
Fターム[4K042BA03]の内容
Fターム[4K042BA03]に分類される特許
781 - 799 / 799
機械構造用部品

【課題】従来よりも疲労強度を一層向上させた機械構造用部品を提案する。
【解決手段】少なくとも一部分に高周波焼入れによる硬化層を有する機械構造用部品において、該硬化層における旧オーステナイト粒の平均粒径GS(μm)と前記高周波焼入れを施した部位の応力集中係数αとの関係を式GS≦11−2×α(ただしα≧1.5)に従うものとする。
(もっと読む)
高強度ベイナイト型窒化部品及びその製造方法

【課題】生成後に膨張の原因となり、低歪達成の障害となる化合物層の生成を極力抑える条件で窒化処理を行った場合においても、浸炭品に近い強度の得られる窒化部品の提供。
【解決手段】C:0.20〜0.30%、Si:0.25%以下、Mn:0.50%未満、P:0.03%以下、S:0.05%以下、Cr:1.00超〜2.00%、Mo:0.10〜0.50%未満、V:0.10〜0.50%、Al:0.10超〜0.20%、Ti:0.10%以下、N:0.0060〜0.020%以下を含有し、18<27C+9Mn+7Cr+8Mo及び22<37C+6Mn+8Cr+11Vを満足し、残部がFe及び不純物元素からなる成分を有し、ベイナイト主体の組織からなり、ベイナイト組織の平均パケットサイズが10μm以下であり、窒化処理後の表面硬さがHV650以上、硬化深さが0.2mm以上であり、表層の化合物層の平均厚さが1μm以下である。
(もっと読む)
転がり支持装置およびその構成部品の製造方法
【課題】 異物混入潤滑下や高荷重下等の苛酷な環境下で使用される転がり支持装置において、表面起点型剥離および白色組織起点型剥離をともに抑制し、寿命を長くする。
【解決手段】 内輪1、外輪2、および玉3の少なくとも一つを、C含有率が0.3質量%以上1.2質量%以下、Si含有率が0.5質量%以上2.0質量%以下、Mn含有率が0.2質量%以上2.0質量%以下、Cr含有率が0.5質量%以上2.0質量%以下である鋼からなる素材を所定形状に加工した後、浸炭窒化、焼入れ、焼戻しを含む熱処理を施した。そして、転がり面をなす表層部のC含有率を1.0質量%以上2.0質量%以下、前記表層部のN含有率を0.2質量%以上2.0質量%以下、CおよびNの総含有率が1.2質量%以上3.0質量%以下、前記表層部の残留オーステナイト量を5体積%以上20体積%以下、前記表層部の硬さをHRC62以上とした。
(もっと読む)
転がり軸受
【課題】 低粘度、過酷潤滑、異物環境、清浄油潤滑等、いかなる潤滑条件下でも寿命向上が図れるようにする。
【解決手段】 転がり軸受の少なくとも転動体の表面に、微小凹形状のくぼみをランダムに無数に設け、前記くぼみを設けた面の面粗さパラメータRyniを0.4〜1.0μmの範囲内とし、かつ、Sk値を−1.6以下とする。
(もっと読む)
タップ形成ボルト
【課題】遅れ破壊に起因するねじの頭飛びを生じさせない。
【解決手段】タップ形成ボルトは、頭部11とその頭部11に垂設され先端にねじ成形部12aを有するねじ部12とを備え、ブラケット13に形成された挿通孔13aにねじ部を挿通し、フレーム14に形成された下孔の内周面にねじ成形部12aがねじ山14aを成形し、形成されたねじ山14aにねじ部12が螺合した状態で頭部11がブラケット13をフレーム14に押し付けるように構成される。ねじ成形部12aにのみ高周波焼き入れが施される。ねじ山14aに螺合するねじ部12表面のHv硬度が350未満であり、ねじ山14aを形成するねじ成形部12a表面のHv硬度が350以上である。ブラケット13の厚さをT1、フレーム14の厚さをT2とするとき、ねじ成形部12aの長さL1とねじ部12の全長L2との関係が次の式を満たす。L1≦L2−(T1+T2)
