
Fターム[4K038FA02]の内容
熱処理のプロセス制御 (949) | 制御の方式 (128) | プログラム制御 (84)
Fターム[4K038FA02]に分類される特許
1 - 20 / 84
連続式加熱炉の炉温設定方法及び炉温制御システム、連続式加熱炉、並びに金属材料の製造方法
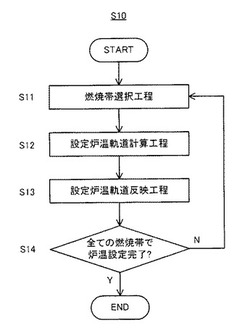
【課題】加熱条件の異なる複数のスラブを連続式加熱炉に装入して加熱する場合であっても、スラブの目標抽出温度及び制約条件をより確実に満足し、かつ燃料消費量を低減することが可能な、連続式加熱炉の炉温設定方法を提供する。
【解決手段】所定の制御周期毎に少なくとも1の燃焼帯の温度を該燃焼帯からの各スラブの目標抽出温度に基づいて設定する、連続式加熱炉の炉温設定方法であって、温度設定を行う燃焼帯のうち1の燃焼帯を作業燃焼帯として選択する工程と、初期時刻において作業燃焼帯の内部に存在する各スラブおよび作業燃焼帯に導入される直前のスラブの予想抽出温度が各スラブの目標抽出温度以上となるような作業燃焼帯の設定炉温軌道を計算する工程と、計算した作業燃焼帯の設定炉温軌道のうち少なくとも一部を作業燃焼帯の炉温設定に反映する工程と、を有する炉温設定方法とする。
(もっと読む)
線材の軟化装置及び線材の軟化方法

【課題】電線と端子との圧着強度のばらつきを抑制することを目的とする。
【解決手段】軟化装置10は、冷却液22を貯留する冷却液貯留部20と、冷却液貯留部20外に設けられ、線材Wを案内しつつ線材Wに電圧を印加するための第1通電用シーブ30と、冷却液貯留部20内に設けられ、第1通電用シーブ30を経て供給される線材Wを案内しつつ線材Wに通電を行うための第2通電用シーブ30とを備える。また、軟化装置10には、冷却液貯留部20における冷却液22の液面位置を検出する液面位置検出部40が設けられ、この液面位置検出部40の検出結果に基づいて、第1通電用シーブ30と第2通電用シーブ32との間における、線材Wの加熱経路長Sを制御する。
(もっと読む)
加熱炉の制御方法および加熱炉の制御装置
【課題】外乱により加熱炉からスラブを抽出するピッチに変動が生じた場合でも、正確にスラブを目標温度に加熱すること。
【解決手段】本発明の加熱炉の制御方法は、スラブの搬送方法に沿って予熱帯、加熱帯、および均熱帯に区分けされた加熱炉の制御方法であって、加熱炉から抽出された被加熱体の加熱帯および均熱帯における在炉時間を算出する在炉時間算出ステップ(ステップS2)と、加熱帯および均熱帯における在炉時間と、加熱帯およ均熱帯における標準の在炉時間と、に基づいて加熱炉の炉温を制御する制御ステップ(ステップS4)とを含む。
(もっと読む)
金属鋼帯の蛇行制御方法および装置
【課題】不要な蛇行制御を防止して安定した通板を実現できる金属鋼帯の蛇行制御方法および装置を提供すること。
【解決手段】金属鋼帯の側面に電磁波を送信し、前記側面からの前記電磁波の反射電磁波を受信し、前記電磁波の送信から前記反射電磁波の受信までの時間を基に前記金属鋼帯の側面の位置を測定する位置測定工程と、前記測定した金属鋼帯の側面の位置を所定の位置に修正する蛇行制御工程と、を含み、前記測定した金属鋼帯の側面の位置の変位速度が閾値よりも大きい場合は前記金属鋼帯の側面の位置の修正を停止する。
(もっと読む)
冷延鋼板の製造条件決定方法、製造条件決定装置および製造条件決定プログラム
【課題】実験による試行錯誤をすることなく、所望の機械的特性を有する冷延鋼板の製造条件を決定することができる冷延鋼板の製造条件決定方法、製造条件決定装置および製造条件決定プログラムを提供する。
【解決手段】製造条件決定方法は、所望の機械的特性を得るための目標フェライト分率等を決定する目標組織決定工程と、製造条件入力工程と、連続焼鈍時間算出工程と、オーステナイト粒径算出工程と、フェライト分率算出工程と、マルテンサイト硬さ算出工程と、目標フェライト分率等とフェライト分率等との差が予め定めた所定の閾値を超えるか否かを判定する組織比較判定工程と、判定結果に従って製造条件入力工程で入力された加熱温度、焼入れ温度および焼戻し温度を補正する製造条件補正工程とを含み、補正が終了するまでオーステナイト粒径、フェライト分率およびマルテンサイト硬さの算出処理を繰り返し行うことを特徴とする。
