
Fターム[4K027AC86]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 被膜凝固後に行う処理 (923) | その他の物理的なもの (178)
Fターム[4K027AC86]の下位に属するFターム
圧延、延伸、矯正 (121)
Fターム[4K027AC86]に分類される特許
21 - 40 / 57
溶融亜鉛めっきナット
【課題】 溶融亜鉛めっきでボルトのねじについた余分なめっきを、ねじ山の形にする修正方法を得て、めっきのためのオーバサイズを小さくすること。その修正方法を適用した溶融亜鉛めっきボルトを得ること。修正方法は、めっきに要求される耐食性を落とさない方法であること。
【解決手段】 溶融亜鉛めっきしたナットのねじの余分なめっきを、塑性変形でねじ山の形を整える。工具は、めねじを塑性変形で形成するタップ又はボルトである。
(もっと読む)
皮膜付き合金化溶融亜鉛めっき鋼板の皮膜付着量測定方法及び装置
【課題】皮膜付き合金化溶融亜鉛めっき鋼板の皮膜付着量を精度良く測定する方法及び装置を提供する。
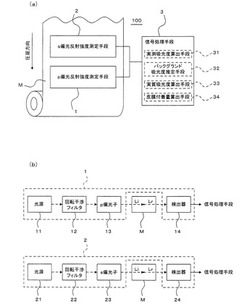
【解決手段】本発明に係る皮膜付着量測定装置100は、p偏光反射強度測定手段1とs偏光反射強度測定手段2と信号処理手段3とを備える。各反射強度測定手段は、皮膜の特性吸収が生じる第1波長帯域の赤外光と皮膜の特性吸収が生じない2つ以上の第2波長帯域の赤外光とを皮膜に入射させて、各波長帯域の赤外光のp偏光及びs偏光の反射強度を測定する。信号処理手段は、各波長帯域のs偏光に対するp偏光の相対反射強度に基づいて各波長帯域の実測吸光度を算出し、第2波長帯域の実測吸光度に基づいて第1波長帯域のバックグランド吸光度を推定し、第1波長帯域の実測吸光度と第1波長帯域のバックグランド吸光度とに基づいて第1波長帯域の実質吸光度を算出し、算出した実質吸光度に基づいて皮膜の付着量を算出する。
(もっと読む)
塗装後耐食性に優れた自動車部材及び熱間プレス用Alめっき鋼板
【課題】塗装後耐食性に優れた自動車部材及び熱間プレス用Alめっき鋼板を提供する。
【解決手段】特定の鋼成分を有し、体積%で90%以上がマルテンサイトである鋼材の表面に複数の相からなるAl−Fe金属間化合物層を有し、更にその表面に厚みが0.05〜1μmの酸化膜を有し、Al−Fe金属間化合物層と鋼材の界面にAlを含有し厚みが2.5〜10μmのbcc層を有することを特徴とする、耐食性に優れた自動車部材及び熱間プレス用Alめっき鋼板。
(もっと読む)
亜鉛系めっき鋼板、亜鉛系めっき鋼板の切断加工方法および切断加工用金型

【課題】切断した端面の耐錆性に優れる亜鉛系めっき鋼板と、その亜鉛系めっき鋼板を得るのに用いて好適な切断加工用金型と切断加工方法を提案する。
【解決手段】ダイ、ポンチおよびダイ押えからなる金型を用いて、片面当たりのZn目付量が10g/m2以上で、板厚が2.0mm以下の亜鉛系めっき鋼板を切断加工するに当たり、製品鋼板側となるダイおよびポンチのいずれか一方の肩に上記鋼板板厚の0.10〜0.50倍の曲率半径の丸みをもたせ、他方の肩とダイ押えの肩を直角とすると共に、ダイとダイ押えの側面を揃えて、ダイとポンチとの間のクリアランスを上記鋼板板厚の1.0%以下として切断加工を施し、剪断面比率が90%以上でかつ剪断面の亜鉛被覆率が50%以上である端面を形成する。
(もっと読む)
合金化溶融亜鉛めっき鋼帯の製造方法及び装置
【課題】 電磁制振装置と誘導加熱式合金化装置とを有する合金化溶融亜鉛めっき装置とを用いて、めっき付着量の均一な合金化溶融亜鉛めっき鋼帯を製造する際に、めっき層に縞模様が発生するのを防止すること。
【解決手段】 電磁制振装置の周波数をf1、誘導加熱式合金化装置の誘導コイルの周波数をf2とするときに、f1とf2との関係がf1>10×f2、またはf2>10×f1、或いは1/10×f2≦f1≦10×f2のときm×f1≠n×f2(ただし、m、nは1〜10の整数)を満足する条件で製造することを特徴とする付着量の均一な合金化溶融亜鉛めっき鋼帯の製造方法。