(もっと読む)
クランクシャフトの誘導焼入方法
【課題】 クランクシャフトWのピン部P等を低歪みでR焼入れすることを可能にする。
【構成】 クランクシャフトWのピン部P等に半開放鞍型の加熱コイル11を置き、同シャフトWを回転させながら加熱コイル11に電力を供給してピン部P等の全周面を誘導加熱し、その後、加熱コイル11により加熱された部分に対して冷却ジャケット12により冷却液を噴射して冷却し、この過程でピン部P等のR焼入れを行う方法である。クランクシャフトWのピン部Pを誘導加熱するに当たり、クランクシャフトの回転数が45〜60(rpm) 、加熱コイルに供給する電力が1.3 〜2.0 (kW/cm2)、加熱時間が5.00〜6.67(sec) という各設定の下で行う一方、ジャーナル部Jを誘導加熱するに当たり、クランクシャフトの回転数が60〜90(rpm) 、加熱コイルに供給する電力が1.3 〜2.0 (kW/cm2)、加熱時間が3.34〜5.00(sec) という各設定の下で行う。
(もっと読む)
冷間加工性と焼き入れ性に優れた電縫鋼管とその製造方法
【課題】 自動車および機械構造用中・高炭素鋼管には、加工性と加工後の焼き入れによって十分な強度(硬さ)を確保することが要求されている。本発明では球状化熱処理により優れた加工性と優れた焼き入れ性を有する電縫鋼管とその製造方法を提供することを目的としている。
【解決手段】 質量%でC:0.25〜0.50%、Si:0.35%以下、Mn:0.60〜1.50%、S:0.0025以下、P:0.010%以下を含み、その管軸方向に垂直な断面において最大長さが2μm以下のセメンタイトが全セメンタイトに対して面積率で60%以上であり、さらにフェライトの結晶粒の円相当直径が5μm以上であることを特徴とする冷間加工性と焼入れ性に優れた電縫鋼管。
(もっと読む)
転動部材およびその製造方法
【課題】 耐ピッチング強度、耐スポーリング強度、歯元曲げ強度に優れた転動部材およびその製造方法を提供する。
【解決手段】 本発明に係る転動部材は、表面層に形成され、0.35〜0.8重量%の濃度で炭素が固溶されたマルテンサイト相を母相とする第1焼入れ硬化層1と、前記第1焼入れ硬化層1より深い層に形成され、0.07〜0.3重量%の濃度で炭素が固溶されたマルテンサイト相およびベイナイト相の少なくとも一方が母相とされ、セメンタイトが2〜20体積%分散された第2焼入れ硬化層2と、を具備することを特徴とする。
(もっと読む)
誘導加熱による加工品の多周波熱処理
ギアを含む加工品を多周波誘導加熱処理するためお装置及び方法が提供される。高周波数電力は、加工品を誘導的に加熱するために高周波数磁場が加工品に結合されるように、加工品を囲んでいる誘導コイルに適用される。C形コアインダクターコイルに結合しており、それには低周波数電力が適用される。加工品は、C形コアインダクターに結合されたコイルに低周波電流が適用されたとき、加工品が低周波数のジュール効果加熱を受けるように、C形コアインダクター磁気回路の隙間に挿入される。あるいは、加工品が開口を有している場合、加工品はC形コアインダクターの周りに挿入されてもよい。  (もっと読む)
(もっと読む)
機械的部品用の鋼材、該鋼材から機械的部品を製造する方法、および該鋼材を用いて得られる機械的部品
