
Fターム[4K027AA07]の内容
溶融金属による被覆 (10,875) | メッキ基材(被メッキ材) (2,997) | メッキ基材の形態上の特徴 (1,774) | 管状材 (35)
Fターム[4K027AA07]に分類される特許
1 - 20 / 35
溶融亜鉛めっき鋼管のめっき密着性評価方法
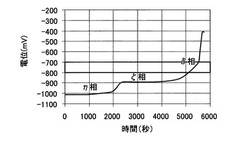
【課題】簡便で精度の良い、溶融亜鉛めっき鋼管のめっき密着性評価法を提供する。
【解決手段】溶融亜鉛めっき鋼管をアノードとして、電解質水溶液中で定電流電解を行い、得られる時間−電位曲線のうち、電位が−800〜−700mVの合金相に相当する領域の時間−電位曲線の曲線形状によって、めっき層と地鉄との密着性を評価することを特徴とする溶融亜鉛めっき鋼管のめっき密着性評価方法。
(もっと読む)
溶融亜鉛めっき鋼管

【課題】めっき付着量が550g/m2以上と溶融亜鉛めっき層が比較的厚く形成された場合であっても、優れた曲げ加工性を有し、溶融亜鉛めっき層の剥離を抑制することが可能な溶融亜鉛めっき鋼管を提供する。
【解決手段】鋼管11の表面に溶融亜鉛めっき層20が形成された溶融亜鉛めっき鋼管10であって、溶融亜鉛めっき層20におけるめっき付着量が550g/m2以上とされ、溶融亜鉛めっき層20のうち鋼管11表面との界面に形成されるδ層21の厚さが9μm以下とされていることを特徴とする。
(もっと読む)
亜鉛系めっき鋼材又は亜鉛系めっき鋼製成形品の製造方法
【課題】外観に優れ、耐食性に優れた亜鉛系溶融めっき鋼材及び亜鉛系めっき鋼製成形品を効率よく、経済的に製造する方法を提供する。
【解決手段】亜鉛系めっき鋼材又は亜鉛系めっき鋼製成形品の製造方法であって、めっきを施す基材をフラックス処理した後、亜鉛系めっき浴へ浸漬する際の基材温度を、300℃以上700℃未満とすることを特徴とする亜鉛系めっき鋼材又は亜鉛系めっき鋼製成形品の製造方法。
(もっと読む)
溶接めっき鋼管
【課題】耐候性、耐水性、耐変色性および皮膜密着性のすべてに優れる化成処理皮膜を有する溶接めっき鋼管を提供すること。
【解決手段】Alを0.05〜60質量%含むAl含有Zn系合金めっき鋼板を原板として溶接めっき鋼管を作製した後に、溶接めっき鋼管の外側の表面に膜厚0.5〜10μmの化成処理皮膜を形成する。この化成処理皮膜は、カルボキシル基、スルホン酸基およびこれらの塩からなる群から選ばれる親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有するフッ素含有樹脂と、前記フッ素含有樹脂に対して金属換算で0.1〜5質量%の4A族金属化合物とを含有する。
(もっと読む)
溶融亜鉛めっき鋼材
【課題】 めっき層の組成が、RoHS指令で規制された範囲内であるPb濃度:0.1質量%以下、Cd濃度:0.01質量%以下であっても、不めっきが生じにくく、かつ、黒変性の低い溶融亜鉛めっき鋼材を提供する。
【解決手段】 Pb:0.10質量%以下およびBi:0.10〜0.30質量%を含有する溶融亜鉛めっき皮膜を有することを特徴とする。
(もっと読む)
耐食配管部品
【課題】鉄系材料の配管部品の内外面に溶融亜鉛−アルミニウム合金めっきをして、その内面のめっきの上に樹脂皮膜を形成した耐食配管部品を提供する。
【解決手段】配管部品1の内外面を塩化第二鉄溶液で処理する工程を含むめっき前処理を施した後、溶融亜鉛めっきをし、続いて溶融亜鉛−アルミニウム合金めっきをする。そして、樹脂皮膜を着ける内面に、プライマー処理をして加熱する。必要あればプライマー処理の前に密着性を良くするためのショットブラストをかけたり化成処理をしたりする。その後、配管部品1の内面に流動樹脂粉9を流して樹脂皮膜を形成する。
