
Fターム[4K034FB07]の内容
熱処理一般;主に搬送、冷却 (3,884) | 冷却関連装置 (331) | 冷却ノズル (208) | 構造 (34)
Fターム[4K034FB07]の下位に属するFターム
ノズルヘッダ (16)
Fターム[4K034FB07]に分類される特許
1 - 18 / 18
噴射ノズル並びに噴射ノズル装置及び噴霧方法
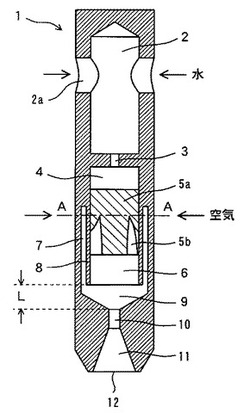
【課題】噴霧量が大きく変化しても鋼板などを安定して均一に冷却でき、かつ鋳片や鋼板などの冷却速度を広い範囲で制御できる噴射ノズルを提供する。
【解決手段】液体を旋回可能な液体流路2と、気体を旋回可能な気体流路7と、前記各流路を通過して合流した液体と気体とを混合するための混合室9と、前記混合室で生成したミストを噴射するための噴射口12とを備えた筒状の噴射ノズル1において、前記気体流路の旋回方向と前記液体流路の旋回方向とを逆方向とする。この噴射ノズルは、ノズル中心軸線に沿って円筒状の液体流路2を設け、この液体流路2に液体旋回部材5が配設されているとともに、液体流路の外周に隔壁8を隔てて気体流路7を設け、この気体流路7に気体を旋回可能な気体流入口7aが形成されていてもよい。
(もっと読む)
熱処理鋼材又は曲げ部材の製造装置及び製造方法

【課題】閉じた横断面形状を有するとともに軸方向へ搬送される鋼材を、長手方向及び/又は周方向への加熱温度の変動を抑制しながら加熱して、熱処理鋼材を製造する。
【解決手段】長手方向の第1の端部17aを先頭として長手方向へ送られる鋼管17の外面17cから離間して第1の位置Aに配置され、鋼管17をAc3点以上に加熱する誘導加熱コイル12aと、第1の位置Aよりも鋼管17の送り方向の下流の第2の位置Bで鋼管17の外面17cに冷却水13bを吹き付けることによって、誘導加熱コイル12aによる鋼管17の加熱位置P1と冷却水13bの鋼管17への吹き付け位置P2との間に赤熱部17dを形成しながら、鋼管17を焼入れる冷却機構13と、赤熱部17dの温度測定機構14と、温度測定機構14の測定結果に基づいて、誘導加熱コイル12aへの電力の投入量をフィードバック制御する投入電力制御機構15とを備える製造装置10である。
(もっと読む)
長尺鋼材の焼入れ方法
【課題】安価な熱処理設備で、長尺の鋼材における周方向の焼入れ硬さの均一化を達成する方法の提供である。
【解決手段】この焼入れ方法は、長尺の鋼材8を加熱する工程と、加熱された鋼材8を搬送しつつ、この鋼材8に冷却剤を噴射して冷却する工程と、を含む。この冷却剤の噴射速度Vが1m/sを超え30m/s以下であり、噴射角度θが5°以上35°以下である。好ましくは、冷却剤の噴射速度Vが1m/sを超え10m/s以下であり、噴射角度θが15°以上35°以下である。好ましくは、冷却剤の噴射速度Vが10m/sを超え20m/s以下であり、噴射角度θが10°以上30°以下である。好ましくは、冷却剤の噴射速度Vが20m/sを超え30m/s以下であり、噴射角度θが5°以上25°以下である。
(もっと読む)
霧状スプレーによって材料を冷却するための方法及び装置
本発明は、材料を焼き戻すための方法及び装置に関する。
本発明によれば、1つ以上の液体が少なくとも1つの噴霧器によって液滴に霧化され、液滴の少なくとも一部が高温材料の表面と衝突して気化し、これによって熱エネルギーが高温材料の表面層から除去されるよう、これらの液滴が高温材料の表面に向かって誘導される。衝突部材を使用して、液滴のサイズをさらに小さくすることができる。液滴は、別個の誘導用ガス流によって表面に誘導することができる。
