
Fターム[4K027AC86]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 被膜凝固後に行う処理 (923) | その他の物理的なもの (178)
Fターム[4K027AC86]の下位に属するFターム
圧延、延伸、矯正 (121)
Fターム[4K027AC86]に分類される特許
41 - 57 / 57
金属帯の溶融めっき方法及び溶融めっき設備
【課題】異物付着によるノズル詰まりを抑制し、めっき製品の品質を維持しながら、加振ノズルに内蔵された歪誘起型アクチュエータの交換周期を延長する。
【解決手段】溶接点のトラッキング位置に基づいて、加振ノズル3を振動させる。好ましくは、溶接点のトラッキング位置と、加振ノズル位置より下流側で測定した金属帯反り量とに基づいて、加振ノズルを振動させる。
(もっと読む)
溶融亜鉛メッキ処理方法および溶融亜鉛メッキ処理におけるロボット装置

【課題】複数のワークを収納容器内に収納した状態で後処理液に浸漬することに基づく、各ワークにおけるメッキ膜の損傷を防止する。
【解決手段】ロボットハンド1の先端部材2に対して、溶融亜鉛メッキ液が付着された複数のワークを収納する収納容器3が取付けられ、その収納容器3に微振動を付与するバイブレータ71が備えられている。バイブレータ71は、アンモニア水や冷却水等の後処理液中に浸漬する際、収納容器3に微振動を付与することになっており、その微振動は、収納容器3内の各ワークに伝達されて、各ワークにおけるメッキ膜同士の結合を防止する。
(もっと読む)
耐食性、耐疲労性に優れた高強度焼き入れ成形体の製造方法および製造設備
【課題】亜鉛系めっき鋼材にて、焼き入れ後の成形品の耐食性を冷間成型品と同等以上とした、耐食性と耐疲労性に優れた高強度焼き入れ成形体を得る方法と設備を提供する。
【解決手段】Al,Siを各々単独もしくは複合して0.15質量%以上含有する亜鉛めっき層を備えた亜鉛めっき鋼材を加熱設備1において、酸素0.1体積%以上の酸化雰囲気下で800℃以上950℃以下に加熱後、急冷設備2において730℃以下500℃以上に60sec以内で冷却した後、ホットスタンプ設備3で加工急冷し、焼き入れ後の成形体鋼材表面にZnを主成分としてFe:30質量%以下からなる層を30g/m2以上形成する。
(もっと読む)
合金化溶融亜鉛めっき鋼板のパウダリングを抑制するプレス成形方法
【課題】合金化溶融亜鉛めっき鋼板をプレス成形する際のパウダリングを抑制し、プレス成形品の品質及びプレス成形の生産性を向上させるプレス成形方法を提供する。
【解決手段】合金化溶融亜鉛めっき鋼板をプレス成形する際に、該合金化溶融亜鉛めっき鋼板の成形中の温度を40℃〜400℃でプレス成形する方法であって、めっき皮膜がFeを14〜25質量%含有し、残部にZnとAlを含むことを特徴とする。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法
【課題】60g/m2以上のめっき付着量を有し、かつ、耐パウダリング性に優れた合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】鋼板を焼鈍した後、0.01〜0.30質量%のアルミニウムを含有する溶融亜鉛浴に浸漬してめっき処理を行い、さらにめっき層の合金化処理をζ相が主体となるように行う合金化溶融亜鉛めっき鋼板を製造するに際し、前記焼鈍前の鋼板表面に深さが1μm以上15μm以下の凹部を鋼板表面全体に対する面積率として20〜80%存在させ、更に厚さが5nm以上の鉄系酸化物層を形成させる。例えば、前記凹部と前記鉄系酸化物層は、酸化剤として過酸化水素と、酸として塩酸とを含有した酸性溶液に鋼板を接触させることで形成することができる。
(もっと読む)
溶融めっき処理ねじの仕上げ具
【課題】溶融めっき処理したナットのめっき金属を所望の形状に切削するようにした仕上げ具を提供する。
【解決手段】軸部(10)には先端側から後端側に向けて位置決め部(11)、切刃のないガイド部(12)及び切刃のある切削刃部(13)を形成する。切削刃部には少なくとも1条の完全ねじ山形状の部分(13B)を設け、完全ねじ山形状の部分にはねじ山形状の切刃(13E)を形成する。ガイド部は完全ねじ山形状の部分のねじ山頂部を切除した断面台形状とし、ナットの雌ねじのねじ山フランクと接して切削刃部を案内させる。位置決め部はナットの雌ねじのねじ山頂部と摺接する外径の円柱形状となし、軸部(10)の中心軸線(a)をナットの中心軸線(b)と一致させた状態に維持する。