(もっと読む)
連続式加熱炉の燃焼制御方法及び燃焼制御装置
【課題】鋼材を出側目標温度通りに加熱すること。
【解決手段】必要炉温計算部6bが、炉温の応答時間後に第i帯に存在する各スラブについて、スラブを出側目標温度に加熱するために必要な炉温を必要炉温として算出し、設定炉温計算部6cが、算出された各スラブの必要炉温の最大値を第i帯の炉温として設定する。これにより、炉温の応答時間を考慮して第i帯の炉温が設定されるので、スラブを出側目標温度通りに加熱することができる。
(もっと読む)
連続式加熱炉の燃焼制御方法及び燃焼制御装置
【課題】鋼材毎の最適炉温を短時間、且つ、高精度に算出すること。
【解決手段】2次元スラブ温度計算部6bが、2次元伝熱方程式に基づく2次元モデルを利用して各加熱帯におけるスラブの温度を予測し、1次元スラブ温度計算部6cが、1次元方程式に基づく1次元モデルを利用して予測された各加熱帯におけるスラブの温度が2次元モデルを利用して予測された各加熱帯におけるスラブの温度と一致するように、2次元モデルを利用して予測された各加熱帯におけるスラブの温度に基づいて1次元モデルにおける各帯の代表放射率を決定するステップと、決定された代表放射率を用いた1次元モデルを利用して各加熱帯におけるスラブの最適炉温を算出するステップと、算出された各加熱帯におけるスラブの最適炉温に基づいて、各加熱帯の炉温を設定する。
(もっと読む)
連続式加熱炉の炉温設定方法及び炉温制御システム、連続式加熱炉、並びに金属材料の製造方法
【課題】燃料消費量を効果的に低減することが可能な連続式加熱炉の炉温設定方法及び炉温制御システム、連続式加熱炉、並びに金属材料の製造方法を提供する。
【解決手段】所定の制御周期毎に少なくとも一の燃焼帯の設定温度を更新する連続式加熱炉の炉温設定方法であって、熱収支方程式により各燃焼帯の炉温変化が加熱炉全体の燃料使用量に与える影響を評価する影響係数を算出し、該影響係数を用いて各燃焼帯の炉温変化量を変数とする評価関数を構成し、炉温変化量に課す制約条件を決定し、該制約条件の下で評価関数を最適化する各燃焼帯の炉温変化量を求め、求めた炉温変化量に基き各燃焼帯の設定温度を更新する炉温設定方法とし、該炉温設定方法により炉温を設定する炉温制御システムとし、該炉温制御システムを備える連続式加熱炉とし、該連続式加熱炉により金属材料を加熱する工程を有する金属材料の製造方法とする。
(もっと読む)
高周波誘導加熱方法およびその装置
【課題】 縦長の加熱対象ワークを一連の作業工程において設定される許容時間内に均一に加熱することができる高周波誘導加熱方法およびその装置を提供する。
【解決手段】
螺旋状の高周波誘導加熱コイル1を把持するテーブル2a、2bと、
高周波誘導加熱コイル1の中央位置においてワーク3を載置するワーク載置手段4と、
テーブル2a、2bを高周波誘導加熱コイル1の長手方向に移動させる駆動手段5a、5bと、
ワークの温度を検出する温度検出手段6a1と、
選択されたプロファイルデータに基づき、高周波電源および駆動手段5a、5bを制御し、高周波誘導加熱コイル1の加熱量を制御する制御手段と、
、を備える。
(もっと読む)
金属帯の冷却方法および冷却装置
【課題】金属帯を均一に冷却し、これにより、形状不良を発生させることなく、板幅方向の機械特性を均一にして金属帯を製造する冷却方法を提供する。
【解決手段】冷却水を噴射することによって金属帯を冷却する水冷装置を用いて、金属帯の表面における冷却水の水量密度を制御しながら、金属帯を冷却する際に、膜沸騰と遷移沸騰の境界条件における前記金属帯の温度および水量密度の関係を予め求めておき、前記金属帯が、当該関係に基づいて該金属帯の温度に応じて与えられる水量密度を上限とした水量密度で冷却されるように、水量密度を制御する。
(もっと読む)
連続式熱処理炉の炉温決定方法
【課題】設定した炉温よりも低い温度で、鋼板を連続的に抽出する鋼板の熱処理において、鋼板内に発生する強度のばらつきを低減し、かつ、熱処理炉の生産性を高め得る炉温を決定する。