(もっと読む)
Zn−Al−Mg系めっき熱処理鋼材およびその製造方法
【課題】亜鉛系めっき鋼材を熱処理しても、所定のめっき層を残存させ、自動車用部材としての塗装後の耐食性および塗膜密着性が確保された亜鉛系めっき熱処理鋼材を提供する。
【解決手段】亜鉛系めっき鋼材に、塑性変形が可能な温度域または焼入れが可能な温度域への加熱を行って得られ、表面に存在するめっき層の付着量が片面当たり20〜100g/m2であり、めっき層のFe濃度が0.1%〜50%であり、Al濃度が4〜15%、Mg濃度が1%以上、Si濃度が0.5%以下でかつ当該めっき層にη相が存在した亜鉛系めっき熱処理鋼材である。めっき層の付着量が片面当たり30〜150g/m2であるとともにめっき層中に30%以下のFeを含有する亜鉛系めっき鋼材に、30℃/秒以上の昇温速度で前記温度域への加熱を行ってから30℃/秒以上の冷却速度での冷却を行った後、亜鉛系めっき鋼材の表面に当接する加圧ロールによって亜鉛系めっき鋼材の表面に残存するめっき層の表面粗度を調整することにより、製造される。
(もっと読む)
高耐食性を有し加工性に優れためっき鋼材と鋼管およびその製造方法
【課題】鋼材表面に溶融亜鉛めっきを施した後、溶融Zn−Al−Mg合金めっきを行う2段めっき方法において、めっき層の構造と下層の厚みを最適化することにより、高耐食性を有し、加工時のめっき密着性に優れた溶融亜鉛めっき鋼材およびその製造方法を提供する。
【解決手段】鋼材の表面に、下層として、0.01〜1.5μmの厚みのFe−Al合金層を有し、その上に、中間層として、質量%で、Al:4〜20%、Fe:0.1〜15%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を有し、さらに、その上に、上層として、質量%で、Al:4〜20%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を形成する。
(もっと読む)
曲げ加工部材及びその製造方法
【課題】自動車用部材に用いるのに好適な、優れた塗装後耐食性及び高強度を有する合金化溶融亜鉛めっき鋼材を素材とする曲げ加工部材を提供する。
【解決手段】少なくとも片面に合金化溶融亜鉛めっきを行われた合金化溶融亜鉛めっき鋼材の少なくとも一部を焼入可能温度域に加熱する熱処理を行われた合金化溶融亜鉛めっき熱処理鋼材である。熱処理を行われた部分の少なくとも一部の表面に残存する皮膜の付着量が片面当り30〜90g/m2であり、皮膜中のFe濃度が8〜50%であり、さらに、皮膜の表面における中心線平均粗さRaが2.0μm以下である。少なくとも片面に、付着量が片面当り30〜90g/m2であり、Fe含有量が8〜35質量%であるとともに、中心線平均粗さRaが2.0μm以下であるZn−Fe合金めっき皮膜を備える管状の金属材を、大気雰囲気、又は酸素を20体積%以下、残部は窒素、二酸化炭素及び水蒸気からなる雰囲気下で、500〜800℃の温度範囲で1〜60分間保持した後に、3DQで曲げ加工する。
(もっと読む)
溶融亜鉛めっき鋼管のブロー装置
【課題】 溶融亜鉛めっき処理が施された鋼管の内外面表面の余剰亜鉛を除去するブロー装置を提供する。
【解決手段】 本発明は、溶融亜鉛浴から引き出された鋼管は、溶融亜鉛浴端部に設置された外面ブロー装置を通過して、圧縮ガス等により鋼管外面の余剰亜鉛を除去されながら、同時に、マンドレル棒が、その先端部の噴射ノズルから圧縮ガス等を噴射して鋼管内面の余剰亜鉛を除去しながら、鋼管の終端部が外面ブロー装置の位置に到達する前に 噴射ノズルを外面ブロー装置の位置まで移動して停止し、内面ブローを続けることによって、鋼管の終端部の外面ブローと内面ブローが、外面ブロー装置の位置で同時に完了出来ることを特徴とする。
