
Fターム[4K027AD08]の内容
Fターム[4K027AD08]の下位に属するFターム
カバー (40)
Fターム[4K027AD08]に分類される特許
41 - 60 / 67
添加物の溶融方法及び溶融装置、並びに亜鉛系成形体の製造方法及び製造装置
【課題】溶融亜鉛に添加した添加物を従来よりも短時間で確実に溶融して溶融亜鉛内で均一化し、溶融亜鉛に添加された添加物を溶融する効率と添加物の添加された溶融亜鉛の品質とを向上させる。
【解決手段】添加物の溶融装置2が、溶融亜鉛Lを進行させる流路8と、前記流路8を進行する溶融亜鉛Lに添加物Aを添加する添加部25と、を有するように構成する。また、流路8に開口部を備えたゲート26(27)を設け、その開口部の大きさはゲート26(27)の下流に配置された流路8の長さに基づいて設定されるようにする。さらに、前記開口部が、鉛直方向に沿ってスリット状に形成されているようにする。
(もっと読む)
連続溶融金属めっき設備のスナウト内異物除去装置

【課題】連続溶融金属めっき設備のスナウト内異物除去装置を提供する。
【解決手段】スナウト内浴面に発生する異物をスナウト外に排出するガスリフトポンプを有し、前記ガスリフトポンプは一方の直管部がスナウト内のめっき浴面に吸引口を有する吸い込み配管をなし、他方の直管部がスナウト外のめっき浴面に排出口を有する排出配管をなす略U字状の連通管と、前記排出配管に内挿され、ガスリフト用ガスを放出するガス供給管を有し、前記ガス供給管はガスリフト用ガスが供給される直管部と前記直管部の先端に同軸に取り付けられ、前記ガスリフト用ガスを放出する先端部材を備え、前記先端部材は前記直管部より大径の円筒部材で、前記排出口側となる端面に、前記直管部の外周に沿って配置された複数の開口部を有し、好ましくは先端を円錐体とする。
(もっと読む)
溶融アルミニウムめっき鋼板の製造方法
【課題】めっき浴内でのドロス生成を抑制し、ドロスに起因する表面欠陥の発生を防止することができる溶融アルミニウムめっき鋼板の製造方法を提供する。
【解決手段】アルミニウムを主成分とするめっき浴2中に鋼板1を連続的に浸漬して、鋼板1の表面にアルミニウム又はアルミニウム合金からなるめっき層を形成する際に、めっき浴2の設定温度tを645〜670℃とし、めっき浴2に浸漬する際の鋼板1の温度を、めっき浴2の設定温度tに対して±5℃以内とすると共に、鋼板1浸漬時のめっき浴2の温度変動を設定温度tに対して±2℃以内にする。
(もっと読む)
溶融メッキ浴槽のスナウト内の清浄装置
【課題】溶融メッキラインのスナウト内壁面に付着するアッシュによるストリップの品質異常を抑制できる装置を提供する。
【解決手段】メッキ浴槽P1の溶融金属内に設置されたシンクロールP2に案内された鋼帯Aが、スナウトP4に囲まれて斜め上方から下方に導入され、次いで上方に導出されるよう構成される。スナウトP4内の液面に、鋼帯Aの近くでその幅方向に沿う液流れが生ずるように、一対の吐出口と吸い込み口および吐出管路と吸い込み管路が設けられる。前記吐出管路は鉛直またはそれに近い状態で立ち上がる。鋼帯Aを囲む前記スナウトP4の水平断面において、鋼帯Aが浴槽P1から立ち上がり出て行く部分に近い出側壁に対向する入側壁は、前記吐出管路に近い部分において、該吐出管路の立ち上がり部分の回りに空間を確保するように、下端から湯面近くまでほぼ鉛直に立ち上がっている。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングによるスプラッシュの発生を適切に抑え、高品質の溶融金属めっき鋼帯を安定して製造する。
【解決手段】ガスワイピング部で発生する音波の周波数スペクトラムとスプラッシュの発生との相関関係を利用し、ガスワイピング部で発生する音波を測定して、周波数スペクトラムに変換し、その周波数スペクトラムが予め決められた条件を満足するように、好ましくは、周波数スペクトラムの特定周波数領域での音圧強度又は音圧強度の積分値が基準値以下となるように、ガスワイピングノズルの位置を調整する。