【解決手段】鋼板を連続的に熱処理する熱処理炉の炉温を決定する方法において、(i-1)鋼板に許容される強度のばらつきの範囲に収まる熱処理温度の範囲(熱処理操業で発生が許容できる温度差)を求め、(i-2)鋼板内で実際に生じる温度差が、上記熱処理温度の範囲を超えない設定炉温の最大値を求め、(ii-1)目標とする熱処理能力から、鋼板が熱処理炉内に滞在し得る最大在炉時間を求め、(ii-2)求めた最大在炉時間から、目標とする鋼板の抽出温度に対して設定する設定炉温の最小値を求め、(iii)求めた設定炉温の最大値と最小値の間で、鋼板内に発生する強度のばらつきの低減、及び、熱処理炉の生産性の向上の観点から、熱処理炉の炉温を決定する。
(もっと読む)
金属板の温度測定装置における参照板の温度制御方法
【課題】本発明は、被測定金属板の幅が変化した際にも、被測定金属板の幅が変化した部分に対応する参照板の幅方向の部分の温度の変化(温度偏差)が軽減され、被測定金属板の温度測定誤差を小さくすることが可能な金属板の温度測定装置における参照板の温度制御方法を提供することを目的とする。
【解決手段】補助ヒータ13を参照板2に沿って、参照板2と対向する最小幅Wsminの鋼板3の両端部よりそれぞれ外側であり、かつ、最大幅Wsmaxの鋼板3の両端部よりそれぞれ内側の位置に対応するように設け、温度コントローラ12の指示に基づき鋼板3の幅Ws(最小幅Wsmin〜最大幅Wsmax)に応じた所定の電力を補助ヒータ13に供給し、参照板2の温度分布が所定の温度分布となるように制御する。
(もっと読む)
連続焼鈍炉の板温制御装置および板温制御方法
【課題】最適な中央ライン速度および板温目標値を設定し、中央ライン速度の減速要因発生から中央ライン速度の回復までの燃料原単位を最適化することが可能な板温制御装置を提供する。
【解決手段】本発明の板温制御装置は、ストリップを移動させる中央ライン速度の減速要因に応じて、減速要因の発生から解消までの中央ライン速度の減速量が最小となるように、中央ライン速度の推移を表す中央ライン速度パターンを設定する速度制御部と、中央ライン速度パターンと、任意に設定された板温目標値の推移を表す目標板温パターンおよび連続焼鈍炉に供給される燃料の燃料流量パターンとに基づいて、ストリップの板温推移を推定し、推定された推移板温が製品品質を保証可能な管理範囲内にあり、かつ燃料供給量が最少である燃料流量パターンを最適燃料流量パターンとする板温パターン制御部と、を備える。
(もっと読む)
連続熱処理炉における板温制御システム、方法及びプログラム
【課題】鋼板の長手方向での板温のばらつきに応じた板温制御を可能とする。
【解決手段】帯状の鋼板の板温をフィードバック制御する連続熱処理炉における板温制御システムであって、連続熱処理炉の前工程情報X1〜Xm、炉出側の目標板温TSsをn個に分類した領域、フィードバック(FB)制御ゲインを関連付けて格納する制御ゲインデータベース(DB)と、前工程情報及び炉出側の目標板温に応じて制御ゲインDBから読込んだFB制御ゲインに基づいて、連続熱処理炉に対するFB制御を実行するFBコントローラと、炉出側の実績板温TSa(i)に基づく鋼板の長手方向での実績板温ばらつきσaと、フィードバック制御周期毎の板温変化量から板温変化影響係数βとを求め、その実績板温ばらつきσaと板温変化影響係数βに応じて、制御ゲインDBに格納されているFB制御ゲインを更新する制御ゲイン計算部とを備える。
(もっと読む)
出力値予測方法、該装置および該方法のプログラム
【課題】本発明は、予測値に影響を与える要因から所定の予測可能な要因を抽出することによって所定の基準を生成し、予測値のばらつきにおける分布の態様にかかわらず、予測値のばらつきを求め得る出力値予測方法、出力値予測装置および出力値予測プログラムを提供する。
【解決手段】本発明の出力値予測方法では、予め既知の所定の関係を用いて導かれる第1モデルを基準とした誤差パラメータαjであって、M個の過去実績データ(X、y)から算出されたM個の誤差パラメータαj(j=1〜M)を用いることで、予測対象データX0の予測値y0がM通り算出され、そして、予測対象データX0との類似度wjに従って予測値y0に対する重み付き度数Fwが算出される。さらに、重み付き度数Fwから予測値のばらつきとして確率密度が算出される。