(もっと読む)
冷却装置
【課題】冷却水等といった冷却液を放出するための穴を改善することにより、少量の冷却液で対象物を効率良く冷却することができる高周波焼入れ装置を提供する。
【解決手段】鋼管7に対して相対的に移動可能であり鋼管7に対向する面に複数のノズル11を支持したジャケット8と、複数のノズル11に冷却水を供給する給水装置9とを有する冷却装置2である。複数のノズル11のそれぞれは、外被管の内部に螺旋形状部材を配置することによって形成されている。外被管の先端に冷却水の出口穴が設けられ、他端には冷却水の入口穴が設けられる。出口穴の直径は螺旋形状部材の外径よりも小さくなっている。給水装置9によってジャケット8の内部に供給された冷却水はノズル11の内部へ入り、螺旋形状部材によって螺旋運動を付与された後、ノズル11の出口穴から錐状に広がって放出され、鋼管7に当って鋼管7を冷却する。
(もっと読む)
真空熱処理炉及び熱処理対象物支持装置
【課題】処理室内に設置した熱処理対象物を冷却するにあたり、前記処理対象物の冷却の不均一を抑制すること。
【解決手段】真空熱処理炉10は、処理室13と、支持部と、回転部16とを含む。処理室13は、熱処理対象物11を加熱し、加熱した熱処理対象物11を冷却ガス12でガス冷却する。支持部は、処理室13内に設けられて、熱処理対象物11の長手方向が処理室13への冷却ガス12の入口から出口に向かうように、熱処理対象物11を支持するものであり、支持部材19と、環状部材20と、取り付け治具21とで構成される。回転部16は、熱処理対象物11と当接しており、自身が回転することで熱処理対象物11を回転させる。
(もっと読む)
丸棒用冷却装置
【課題】冷却対象を丸棒とした場合に、丸棒2を均一に冷却することが簡単に行うことができるようにする。
【解決手段】冷却対象である丸棒2が内部に配置される筒体3と、筒体3内に周方向の同一断面当たり2個以上の冷却ノズル4とを備え、冷却ノズル4は、当該冷却ノズル4から噴射された冷却媒体が筒体3の内壁に当たるように配置されている。冷却ノズル4は、筒体3の周方向に等間隔で配置されている。冷却ノズル4の水平角度及び筒体3内に配置する同一断面の冷却ノズル4の個数を丸棒2の半径及び筒体3の半径より設定する。
(もっと読む)
塑性加工装置及び塑性加工方法
【課題】被加工物を誘導加熱しながら塑性加工しても表面の酸化等の品質劣化を防止することができ、同時に塑性加工後表面に所望の熱処理効果を与える、塑性加工装置及び塑性加工方法を提供する。
【解決手段】(a)被加工物2が相対移動する方向に沿って上流側に配置され、被加工物2を局所的に誘導加熱する誘導加熱コイル20と、(b)被加工物2が相対移動する方向に沿って下流側に配置され、被加工物2の局所的に誘導加熱された部分4bを塑性加工する塑性加工用部材12,14と、(c)酸素を含まない空気遮蔽用ガスを供給し、被加工物2の誘導加熱された部分を、空気遮蔽用ガスの雰囲気中に置く空気遮蔽用ガス供給部材22,24と、(d)酸素を含まない焼入れ用冷却ガスを供給し、被加工物2の塑性加工された部分2cを、焼入れ用冷却ガスの雰囲気中に置いて冷却し焼入れするガス供給部材26,28とを備える。
(もっと読む)
鋼材の冷却装置および冷却方法
【課題】鋼材に冷却水を供給する場合において、鋼材を高冷却速度で均一にかつ安定して冷却することができる鋼材の冷却装置および冷却方法を提供する。
【解決手段】棒状冷却水が鋼板10に衝突する直噴部40の位置が碁盤目状に配置されているとともに、鋼板搬送方向において対応する位置にある直噴部同士を結ぶ直線が鋼板搬送方向に対して所定角度φだけ傾いている。
(もっと読む)
