイトが存在する。全組織に対する面積率で、前記残留オーステナイトを1〜20%とし、該残留オーステナイトの全量のうち、前記粒界三重点に存在する割合を40%以上とすることが好ましい。
(もっと読む)
溶融亜鉛めっき鋼管および溶融亜鉛めっき材の製造方法
【課題】RoHS指令に従い、Pb含有量を0.1質量%以下、Cd含有量を0.01質量%以下に抑制した溶融亜鉛浴を用いた場合であっても、不めっき発生の少ない溶融亜鉛めっき材の製造方法およびこの方法により製造されためっき鋼管を提供する。
【解決手段】フラックス処理を施した被めっき材を、加熱溶融した溶融亜鉛浴に所定時間浸漬し、引き上げ後、冷却することにより、前記被めっき材の表面に溶融亜鉛めっき皮膜を形成してなる溶融亜鉛めっき材の製造方法において、前記溶融亜鉛浴は、Sb:0.1質量%以上、Bi:0.3質量%以上でかつ、これらSbおよびBiの合計で1.5質量%以下、ならびに、Pb:0.1質量%以下を含有することを特徴とする。
(もっと読む)
溶融金属めっき鋼帯製造装置及び溶融金属めっき鋼帯の製造方法
【課題】鋼帯幅が変わってもめっき浴から引き上げられる鋼板に随伴する余剰な溶融金属を鋼帯全幅にわたって削減することで、ガスワイピング工程でスプラッシュが発生するのを低減する。
【解決手段】溶融金属めっき浴8から連続的に引き上げられる鋼帯Sの表面に、ガスワイピングノズル3から気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯製造装置であって、溶融金属槽9の液面下の鋼帯Sの両側に、鋼帯Sと対向して配置した鋼帯巾以上の長さの溶融金属絞り部材1、1を有し、さらに鋼帯面延長上の前記鋼帯Sと対向して配置した溶融金属絞り部材1、1間に遮蔽体2を配設してなる。
(もっと読む)
薄膜一次防錆被覆層を有する表面導電性に優れた亜鉛系めっき鋼板とその製造方法
【課題】耐食性と表面導電性を兼ね備えた性能を発現する亜鉛系めっき鋼板を提供すること。
【解決手段】JIS B 0651で定義される触針式表面粗さ測定機で得られる、JIS B 0601で定義される亜鉛めっき層表面の算術平均粗さRaが0.3μm以上2.0μm以下、最大山高さRpが4.0μm以上20.0μm以下である亜鉛系めっき鋼板において、Rpの80%以上の山部の評価長さ20μmの範囲を電子線三次元粗さ解析装置で測定して得られる算術平均粗さRa(山)が、触針式表面粗度測定機で得られる平均線を中心として±20%の高さの部分の評価長さ20μmの範囲の電子線三次元粗さ解析装置で測定して得られる算術平均粗さRa(平均)に対して70%以上とする。
(もっと読む)
二浴法によるZn−Al合金めっきにおける浴管理方法
【課題】鋼材を一浴目の溶融亜鉛めっき浴に浸漬し、次いで二浴目の溶融Zn−Alめっき浴に浸漬して、鋼材の表面に高耐食性のZn−Al合金めっき皮膜を形成する二浴法によるZn−Al合金めっきにおいて、一浴目から二浴目に持ち込まれるZn量を抑制し、二浴目の浴液増加とAl濃度の低下を抑制するとともに、一浴目の浴液減少も抑制することが可能であり、省資源とめっき処理の稼働率の向上を図り、経済的に優れた二浴法によるZn−Al合金めっきにおける浴管理方法を提供する。
【解決手段】溶融亜鉛めっき浴の浴組成を、Niが0〜0.05重量%、Alが0.001〜0.01重量%、Biが0.005〜1.95重量%、残部がZnと不可避不純物とし、一浴目で鋼材の表面に形成される亜鉛めっき皮膜の厚さを抑制して、二浴目の溶融Zn−Alめっき浴へのZnの持ち込みを抑制する。
(もっと読む)
溶接部耐食性に優れた溶接めっき鋼管
【目的】耐食性に優れ、加工性も良好な溶射層で溶接部を補修した溶接めっき鋼管を提供する。
【構成】Zn−Al−Mg合金めっき層11が設けられているめっき鋼帯から造管された溶接めっき鋼管Pであり、溶接後のビードカットでめっき層11が除去された溶接部及び溶接部近傍にAl−Mg合金の溶射補修層14が設けられている。
(もっと読む)
溶融亜鉛めっき装置およびそれを用いた溶融亜鉛めっき金属帯の製造方法
【課題】 溶融亜鉛ポットへの、亜鉛インゴットの投下に伴って、ドロスが発生、堆積するのを、簡単なしくみで抑制できる、溶融亜鉛めっき装置およびそれを用いた溶融亜鉛めっき金属帯の製造方法を提供する。
【解決手段】 亜鉛インゴット46の投下位置直下でかつ、ポット40付設の加熱装置47の溶融亜鉛吐出口471の下端から、100mm以上500mm以内、下方の位置に、亜鉛インゴット46の下端を支えることができる形状をした、インゴット受け80を設ける。
(もっと読む)
1 - 16 / 16
[ Back to top ]