(もっと読む)
鋼板の溶融金属鍍金装置
【課題】プリメルトポットから鍍金槽に溶融金属を供給する際、溶融金属の成分を偏析させず、優れた鍍金品質を有する製品を得ることができる鋼板の溶融金属鍍金装置を提供する。
【解決手段】複数の成分を含む溶融金属浴2を保持する溶融鍍金槽1と、前記溶融鍍金槽1に溶融金属浴成分を供給するための一つ又は複数のプリメットポット5と、前記溶融鍍金槽1内の溶融金属浴2と前記各プリメルトポット5内の溶融金属2aを連通する連結管6を備える鋼板の溶融金属鍍金装置において、前記連結管6の溶融金属浴成分を前記溶融鍍金槽1内の溶融金属浴2中に導出する開口部12を、前記溶融鍍金槽1の鋼板侵入部側に鋼板最大幅以上となるように間隔をあけて設置することを特徴とする。
(もっと読む)
溶融めっき金属帯の製造装置
【課題】鋼帯の搬送に伴い発生する随伴流に起因する下降流を安価に抑制でき、ドロス付着による欠陥のない高品質な溶融亜鉛めっき鋼帯の製造に好適な溶融亜鉛めっき金属帯の製造装置を提供する。
【解決手段】溶融金属浴を保持するめっき槽と該溶融金属浴中に浸漬通板される金属帯の走行方向を上向きに変更するシンクロールを備えた溶融めっき金属帯の製造装置において、シンクロール通過後の上向きの金属帯パスラインと、該金属帯パスラインに対向しためっき槽内壁面との間の溶融金属浴中に、略鉛直方向の貫通穴を有する部材が設置されている。
(もっと読む)
溶融めっき装置および溶融めっき装置の操業方法
【課題】 ボトムドロスの巻き上げを効果的に抑制することができ、ドロスの付着が少ない被めっき材を製造可能な溶融めっき装置およびその操業方法を提供する。
【解決手段】 ポット深さを2400〜3000mmとし、連通孔を設けた底板からポット底面までの間隔をポット深さの1/2〜2/3とした堰を設置してなる溶融めっき装置およびそれを用いた操業方法である。
(もっと読む)
溶融亜鉛めっき装置およびそれを用いた溶融亜鉛めっき金属帯の製造方法
【課題】 溶融亜鉛ポットへの、亜鉛インゴットの投下に伴って、ドロスが発生、堆積するのを、簡単なしくみで抑制できる、溶融亜鉛めっき装置およびそれを用いた溶融亜鉛めっき金属帯の製造方法を提供する。
【解決手段】 亜鉛インゴット46の投下位置直下でかつ、ポット40付設の加熱装置47の溶融亜鉛吐出口471の上端よりも上方の位置に、前記亜鉛インゴット46の下端を支えることができる形状をした、インゴット受け80を設ける。
(もっと読む)
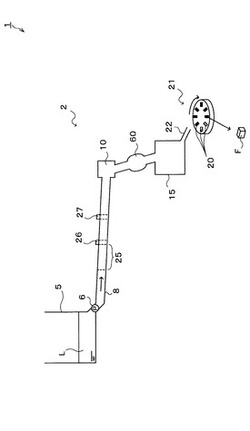
金属ストリップの溶融メッキ法及び装置
【課題】
従来技術の欠点を克服することを可能とする金属ストリップの溶融メッキ法及びそれに関連する装置の提供。
【解決手段】
本発明は、金属ストリップ(1)を、炉(2)、及び金属ストリップ(1)の送り方向(F)で後に続くロール室(3)を通って、溶融したメッキ用金属(4)を収容した容器(5)に該容器(5)の底部領域の開口(6)を通して案内し、その際に該容器(5)の底部領域に、容器(5)中のメッキ用金属(4)を押し留めるために電磁場を発生させる、金属ストリップを溶融メッキする方法において、ロール室(3)中において少なくとも2つの相前後して区分された区域(7、8)中に異なる気圧雰囲気を維持することを特徴とする、上記方法に関する。  (もっと読む)
(もっと読む)
金属ストランドを溶融浸漬被覆するための装置
本発明は、金属ストランド1、特に鋼ストリップを溶融浸漬被覆するための装置であって、金属ストランド1が、溶融された被覆金属2を収容する容器3を通して、かつ前もって接続された案内通路6を通して垂直に貫通案内され、金属ストランド1の両側の案内通路の領域内に、容器3内の被覆金属2を保持するために電磁場を発生するための少なくとも2つの誘電子8が配置され、そして案内手段を備えかつ保護ガス下にある炉空間9が案内通路6に前もって接続される装置に関する。所定条件の場合に、案内通路6と炉空間9との間の永続的に優れた封隙を保証するために、本発明によれば、炉空間9と案内通路6との間に、ガス密の耐熱性で柔軟な封止部13が配置される。 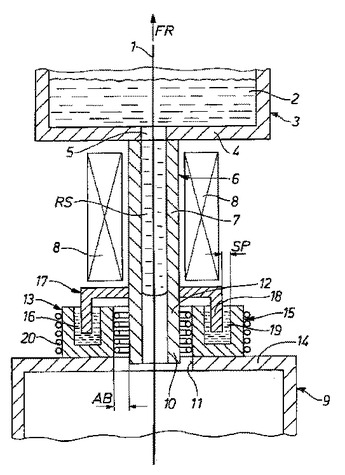 (もっと読む)