熱間鍛造部品の冷却方法およびその装置、並びに熱間鍛造部品の製造方法
【課題】鋼素材を用いて、フランジ部を有する軸部品を熱間鍛造により製造するに当り、フランジ部に良好な冷間加工性を付与するとともに、フランジ部と軸部との境界部に高い疲労強度を付与した、熱間鍛造部品を提供する。
【解決手段】フランジ部および軸部を有する熱間鍛造部品を冷却するに当り、当該熱間鍛造部品の熱間鍛造中もしくは熱間鍛造後に、前記軸部の軸方向を上下方向として熱間鍛造部品を支持し、前記フランジ部の下側よりフランジ部と軸部との境界部に対して、局部的に冷媒を吹き付ける。
(もっと読む)
転がり軸受軌道輪の製造方法
【課題】焼入れ時に不完全焼入れ層がなく、且つ変形や焼き割れの生じにくい転がり軸受軌道輪の製造方法を提供する。
【解決手段】例えば高周波誘導加熱コイル1に、焼入れ冷却ガスの流路7、当該流路7内のガスをワークWの外周側に向けて吐出する吐出口8を形成し、且つ焼入れ冷却ガス供給装置4を接続すると共に、ワークWの内周側をガスで冷却可能な冷却ジャケット15を備えた高周波焼入れ装置を用い、加熱コイル1に対してワークWを100min-1以上の速度で回転しながら加熱し、加熱後は、ワークWを100min-1以上の速度で回転しながら加熱コイル1及び冷却ジャケット15からワークWへ0.2MPa以上の圧力でガスを吐出することで、ワークWの全周にわたって均等に急冷して焼入れする。
(もっと読む)
連続的ラインにおいて、ストリップを冷却し、安定化する方法及び装置
ガス、特に空気、または、窒素及び水素から構成される混合物を、連続熱処理ラインに吹き込むことによって冷却する冷却ボックスによって金属ストリップを冷却する方法において、
前記ボックス(4、4a、…4’、4’a、…)が、該ストリップの走行方向(X)に、2m未満の単位寸法(h)を有し、および前記ストリップの走行方向(X)と垂直な方向に、複数の単位吹き込みセクター(4α、4β、4γ、…4aα、4aβ、4aγ、…;4’α、4’β、4’γ、…4’aα、4’aβ、4’aγ、…)に分割されており、
各単位吹き込みセクターは、これらの単位吹き込みセクターの各々の圧力を調節する少なくとも1つのアクチュエータ(6;2)を備えており、
制御/調節システム(R)は、意図されたストリップ冷却曲線Fに対応する、前記吹き込みセクターにおける理論的な長手方向の圧力分布が、冷却曲線Fを修正することなく、前記冷却ゾーン内での前記ストリップと、装置の壁部とのいかなる接触も避けるために、前記吹き込みセクターに対する前記ストリップの位置の変化を考慮に入れるように適応されるように制御する方法である。 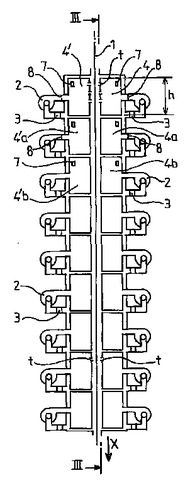 (もっと読む)
(もっと読む)
熱処理炉
【課題】ソルトバスやメタルバス等を使用したマルクエンチを実施することなく、油焼き入れ処理における熱処理対象物Wの焼き割れを回避し、焼き曲がりを低減する。
【解決手段】炉で加熱した熱処理対象物Wを投入すべき焼入油槽22から上方に距離を隔てて配置された噴射部23と、油槽22の油面と噴射部23との間隙にガスを充填するガス導入系5とを設け、油槽22の油面に対して油を噴射し油槽22中にバブルを発生させながら熱処理対象物Wを油焼き入れするものとした。
(もっと読む)
鋼帯の冷却装置
【課題】高冷却速度を得るためにノズル先端部から鋼帯迄の距離を近づけても安全な鋼帯の冷却装置を提供すること。
【解決手段】冷却箱3の表面に複数の突出ノズル4を配置し、この突出ノズル4から冷媒を噴出させて走行する鋼帯12を冷却する鋼帯の冷却装置2において、突出ノズル4を可撓性材料で形成する。