【課題】機械要素製造に好適な鋼材、機械的要素の製造方法および機械的要素を提供する。
【解決手段】0.19%≦C≦0.25%;1.1%≦Mn≦1.5%;0.8%≦Si≦1.2%;0.01%≦S≦0.09%;トレース量≦P≦0.025%;トレース量≦Ni≦0.25%;1%≦Cr≦1.4%;0.10%≦Mo≦0.25%;トレース量≦Cu≦0.30%;0.010%≦Al≦0.045%;0.010%≦Nb≦0.045%;0.0130%≦N≦0.0300%;任意に、トレース量≦Bi≦0.10%および/またはトレース量≦Pb≦0.12%および/またはトレース量≦Te≦0.015%および/またはトレース量≦Se≦0.030%および/またはトレース量≦Ca≦0.0050%;残部が鉄および不純物よりなり、5回のジョミニ試験の平均値J3m、J11m、J15m、およびJ25m が:α=|J11m−J3m×14/22−J25m×8/22|≦2.5HRC;およびβ=J3m−J15m≦9HRCとなる鋼材を使用する。
(もっと読む)
優れた低温じん性を有する高強度部品を製造するための鋼及び前記タイプの鋼の使用
本発明は、低温であっても優れた延性破壊値J積分を有する、引張り力の高い鋼であって、そして、好ましくない条件及び非常に厳しい作業条件であっても前記の鋼から製造される構造部品の破壊の危険が最小限に減少される前記鋼に関する。本発明の鋼は(重量%で示す)、0.08〜0.25%C、0.10〜0.30%Si、0.80〜1.60%Mn、=0.020%P、=0.015%S、P及びSの合計=0.030%であり、0.40〜0.80%Cr、0.30〜0.50%Mo、0.70〜1.20%Ni、0.020〜0.060%Al、0.007〜0.018%N、=0.15%V、=0.07%Nb、V及びNbの合計=0.020%であり、並びに残余物の鉄及び不可避の不純物を含む。本発明の鋼は、高引張力チェーンの製造に特に適している。 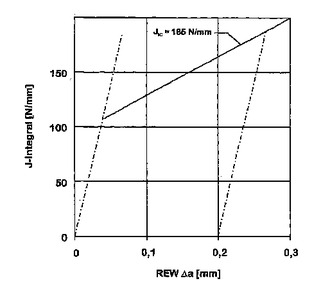 (もっと読む)
(もっと読む)
成形金属物品の連続製造方法および装置
金属の平らなウェブを含む供給材料から成形された金属部材を製造する連続製造方法は、ウェブを成形するロール成形ステーションと、成形されたウェブを個別の部材に切断する切断ステーションと、部材を構成する金属の物理特性を変えるための加工ステーションとを含む。方法は、加熱処理および/または成形を含んでもよい。方法は、また、印付け、検査、分類等のようなさらなる作業を行うようになっていてもよい。また、方法を実施するための装置を開示する。 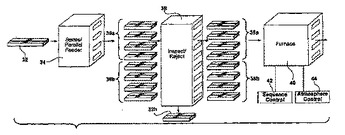 (もっと読む)
(もっと読む)
鋼部材を浸炭するための方法
鋼部材のケース領域の硬度を増大させるための浸炭方法。その適用の一形態は、浸炭を行う前に、ステンレス鋼部材の外表面をニッケルでメッキすることを含む。一つの部材としては、連続した相の結晶粒界炭化物が実質的に存在しない硬化したケースを有するステンレス鋼物品がある。 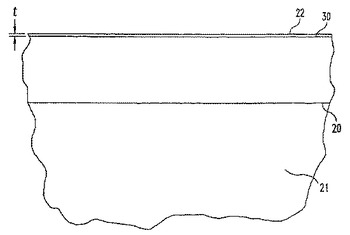 (もっと読む)
(もっと読む)
マルテンサイトのクロム−窒素鋼およびその使用
重量%で以下を含む合金からなる、腐蝕に対して良好な耐性を有する鋼材料:
C : max 0.12
N : 0.5〜1.5
Cr : 12〜18
Mn : max 0.5
Ni : max 0.5