(もっと読む)
溶融亜鉛めっき鋼材
【課題】めっき層の組成が、RoHS指令で規制された範囲内であるPb濃度:0.1質量%以下、Cd濃度:0.01質量%以下であっても、不めっきが生じにくく、かつ、黒変性の低い溶融亜鉛めっき鋼材を提供する。
【解決手段】めっき層の組成がPb:0.10質量%以下、Sb:0.04〜0.50質量%を含有することを特徴とする。
(もっと読む)
溶融亜鉛めっき鋼管および溶融亜鉛めっき材の製造方法
【課題】RoHS指令の規制の範囲内である、Pb含有量を0.1質量%以下、Cd含有量を0.01質量%以下に抑制した溶融亜鉛浴を用いた場合であっても、不めっき発生の少ない溶融亜鉛めっき材の製造方法およびこの方法により製造されためっき鋼管を提供する。
【解決手段】フラックス処理を施した被めっき材を、加熱溶融した溶融亜鉛浴に所定時間浸漬し、引上げ後、冷却することにより、前記被めっき材の表面に溶融亜鉛めっき皮膜を形成してなる溶融亜鉛めっき材の製造方法において、前記溶融亜鉛浴は、Sb:0.1質量%以上、0.5質量%以下、Sn:1.6質量%以上、2.0質量%未満、ならびに、Pb:0.1質量%以下を含有することを特徴とする。
(もっと読む)
建造物メッキ膜厚測定方法
【課題】鉄塔等の建造物のメッキ膜厚を適切に測定することで測定値と実態とのずれをなくして、塗装作業の平準化を図る上で適切な塗装計画を策定することが可能な建造物メッキ膜厚測定方法を提供する。
【解決手段】建造物に使用されるナット3の測定面(側面3a)を研磨する下地処理工程と、ナット3の測定面の所定部位に対して電磁膜厚計により所定回数の膜厚測定を行い、所定の上限値を超える測定値を除去して有効測定値を選別する有効測定値選別工程と、有効測定値選別工程で選別された有効測定値をナットのねじの呼び、及び、ナットの解体の有無に応じて補正する測定値補正工程と、測定値補正行程で補正された有効測定値の平均値を算出する測定値平均化処理工程とを具備する。
(もっと読む)
被覆熱処理鋼材およびその製造方法
【課題】少なくとも片面にめっき皮膜を有する鋼材の少なくとも一部を焼入れ可能温度域に加熱した後に冷却する熱処理を行っても、自動車用部材としての塗装後の適正な耐食性を有し、熱処理に伴うスケールの発生を抑制できる被覆熱処理鋼材を提供する。
【解決手段】少なくとも一つの面にアルミニウムベース合金のめっき皮膜を有する鋼材の少なくとも一部を焼入れ可能温度域に加熱する熱処理を行われてなる被覆熱処理鋼材であって、熱処理を行われた部分の少なくとも一部の表面に鉄−アルミニウムが合金化された皮膜を有し、この皮膜が耐食性を有し、かつ高温で潤滑機能を確保し得る皮膜である被覆熱処理鋼材である。
(もっと読む)
亜鉛系めっき熱処理鋼材およびその製造方法
【課題】亜鉛系めっき鋼材を熱処理しても、所定のめっき層を残存させ、自動車用部材としての塗装後の耐食性および塗膜密着性が確保された亜鉛系めっき熱処理鋼材を提供する。
【解決手段】亜鉛系めっき鋼材に、塑性変形が可能な温度域または焼入れが可能な温度域への加熱を行って得られ、表面に存在するめっき層の付着量が片面当たり20〜100g/m2であり、めっき層のFe濃度が10〜35%であり、かつ当該めっき層にη相が存在し、さらに、めっき層の表面の中心線平均粗さRaが1.5〜5μmである亜鉛系めっき熱処理鋼材である。めっき層の付着量が片面当たり30〜150g/m2であるとともにめっき層中に20%以下のFeを含有する亜鉛系めっき鋼材に、30℃/秒以上の昇温速度で前記温度域への加熱を行ってから30℃/秒以上の冷却速度での冷却を行った後、亜鉛系めっき鋼材の表面に当接する加圧ロールによって亜鉛系めっき鋼材の表面に残存するめっき層の表面粗度を調整することにより、製造される。