(もっと読む)
金属帯の連続溶融金属めっき設備
【課題】溶融金属槽内の堆積物の巻上げを抑制して金属帯に堆積物が付着することを有利に防止できる、金属帯の連続溶融金属めっき設備を提供する。
【解決手段】本発明は、シンクロール軸端部が面する溶融金属槽の両側壁面に、溶融金属槽底部からの距離が該底部とシンクロール下端の間隔の0.2〜0.8倍となるの位置に、該壁面に沿って上昇または下降する溶融金属流れを抑止する整流板を設置したことを特徴とする。また、必要に応じて前記整流板の前記溶融金属槽壁面に対する設置角度を70〜110度とし、開孔率10〜70%の範囲で溶融金属の流通を許容する開孔、前記整流板の端部に水平より上方、または下方の角度をもった整流翼、前記整流板の開孔部ににテーパー状の整流翼を配設する。
(もっと読む)
スリットバーナおよび金属帯の加熱方法
【課題】本発明は帯状の火炎を噴出させるスリットバーナおよびそれを用いた金属帯の加熱方法を提供する。
【解決手段】噴射面と該噴射面の4周に取り付けられる保護壁を有し、前記噴射面は一列の、複数の燃料ガス供給孔からなる燃料ガス供給孔列と、前記燃料ガス供給孔列の両側で、平行となるように配置される複数の燃焼用空気供給孔からなる燃焼用空気供給孔列と、更にその外側で、前記燃焼用空気供給孔列と平行となるように配置される複数の空気流入孔からなる空気流入孔列を有し、前記燃料ガス供給孔と前記燃焼用空気供給孔には供給管が連結され、前記保護壁は相対する内方に傾斜している。金属帯の進行方向に対し、燃料ガス供給孔列を直角となるように配置する。
(もっと読む)
フラックス溶融めっき鋼板の製造方法および仕切り板
【課題】 フラックス溶融めっき鋼板の製造方法において、フラックス巻が抑制でき、かつ、カキ疵の発生を抑制でき外観に優れた溶融めっき鋼板を得ることができるフラックス溶融めっき鋼板の製造方法およびその方法に使用する仕切り板を提供すること。
【解決手段】 鋼板の表面にフラックスを塗布した後、該鋼板を溶融金属浴内に浸漬し、ポットロールを経由して通板し、鋼板の表面に溶融金属をめっきする溶融めっき鋼板の製造方法において、鋼板がポットロールに接触している位置に、ポットロールと3〜20mmの距離(L1)を設けて仕切り板の先端がくるように断面略L字状の仕切り板を設置し、該仕切り板の先端角度(θ)を水平軸に対して50〜80°とし、かつ、該仕切り板の上部を溶融金属浴中に浸漬距離(L2)30〜300mmで浸漬して、溶融めっきすることを特徴とする溶融めっき鋼板の製造方法。
(もっと読む)
めっき浴設備
【課題】 めっき浴の温度分布を幅方向に均一とすることが可能で、ドロスが浴内の幅方向両側のいずれか一方側に集中して生成することがなく、これをもってめっき製品のドロス付着欠陥の発生が非常に少ない連続溶融金属めっきラインのめっき浴設備を提供する。
【解決手段】 めっき浴1の形状が、被めっき材3の通材路幅中心線Cに対して、左右略対称の形状であることを旨とし、好ましくは、さらに、浴中機器4,7,8が、通材路幅中心線Cに対して、左右略対称の形状である、および/または、めっき浴を加熱するための加熱装置11が、通材路幅中心線Cに対して、左右略対称に配置された、めっき浴設備である。
(もっと読む)
連続溶融金属めっき装置
【課題】 品質欠陥の発生を防止可能な、鋼帯の連続溶融金属めっき装置を提供する。