(もっと読む)
連続熱処理炉への圧延材投入順番の決定方法
【課題】圧延材の連続熱処理工程において、製造プロセス条件だけではなく、経済的なコスト面も直接評価にいれた連続熱処理炉への圧延材投入順番の決定方法を提供する。
。
【解決手段】本発明の圧延材投入順番の決定方法は、圧延材Rを複数連結した上で連続熱処理炉1に投入して設定処理温度で圧延材Rを熱処理するに際し、設定処理温度から外れた炉内温度で熱処理された圧延材Rに起因する費用損失を評価するロスコスト評価関数を設定し、このロスコスト評価関数が最小となるように、連続熱処理炉1への圧延材Rの投入順番を決定する。
(もっと読む)
金属帯の通板位置制御装置および方法
【課題】本発明の目的は、連続焼鈍ラインの焼入れ後の再加熱炉において、金属帯を連続的に、かつ、ヘアピン状に通板する際に生ずる金属帯の蛇行を修正するための金属帯の通板位置制御装置および方法を提供することにある。
【解決手段】蛇行した鋼帯1のずれ量(ΔW)を検出器9、10で検出し、この検出器9、10で検出したずれ量(ΔW)に応じた所定の修正指令値に基づき、鋼帯1が蛇行した方向の側(紙面右側)の軸部6を他方の側(同左側)の軸部6に比べて相対的に下方となるように、ジャッキ7、8でそれぞれ移動させるようにしたことを特徴とする。
(もっと読む)
起動装置および起動方法
【課題】工業炉などの産業用の製造装置に適した制御の再起動を実現する。
【解決手段】起動装置1は、降温速度ΔPVと休止時間TWと操作量上限値OHとオフ時間TXとの組からなる分析用データを記憶する分析用データ記憶部2と、分析用データを用いて多変量解析手法により推定用多項式を算出する推定用多項式算出部3と、推定用多項式を記憶する推定用多項式記憶部4と、降温速度ΔPVと休止時間TWと操作量上限値OHのオンラインデータを取り込んでオフ時間TXの推定値を算出するオフ時間TX推定値算出部5と、制御装置10に対してヒータをオフにさせる指令を与え、オフ時間TX推定値の時間だけ維持した後に、通常の制御を再起動させる動作指令部6とを備えている。
(もっと読む)
加熱炉及び加熱方法
【課題】スキッドにより金属材を搬送する加熱炉において、金属材下面のスキッドマークの温度を、より正確に測定することができる加熱炉及び加熱方法を提供すること。
【解決手段】炉内の金属材を複数のスキッドによって搬送しつつ加熱する加熱炉を提供する。この加熱炉1は、スキッドの間に配置され、金属材Fの下面の温度分布を測定する温度測定装置100と、温度分布からスキッドマーク量ΔTを算出する温度算出部12と、を有し、温度測定装置100は、炉内ガスによる吸収及び放射が起こらない波長を有する単色輝度により、金属材の放射エネルギー分布を計測する輝度計測部110と、輝度計測部110の測定範囲内で輝度計測部110の近傍に配置され迷光を補正するための温度既知物体120と、輝度計測部110が計測した単色輝度分布を迷光補正して、金属材Fの温度分布を求める演算部130と、を有する。
(もっと読む)
加熱炉及び加熱方法
【課題】蓄熱式バーナを使用してエネルギー効率を向上させつつ、金属材の長手方向の温度分布をより精度良く制御することができる加熱炉及び加熱方法を提供する。
【解決手段】この加熱炉1は、炉幅方向を長手として配置された金属材Fを炉長方向に搬送しつつ、該金属材を加熱する加熱炉であり、炉幅方向で相互に対向するように、炉幅方向両側の炉側壁のそれぞれに炉長方向に沿って複数配置され、交番燃焼のペアを組んで交番で燃焼フレームを形成する蓄熱式バーナ2と、炉長方向で相隣接する蓄熱式バーナの間における加熱炉に配置され、燃焼フレームをそれぞれ独立して形成して金属材を局所的に加熱する少なくとも1以上の非蓄熱式バーナ10と、を有し、非蓄熱式バーナは、加熱炉における抽出側から炉長の1/3の位置から、加熱炉の抽出口OUTまでの間に配置される。
(もっと読む)
1 - 20 / 84
[ Back to top ]