(もっと読む)
超音波衝撃による、金属性能の改善ならびに劣化からの保護およびその抑制の方法
超音波衝撃を制御することにより、金属の性能を改善および強化し、かつ劣化から金属を保護して劣化を抑制する方法を開示する。本方法は、外力、熱力学的変動、および負の環境要因のもとでの長期使用中の金属特性の劣化の問題に対処する。本方法はまた、時間経過に伴う性能の好ましくない変化による材料破損の危険を防ぎ(阻止し)、かつこれを抑制することを目的とした技術に関する。金属劣化に「対抗する」周知の方法は、溶融中の冶金合金化、鋳造、溶接、およびコーティングの適用から表面上での様々な熱処理および効果までの広範囲の技術を含む。本発明はこれらの場合の全てにおける劣化の問題に対処する新規の汎用的方法を提供する。
 (もっと読む)
(もっと読む)
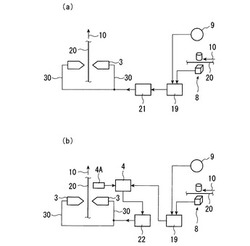
長く延ばされた金属要素を金属の層でコーティングするためのデバイス及び方法
長く延ばされた金属要素(1)の金属コーティングの厚さをコントロールするためのデバイス及び方法であって、金属要素を、溶融金属の槽(2)の中を通して連続的に移送することによりコーティングが付着されるように構成され、この金属要素は、予め定められた移送経路(X)に沿って移送方向に(3)前記槽から移送される。前記デバイスは、金属要素から過剰な溶融金属を除去するために金属要素(1)のそれぞれの側に一つのワイピング部材を有する少なくとも一対の電磁的なワイピング部材を有し、各ワイピング部材はワイピング・ポール(5)を有している。前記デバイスは、前記予め定められた移送経路(X)に対して金属要素の位置を安定化するために金属要素(1)のそれぞれの側に一つの安定化部材を有する少なくとも一対の電磁的な安定化部材を有し、この安定化部材は安定化ポール(5)を有している。金属要素(1)の同じ側の前記ワイピング部材及び前記安定化部材は、前記ワイピング・ポール(5)と前記安定化ポール(5)が一致するように配置されている(図1)。 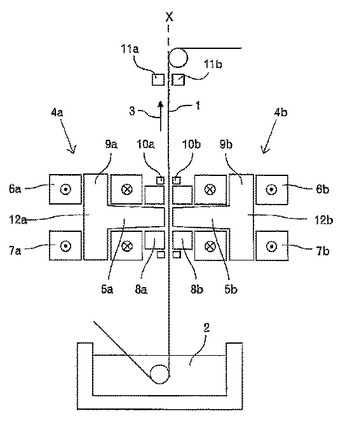 (もっと読む)
(もっと読む)
溶融亜鉛めっき鋼板表面の外観性異常原因判定方法
【課題】 めっき層表面から鋼板母材界面までの深さ方向および面方向での成分濃度の極僅かな差異を評価できる十分な分解能および感度を備え、溶融亜鉛めっき鋼板における局所的な表面外観性異常の原因を迅速かつ確実に特定できる評価方法を提供する。
【解決手段】 溶融亜鉛めっき鋼板表面上の目視で観察された外観性異常部および外観性正常部の各々で1点または2点以上の分析点に対してパルスレーザを照射し、各分析点に対してパルス毎に発光スペクトルを分光分析し、めっき主要成分の発光強度および鋼板主要成分の発光強度をそれぞれ測定し、めっき主要成分の発光強度のパルス時系列プロファイルから得られるめっき厚みに関する情報と該成分の深さ方向濃度分布に関する情報を各分析点毎に比較することにより、溶融亜鉛めっき鋼板表面の外観性異常の原因を判定することよりなる溶融亜鉛めっき鋼板表面の外観性異常原因判定方法。
(もっと読む)
塗料密着性、塗装後耐食性に優れたAl系めっき鋼板及びこれを用いた自動車部材並びにAl系めっき鋼板の製造方法
【課題】 高温成形後に1200MPa以上の強度を得ることができ、かつ、塗料密着性、塗装後耐食性に優れたAl系めっき鋼板及びこれを用いた自動車用部品並びにAl系めっき鋼板の製造法を提供する。
【解決手段】 Al系めっき層中のアルカリ元素の含有量をX(質量%)、アルカリ土類元素の含有量をY(質量%)としたときに、X+0.5Yが0.05質量%以下であることを特徴とする塗装後耐食性に優れた溶融Al系めっき鋼板。鋼成分として質量%で、C:0.1〜0.3%、Mn:0.6〜3%を含有することが望ましい。このような成分を有するAl系めっき鋼板を熱間プレスすることで非常に高い強度と優れた塗装後特性を両立する自動車部品の製造が可能となる。
【効果】 本発明によると、Al系めっき鋼板を使用して熱間プレス工法により高強度部材を製造することができ、なお、かつ安定した塗装後耐食性を得られるためその工業的意義は極めて大きい。
(もっと読む)