(Mo+W/2) : 1〜5
(V+Nb/2+Ti) : max 1.5
Si : 0.1〜0.5
Co : トレース量〜max 2.0
S : トレース量〜max 0.1
バランス : 鉄および本質的に通常量の不純物のみ。 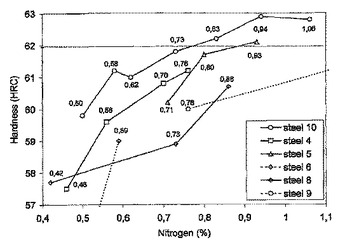 (もっと読む)
(もっと読む)
歯車が組み合わされたクランクシャフト、並びに前記クランクシャフトの製造方法及び使用
出力密度及び点火圧力の高いモータ、たとえばディーゼルモータは、特にクランクシャフトと歯車との結合領域において高応力に耐えることのできる、歯車が組み合わされたクランクシャフトを要する。その結果として、オーステンパー処理された歯車が螺着又は溶接によって固着された鍛鋼製のクランクシャフトが通常用いられる。本発明の目的は、方法ステップのより少ない、歯車が組み合わされたクランクシャフトの製造方法を提供すること、並びに、前記方法にしたがって製造されたクランクシャフトを提供することである。このことを達成するために、歯車が組み合わされたクランクシャフトは、一体部品として鋳造される。オーステンパーダクタイル鋳鉄が出発材料として使用される。ピーニング、又は炭化物を含有する被膜の適用によって、強度及び耐磨耗性が局所的に増大される。 (もっと読む)
楽器用のアクセサリー部分または操作部分、または、楽器の構成部分
本発明は、楽器用アクセサリー部分もしくは構成部分、または、楽器の操作部分に関する。本発明によれば、これらの部分は、少なくとも部分的に、好ましくは全体的に、等級5、好ましくTiAl6V4のチタンもしくはチタン合金、または、材料番号3.7165もしくは3.7164のチタン合金で形成されている。  (もっと読む)
(もっと読む)
熱処理部材の部分熱処理方法とその装置
【課題】熱処理品質向上を可能とする熱処理部材の部分熱処理方法とその装置の提供。
【解決手段】熱処理部材1の特定部分1aのみを熱処理する部分熱処理方法とその装置であって、前記熱処理は、前記特定部分のみを誘導加熱する誘導加熱工程20Pと、ついで行われる冷却工程30とを含んでおり、前記誘導加熱工程20Pが、第1段階の加熱21と、該第1段階の加熱21に続く加熱休止22と、該加熱休止22に続く第2段階の加熱23とを有している、熱処理部材1の部分熱処理方法。
部分熱処理は、部分焼入れに適用されてもよいし、部分焼もどしに適用されてもよいし、部分焼入れと部分焼もどしの両方に適用されてもよい。
(もっと読む)
耐摩耗継目無鋼管およびその製造方法
【課題】 加工性に優れた耐摩耗継目無鋼管を得る。
【解決手段】 重量%で、C:0.1〜0.2%、Si:0.5〜2.0%、Mn:0.5〜2.5%、Al:0.02〜0.05%、N:0.001〜0.01%、残部が実質的にFeおよび不可避的不純物からなり、かつ不可避的不純物のP、Sが、P:≦0.015%、S:≦0.01%であり、組織がフェライト地に網目状のマルテンサイト相とベイナイト相を合計量で10〜30%含む耐摩耗継目無鋼管。
(もっと読む)
中空鋼ロッドの熱処理方法
【課題】 掘削用ビット取付け側ねじ部およびフィレット部の疲労強度を向上することによって、長寿命を有する経済的な削岩機用中空鋼ロッドを与える熱処理方法を提供する。
【解決手段】 中空鋼ロッド材を浸炭焼入れ焼戻ししたのち、ビット取付け部3に対して高周波焼入れを施し、その後更に150〜250℃で焼戻しを施す。
(もっと読む)
781 - 799 / 799
[ Back to top ]