(もっと読む)
金属ストリップを被覆する方法およびその方法を実行するための装置
本発明は、被酸化性金属または被酸化性金属合金または金属酸化物の層を、亜鉛または亜鉛合金で予め被覆された金属ストリップ上に真空中で蒸着すること、被覆された金属ストリップを巻回すること、亜鉛または亜鉛合金層のすべてまたは一部において、被酸化性金属または被酸化性金属合金の拡散によって形成された合金の層を上部に含むコーティングを有するストリップを得るために、巻回された金属ストリップに静的拡散処理を適用することを含む金属ストリップを被覆する方法に関する。本発明は、また、前記方法を実行するための装置に関する。 (もっと読む)
浸漬法を利用した疎水性表面を有する3次元形状構造物の製造方法
【課題】本発明は、金属溶融液に特定形状構造物を浸漬する浸漬法を利用して、3次元形状構造物の表面に疏水特性が与えられるように形成させる3次元形状構造物の製造方法に関するものである。
【解決手段】本発明は、特定形状構造物を金属溶融液に浸漬して、特定形状構造物の表面に金属溶融物質をコーティングさせる金属コーティング段階、金属溶融物質がコーティングされた金属コーティング基材を陽極酸化加工する陽極酸化段階、金属コーティング基材の外面に非ぬれ性高分子物質をコーティングすることによって陰極複製構造物を形成する陰極複製段階、陰極複製構造物の外面を外部形成物質で囲む外部構造物形成段階、及び陰極複製構造物と外部形成物質から金属コーティング基材を除去する金属コーティング除去段階を含む。
(もっと読む)
溶融亜鉛めっき鋼板の製造設備
【課題】鋼板表面の外観を損なわず必要な酸化膜を安定して形成する、実用化に容易な溶融亜鉛めっき鋼板の製造設備を提案する。
【解決手段】溶融亜鉛メッキ装置と、調質圧延機と、酸性溶液接触装置と、洗浄装置が連設され、前記酸性溶液接触装置と前記洗浄装置は間隔を設けて配置される。さらに、前記酸性溶液接触装置から前記洗浄装置までの間には絶対湿度を制御する手段が設けられている。例えば、前記ライン上に、鋼板の上下面および両側面を覆い、かつ、鋼板が貫通可能なカバーと、前記カバー内に、水蒸気又は乾燥空気を吹き込む吹き込み手段と、温度と相対湿度、又は露点を測定する測定手段を設けることで、溶融亜鉛めっき鋼板表面に酸化膜を確実に形成させることができる。
(もっと読む)
溶融亜鉛浴部材の表面被覆用材料とその製造方法並びにその部材
【課題】 本発明は、耐亜鉛溶損性に優れた溶融亜鉛浴部材の表面被覆用材料とその製造方法並びにその部材を提供する。
【解決手段】 溶融亜鉛浴部材の表面に被覆層を形成する溶融亜鉛浴部材の表面被覆用材料であって、当該表面被覆層がWC粉末粒子と、そのバインダ金属がCoとCo以外の元素からなり、かつ単一相を有する組織の合金である合金組織とで構成される溶融亜鉛浴部材の表面被覆用材料。そのバインダ金属がCoとNi,Al,Si,Mo,Nb,Cr,W,Taの1種または2種以上を含有させた合金であることを特徴とする溶融亜鉛浴部材の表面被覆用材料とその製造方法並びにその部材。
(もっと読む)
陰極被膜のための仮保護膜の生成および除去方法
本発明は、特に、塗料付着性に優れた表面を有する硬化鋼材を製造する際の、陰極被膜のための仮保護膜を生成および除去するための方法であって、硬化性合金鋼からなる鋼板が予備酸化処理を施され、前記予備酸化処理の際に厚さ100nm〜1,000nmのFeO膜が形成され、続いて、溶融めっき処理が実施されて、厚さ5〜20μm、好ましくは7〜14μmの亜鉛膜がそれぞれの面に被着され、前記溶融めっき処理において前記溶融めっき処理の間に前記バリア膜のアルミニウム含有量が0.15g/m2〜0.8g/m2、好ましくは0.2g/m2〜0.5g/m2となるように亜鉛浴中のアルミニウム含有量が、調整され、前記鋼板ないし前記鋼板から製造された鋼板部材は、続いて、オーステナイト化温度以上の温度に加熱処理され、続いて、限界硬化速度を超える速度にて冷却されることで硬化が行われ、さらに、前記溶融めっき処理のための亜鉛浴中に0.10重量%〜15重量%の量の酸素親和性元素が含まれており、前記酸素親和性元素は前記オーステナイト化中に、前記陰極保護膜の表面に前記酸素親和性元素の酸化物からなる薄い被膜を形成し、この酸化物被膜は、硬化処理後に、ドライアイス粒子を前記鋼板部材に噴射することによって除去されるように構成した方法に関する。  (もっと読む)