(もっと読む)
溶融金属塗布装置
【課題】本発明は、被塗布体の外周面に溶融金属を均一な厚みで塗布可能な溶融金属塗布装置を提供することを目的とする。
【解決手段】本発明に係わる溶融金属塗布装置は、被塗布体の外周面に溶融金属を塗布する溶融金属塗布装置であって、被塗布体を挿入可能な孔部が形成された塗布手段を有し、孔部の内面には溶融金属が供給されるとともに、被塗布体が挿入されたとき当該被塗布体の外周面に対し均一な間隙で対向するよう孔部の内面は形成されている溶融金属塗布装置である。
(もっと読む)
金属めっき材料およびその製造方法
【課題】外観性状が良好で、かつ厚目付けのめっき物を形成する
【解決手段】金属材料を、溶融塩フラックス浴中に浸漬した後、溶融金属めっき浴に浸漬して、金属材料に溶融金属をめっきする金属めっき材料の製造方法であって、溶融金属めっき浴の化学組成が、質量%で、Al:45〜60%およびSi:2.0%を超え5.0%以下を含有し、残部がZnおよび不純物からなる金属めっき材料の製造方法。
(もっと読む)
穴広げ性に優れた熱延鋼板及びその製造方法
【課題】面内異方性が小さく、穴広げ性に優れた高強度熱延鋼板及びその製造方法を提供する。
【解決手段】質量%で、C:0.005〜0.150%、Si:2.50%以下、Mn:0.10〜3.00%、P:0.150%以下、S:0.0150%以下、Al:0.150%以下、N:0.0100%以下、Nb:0.005〜0.07%を含有し、残部がFe及び不可避的不純物からなり、組織がフェライト、又はフェライトとベイナイトからなり、フェライトの粒径が30μm以下であり、1/2板厚における板面の{100}<011>〜{223}<110>方位群のX線ランダム強度比の平均値が4.0以下、{554}<225>方位、{111}<112>方位及び{111}<110>方位のX線ランダム強度比の平均値が4.5以下であることを特徴とする穴広げ性に優れた熱延鋼板。
(もっと読む)
溶融亜鉛めっき鋼管および溶融亜鉛めっき材の製造方法
【課題】 本発明の目的は、RoHS指令に従い、Pb含有量を0.1質量%以下、Cd含有量を0.01質量%以下に抑制した溶融亜鉛浴を用いた場合であっても、不めっき発生の少ない溶融亜鉛めっき材の製造方法およびこの方法により製造されためっき鋼管を提供することにある。
【解決手段】 フラックス処理を施した被めっき材を、加熱溶融した溶融亜鉛浴に所定時間浸漬し、引き上げ後、冷却することにより、前記被めっき材の表面に溶融亜鉛めっき皮膜を形成してなる溶融亜鉛めっき材の製造方法において、前記溶融亜鉛浴は、Bi:0.4〜1.5質量%およびPb:0.1質量%以下を含有することを特徴とする。
(もっと読む)
溶融亜鉛めっき鋼管および溶融亜鉛めっき材の製造方法
【課題】RoHS指令に従い、Pb含有量を0.1質量%以下、Cd含有量を0.01質量%以下に抑制した溶融亜鉛浴を用いた場合であっても、不めっき発生の少ない溶融亜鉛めっき材の製造方法およびこの方法により製造されためっき鋼管を提供する。
【解決手段】フラックス処理を施した被めっき材を、加熱溶融した溶融亜鉛浴に所定時間浸漬し、引き上げ後、冷却することにより、前記被めっき材の表面に溶融亜鉛めっき皮膜を形成してなる溶融亜鉛めっき材の製造方法において、前記溶融亜鉛浴は、Sb:0.1質量%以上、Bi:0.3質量%以上でかつ、これらSbおよびBiの合計で1.5質量%以下、ならびに、Pb:0.1質量%以下を含有することを特徴とする。
(もっと読む)
1 - 20 / 35
[ Back to top ]