(もっと読む)
鋼帯の冷却装置
【課題】高冷却速度を得るためにノズルからのガス噴出速度を速くし、ノズルの抵抗係数を小さくて、ガス循環設備をコンパクトにしつつ、ノズルから噴出する冷媒による熱伝達率を上げて、均一冷却を行うことができる鋼帯の冷却装置を提供すること。
【解決手段】冷却箱3の表面に突出ノズル4を配置し、この突出ノズル4から冷媒を噴出させて走行する鋼帯12を冷却する鋼帯の冷却装置2において、ノズル先端から鋼帯面までの距離を30〜100mmに保持した複数の突出ノズル4を冷却箱3表面から突出させ、この突出ノズルのA/aを2≦A/a≦9(A:ノズル基部の開口断面積、a:ノズル先端部の開口断面積)とし、冷却箱3表面から突出ノズル4のノズル先端までの距離を150〜200mmとし、ノズル先端部の開口断面の扁平率a1/a2を1<a1/a2<9(a1:ノズル先端部の開口断面の長辺、a2:ノズル先端部の開口断面の短辺)とした。
(もっと読む)
H形鋼の冷却ライン設備
【課題】 H型鋼を均一な加速冷却を行うための冷却装置を提供する。
【解決手段】 H型鋼のフランジ外面の加速冷却を行うライン設備を搬送方向に複数に分割し、該分割した部分の間に垂直に対向するガイドローラを格納するガイドローラーボックスを配設し、該ガイドローラーボックスの対向する面側に多孔噴流口を設け、且つガイドローラーボックス内部を冷却水供給ヘッダとして使用し、少なくとも該ガイドローラーボックスの配設された部分に対面するH型鋼表面を補足冷却するものであり、前記ガイドローラーボックスの対向する面側に設けられた多孔噴流口の内、ガイドローラの近傍に配列された多孔噴流口の冷却水噴出角度を他の部分より20゜以上内向きに配設し、また、前記多孔噴流口の内、ガイドローラの近傍に配列された多孔噴流口の密度を他の部分の密度の1.5〜2.5倍として配設したH型鋼を均一な加速冷却を行うための冷却装置。
(もっと読む)
鋼板連続焼鈍設備のガスジェット冷却装置と冷却制御方法
【課題】軟質鋼板から高強度鋼板(超ハイテン材)までの多種類の薄鋼板製品を製造するために必要な熱処理を、生産性を損なわずに行なうことができる連続焼鈍設備のガスジェット冷却装置およびその冷却制御方法を提供する。
【解決手段】鋼板連続焼鈍設備の均熱後の1次冷却帯で、その表面にノズルから気体を吹き付けて冷却するガスジェット冷却装置を、通板方向に設けた複数段冷却ユニット7a〜7dの冷却能力を独立して制御可能に、前段側の冷却ユニット7a、7bを緩冷可能に、後段側の冷却ユニット7c、7dを急冷可能になるように形成した。
(もっと読む)
平板状鋼製品の冷却方法及び冷却装置
本発明は、高圧スロットノズル(5)を有する装置に関する。連続式金属シートの外側に冷却のための水を吹き付ける。スパイラルロール(3)は、高圧スロットノズル(5)の下流に設けられて、金属シートの横方向の一方の端から他方の端に亘る水の横方向の流れを促進する。チャンネル効果は、高圧スロットノズル(5)のスパイラルロール(3)とノズルハウジング(6)との間に生じて、金属シートの表面に過剰量の水が蓄積される。この過剰な水の蓄積は、金属シートの均一な冷却を妨げ、その結果、過剰な水は、吸引装置(6,12)によって吸引除去される。この吸引装置は、第1ダクト(7)と第2ダクト(8)を有する。第1ダクト(7)は、下端が過剰に蓄積された水に浸されて、上端が第2ダクト(8)に連通される。第2ダクト(8)の2つの広がる領域(9)は、それぞれ吸引ポンプに接続されて、吸引された水が側方へ送られる。  (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]