(もっと読む)
摩擦点接合構造
【課題】摩擦点接合構造におけるAl−Fe系化合物やZnAl化合物が接合強度に及ぼす影響を解明し、Al−Fe系化合物層やZnAl化合物を含む組織の構成を接合強度との関連で特定した摩擦点接合構造を提供する。
【解決手段】接合部側に亜鉛メッキ層を形成した鋼板とアルミ合金板とを重ね合せ、回転ツールを回転させながらアルミ合金板に押し込み、摩擦熱でアルミ合金板を軟化させ、塑性流動を生じさせてアルミ合金板と鋼板とを固相状態で接合した摩擦点接合構造において、回転ツールを回転させながらアルミ合金板に押し込み、軟化した亜鉛メッキ層の大部分を接合部から排出し、アルミ合金板と鋼板との接合部に、鋼板側からAl−Fe系化合物層と、Znが固溶したAlマトリックスにZnAl化合物とAl,Zn酸化物を含む組織層を層状に形成した。
(もっと読む)
強度が非常に高い最終製品の熱機械的成形方法およびその方法により製造された製品
本発明は、非常に高い強度を有する最終製品を熱機械的成形する方法であって、(全て重量%で)0.04%<炭素<0.5%、0.5%<マンガン<3.5%、ケイ素<1.0%、0.01%<クロム<1%、チタン<0.2%、アルミニウム<2.0%、リン<0.1%、窒素<0.015%N、硫黄<0.05%、ホウ素<0.015%、不可避不純物、残部鉄を含んでなり、亜鉛合金被覆層で被覆されており、該亜鉛合金が、Mg0.3〜4.0%及びAl0.05〜6.0%、所望により一種以上の追加元素0.2%以下、不可避不純物、残部亜鉛からなる、被覆され、熱間圧延及び/または冷間圧延された鋼ストリップまたはシートを用意する工程、該鋼シートを切断し、鋼シートブランクを得る工程、該鋼シートブランクを、最終的な特性を有する最終的な製品に熱機械的成形する工程を含んでなる、方法に関する。 (もっと読む)
表面処理金属の耐食性評価方法
【課題】加工を受けた表面処理金属(表面処理鋼板)を接合して用いる場合の合わせ構造部における耐食性を評価する方法を提案する。
【解決手段】加工を受けた2つの表面処理金属の被加工面どうしを重ね合わせて接合し、その接合部に形成された合わせ構造部の腐食試験を行う表面処理金属の耐食性評価方法。
(もっと読む)
溶融めっき鋼板の温間加工方法及び温間加工成形品
【課題】溶融めっき層の延性を増加させて下地鋼に近づけ、クラック,剥離等の加工欠陥のない健全な溶融めっき層を有する溶融めっき鋼板の加工製品を得る。
【解決手段】溶融亜鉛めっき鋼板,溶融Zn‐Al系めっき鋼板,溶融Zn‐Al‐Mg系めっき鋼板,溶融アルミニウムめっき鋼板等の溶融めっき鋼板、或いはさらに高延性塗膜を設けた前記溶融めっき鋼板を加工する際、加工温度を50℃以上に加熱保持し、溶融めっき層の延性を増加させる。保持温度は、めっき原板が青熱脆性を起こさないように150℃未満とする。50℃以上で150℃未満の温度域の温間加工であるため、優れた加工性で目標形状に加工でき、熱器具用途にあっては優れた耐熱性も維持される。
(もっと読む)
アルミニウム・亜鉛合金溶融めっき皮膜を研磨するための方法と装置、およびそれらによる製品
【課題】塗装されていない状態での使用に適する連続した一貫性のある表面の外観を有する溶融めっき皮膜を形成する。
【解決手段】本発明は、塗装されていない状態での使用に適する連続した一貫性のある表面の外観を有する研磨された溶融めっき皮膜を形成するために、鋼板を覆うミニマイズドスパングルのアルミニウム・亜鉛合金溶融めっき皮膜を研磨する方法を対象にする。
(もっと読む)
Al系めっき熱処理鋼材およびその製造方法
【課題】Al系めっき鋼材を熱処理しても、所定のめっき層を残存させ、自動車用部材としての塗装後の耐食性および塗膜密着性を確保できるAl系めっき熱処理鋼材を得る。