【解決手段】 めっき浴を収納するポットと、鋼帯をめっき浴中に連続的に侵入させるためのスナウトと、鋼帯を方向転換させめっき浴浴面より上方に引き上げるためのシンクロールと、を有し、さらにめっき浴の浴面の少なくとも一部を覆うように波動抑制板を交換可能に配設する。これにより、めっき浴面の波動が抑制され、スナウト内での溶融金属のドロス、酸化物や異物等の付着が抑制でき、品質欠陥の発生が少ない溶融金属めっき鋼帯を製造できる。なお、波動抑制板は、溶融金属の酸化防止機能および/または溶融金属の保温機能を有することが好ましい。
(もっと読む)
溶融鉛フリーはんだに対する耐侵食性に優れたCo基合金およびそのCo基合金からなる鉛フリーはんだ付け装置部材
【課題】鉛フリーはんだ、特に溶融状態のSn−Ag系鉛フリーはんだに対する耐侵食性が優れたCo基合金およびそのCo基合金からなる鉛フリーはんだ付け装置部材を提供する。
【解決手段】Cr:20.0〜35.0%、W:3.0〜15.0%、Fe:0.1〜25.0%、C:0.01〜1.20%、Mn:0.5〜2.0%、Si:0.1〜2.0%を含有し、さらに必要に応じて(a)Ni:1.0〜24.0%、(b)La:0.01〜0.15%およびCe:0.01〜0.15%の内の1種または2種、(c)Mg:0.001〜0.05%の内の1種または2種以上、または前記(a)〜(c)の内の2種以上を含有し、残部がCoおよび不可避不純物からなる組成を有するCo基合金およびそのCo基合金からなる鉛フリーはんだ付け装置部材。
(もっと読む)
溶融金属中の異物除去装置
【課題】 連続溶融金属メッキのメッキ浴のように、連続処理に供される溶融金属中の異物を微細気泡によって浮上除去する装置を提供すること。
【解決手段】 それぞれ複数個のセラミックス細管12をモルタルによって装着した金属製保護管11を不活性ガス導入管13に取り付けた溶融金属中の異物の浮遊除去装置9であり、微細気泡を発生するセラミックス細管12は、セラミックス細管12の内径を0.3mm以下の微小径とするか、内孔に多孔質材料を充填するか、該内孔にセラミックスファイバーを充填した5mm以下の内径とし、さらに、セラミックス細管12先端を金属製保護管11の先端よりも目標とする気泡径より長い距離だけ突き出しても良い。
(もっと読む)
オーバーコート防止用バッフルプレートの開閉制御方法、装置および溶融金属鍍金鋼板の製造方法、装置
【課題】 溶接部位以外の急峻な幅違い部位がバッフルプレートを通過する時に起こり得る、設備破損や鋼板亀裂破断を未然に防止することができる。
【解決手段】 溶融金属鍍金浴中から鋼板1を連続的に引き上げて、鋼板1に金属鍍金液を付着させる際に、金属鍍金液を鋼板1の幅方向に亘って均一に付着させるための、開閉可能なオーバーコート防止用バッフルプレートの開閉制御装置において、バッフルプレート3の連続鍍金ライン上流側に設けられた板幅検出装置4と、鋼板1の移動距離を検出するブライドルロール回転検出器8と、ライン運転を制御するラインコントローラと、コントロール装置とを備え、前記コントロール装置は、板幅検出装置4による板幅測定値に基づいて、鋼板1の幅違いの有無を判断し、この判断結果に基づいて、バッフルプレート3の開閉指令を発し、前記開閉指令を発するタイミングは、前記ブライドルロール回転検出器8により検出される幅違い部位の位置に基づいて決定する。
(もっと読む)
溶融Zn合金に対する耐食性と折り曲げ加工時の加工性に優れた鋼材
【課題】 本発明は、溶融Zn合金に対する耐食性と折り曲げ加工時の加工性に優れた鋼材を提供する。
【解決手段】 鋼材を、質量%で、Al:0.04%以上60%以下、Mg:0.5%以上5%以下を含有し、残部が亜鉛及び不可避的不純物からなる浴温460℃の溶融Zn合金めっき浴に浸漬した際に、始めの48時間浸漬における該鋼材の平均腐食速度が800g/m2/day以下であり、かつ、前記鋼材を板厚3mmにした際の曲げ半径5mmの90°折り曲げ加工でクラックが発生しないことを特徴とする溶融Zn合金に対する耐食性と折り曲げ加工時の加工性に優れた鋼材。
(もっと読む)
41 - 60 / 67
[ Back to top ]