金属製品の生産方法及び同金属製品
【課題】メッキされ、かつ、刻印が鮮明に見える金属製品の生産方法と、刻印が鮮明に見える金属製品を提供する。
【解決手段】生産方法は、金属製品にメッキを施した後に、その金属製品の表面に打刻することを特徴とする。刻印を有する金属製品は、メッキを施した金属製品の表面に打刻により形成された刻印の溝の内周面に、前記表面のメッキ層と等しい又はこれより薄いメッキ層を備えた。
(もっと読む)
冷間圧延性、波付け加工性に優れた溶融亜鉛めっき鋼板用熱延原板の製造方法
【課題】良好な冷間圧延性を確保しつつ、加工性、特に波付け加工後の寸法精度に優れた溶融亜鉛めっき鋼板用熱延原板の製造方法を提供すること。
【解決手段】質量%で、C:0.03%未満、Si:0.03%以下、Mn:0.10〜0.30%、P:0.030%以下、S:0.030%以下、Al:0.010〜0.060%、N:0.0060%以下を含有し、残部がFeおよび不可避的不純物からなる鋼を溶製後、連続鋳造によって鋳片とし、この鋳片を熱間圧延するに際し、鋼板幅方向のセンターとエッジ部との仕上温度差を10℃以内に確保しつつ仕上温度をAr3変態点−20℃超からAr3変態点までの温度範囲とし、熱間圧延後、巻取温度640℃以上で巻取る。
(もっと読む)
高耐食性めっき鋼材及びその製造方法
【課題】 本発明は、従来の溶融めっき鋼材、電気めっき鋼材及びスプレーめっき鋼材にはない、めっき層構造と特徴を持たせることで、簡便で製造コストが安く、かつ、従来技術では得られない高耐食性のめっき鋼材及びその製造方法を提供する。
【解決手段】 鋼材の表面に金属めっき層を有し、さらに該金属めっき層上の少なくとも一部に、該金属めっきと異なる成分又は組成を有する金属又は金属化合物の少なくとも1種の粒状被覆物を有することを特徴とする高耐食性めっき鋼材、及び、その製造方法。
(もっと読む)
粗面形成ローラ、粗面形成装置及び粗面線材並びに粗面形成方法
【課題】 摩擦係数が高く、生産性が向上し、コストを低くすることができる粗面形成ローラ、粗面形成装置及び粗面線材並びに粗面形成方法を提供する。
【解決手段】 線材Wの表面に粗面を設ける粗面形成ローラ10であって、中心に回転軸22を備えるための回転軸穴11Aを有するローラ本体11と、線材Wが接触し、ローラ本体11の外周面に沿って環状に設けられる少なくとも一条の溝12Aを有する溝部12と、溝12Aの溝面12Bに設けられ、線材Wに粗面を形成する複数の尖鋭な突起部13とを備えることを特徴とする。
(もっと読む)
ヘアライン外観を有する高耐食性Zn系合金めっき鋼材
【課題】
ステンレス鋼材の用途と同じ用途に適用できるヘアライン外観を有する高耐食性亜鉛系合金めっき鋼材を提供すること。
【解決手段】
めっき付着量が10〜600g/m2で、Al:1〜60質量%、Mg:0.1〜10質量%含有し、残部がZn及び不可避不純物からなるめっき層の表層に形成されたヘアラインを有し、該ヘアラインは、ヘアラインと直角方向の表面粗さRaが0.2〜2.5μm、ピーク数PPIが50〜400で、ヘアライン方向の表面粗さRaが0.1〜1.2μm、ピーク数PPIが1〜100で、かつ、ヘアラインと直角方向の表面粗さRaはヘアライン方向の表面粗さRaの1.2倍以上、ヘアラインと直角方向のPPIはヘアライン方向のPPIの2.0倍以上であることを特徴とするヘアライン外観を有する高耐食性Zn系合金めっき鋼材。
(もっと読む)
疲労特性に優れた鋼材およびその製造方法
【課題】 疲労特性に優れた鋼材およびその製造方法を提供する。
【解決手段】 曲率半径が板厚の5倍以下の曲げ部を有する形状に成形した、10g/m2以上の亜鉛メッキを施した鋼板または鋼管、あるいは一部または全面に亜鉛が10g/m2以上付着するように亜鉛粉末含有塗料を塗布した曲率半径が板厚の5倍以下の曲げ部を有する鋼板または鋼管を800 ℃以上1000℃以下の温度に加熱後急冷して、表面の鉄亜鉛合金層直下の鋼に炭素濃化層を形成する。
(もっと読む)
鉄製品の地際の防食法
【課題】 溶融亜鉛メッキの耐食性を生かし、更に、地際の耐食性を向上させる方法を得る事。また、その方法で地際を防食した鉄製品を得る事。
【解決手段】 最初に全体を溶融亜鉛メッキし、次ぎに地際の必要な範囲にサンドブラストをかけた後、そこに亜鉛を溶射で厚くつける。
(もっと読む)
41 - 57 / 57
[ Back to top ]