【解決手段】Al系めっき鋼材を塑性変形が容易な温度域または焼入が可能な温度域に加熱した熱処理鋼材であって、その表面に残存するめっき付着量が20〜100g/m2(片面当たり)であり、当該めっき層中のFe濃度が質量%で2〜35%であり、当該めっき層の表面粗さRa(JIS B0610)が1.5〜5μmであることを特徴とするAl系めっき熱処理鋼材である。この鋼材は、Al系めっき鋼材を、昇温速度が30℃/s以上で加熱し、冷却速度が30℃/s以上で冷却した後、表面を加圧することにより得られる。
(もっと読む)
高強度自動車部品およびその熱間プレス方法
【課題】 本発明はAlめっき鋼板を使用して熱間プレス法により高強度自動車部品を製造する上で、極めて塗装後耐食性に優れた高強度自動車部品およびその熱間プレス方法を提供する。
【解決手段】 表面にFeAl2、Fe2Al5、FeAl3、FeAl、Al固溶α-Feの2種以上から成る被覆層を有するHv400以上の硬度を持つ鋼部品で、この被覆層の組織が3層構造であることを特徴とする高強度自動車部品。またその製造法としては鋼成分規定した鋼にAlを主体とするめっきを施した鋼板を使用して自動車部材を熱間プレス法で製造するに際し、プレス前到達板温が850℃以上でかつ600〜850℃間の平均昇温速度が4℃/秒以上となるように加熱することにより、合金化後のAlめっき層の組織を制御し、優れた塗装後耐食性を得る。
(もっと読む)
浴中ロール回転速度検出装置並びに浴中ロールの回転速度制御方法及びその装置
【課題】浴中ロールの回転速度を正確に測定し、測定された回転速度に基づき浴中ロールと鋼帯とのスリップを防止することで、めっき鋼帯の品質を向上することが可能な浴中ロールの回転速度制御方法及びその装置を提供する。
【解決手段】浴中ロールの回転速度制御装置1は、浴中ロール5に備えられる永久磁石14と、金属浴3の浴外において備えられ、永久磁石14の磁束Hを検出する検出センサ15と、検出された磁束Hに基づき、浴中ロール5の回転速度を算出する回転速度算出手段17と、算出された回転速度と、予め設定された鋼帯Sの搬送速度とに基づいて、浴中ロール5の鋼帯Sに対する押し込み量を調整する押し込み量制御手段29とを備える。
(もっと読む)
フラックスメッキ装置
【課題】表面にフラックスを塗布した鋼板を溶融金属内に浸漬し,メッキ膜を被覆するフラックスメッキ装置において,鋼板表面上の酸化膜を除去後に鋼板表面に残存するフラックスを軽減し,メッキ膜を被覆した鋼板の品質を向上することを目的とする。
【解決手段】ポットロール3と矯正ロール4の間に設けられた剥離板6を用いて,鋼板Hの表面に付着したフラックス11を除去する。剥離板6は矯正ロール4に一体化されている。剥離板6は水平方向に移動する矯正ロール4と一体に移動するため,矯正ロール4の位置や鋼板Hの位置が変動しても,鋼板Hと剥離板6との間の距離を一定に保つことができ,常に鋼板Hと剥離板6の剥離部6aとの間の距離を最適な長さにして,適切に鋼板Hの表面に付着したフラックス11を除去できる。
(もっと読む)
耐食性および加工性に優れた溶融Zn−Al合金めっき鋼板及びその製造方法
【課題】耐食性および加工性に優れ、さらにめっき外観、スポット溶接性にも優れた溶融Zn−Al系合金めっき鋼板およびその製造方法を提供する。
【解決手段】めっき層が平均で、質量%で、Al:25〜70%、Mg:0.5〜5%、Si:0.1〜5%、Sr:0.005×(Si%)〜0.05×(Si%)%を含み、あるいはさらにCr:0.02〜2%、Ni:0.02〜2%を含有し、残部Znおよび不可避的不純物からなるめっき層組成となるように、組成を調整しためっき浴に、鋼板を浸漬したのち、該めっき浴から引き上げて、350℃までの冷却速度が10〜100℃/sとなるように却し、鋼板表面に溶融Zn−Al系合金めっき層を形成する。さらに圧下率:0.5〜5%の調質圧延、および150〜350℃の温度範囲で過時効処理を施してもよい。これにより、耐食性および加工性、さらにめっき外観、スポット溶接性に優れた溶融Zn−Al系合金めっき鋼板となる。
(もっと読む)
21 - 40 / 57
[ Back to top ]