
Fターム[4K042DC02]の内容
Fターム[4K042DC02]に分類される特許
241 - 260 / 1,317
高強度転がり軸受
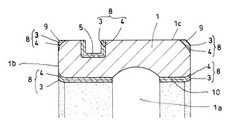
【課題】鋼製の転がり軸受の表面に鋼素材強化のための熱処理により酸化皮膜が形成された際、このような酸化皮膜によって要所の機械的強度が弱められることのないようにすることである。
【解決手段】鋼素材からなる深溝玉軸受の外輪1および内輪の両部品の表面に、鋼素材強化のための熱処理により形成された熱酸化皮膜3が所要寸法化のための表面研削後にも部分的に残存する高強度転がり軸受であり、この残存する熱酸化皮膜3の内側の鋼素材上に、強塩基水溶液との反応により四酸化三鉄からなる化成酸化皮膜4を設ける。化成酸化皮膜4を主とする酸化皮膜は、負荷を受けても亀裂の生じにくいものであるため、外輪もしくは内輪または両部品は、鋼素材強化のための熱処理を経ても酸化皮膜を有する部分に強度低下のないものになる。
(もっと読む)
チタンクラッド鋼刃物及びその製造方法

【課題】刃物鋼として使用するための焼き入れ硬化処理を行なっても、クラッド接合部からの層間剥離を起こさず、しかも軽量性と耐食性及び耐久性に優れたチタン材料で構成した使い易いチタンクラッド鋼刃物及びその製造方法を提供する。
【解決手段】ステンレス刃物鋼材1と、チタン系材料で構成する刃物外皮材5と、前記ステンレス刃物鋼材と前記刃物外皮材との間に、ステンレス刃物鋼材ならびに刃物外皮材とは異なる複数の材料を重ね合わせてクラッド材としたチタンクラッド刃物鋼であって、前記ステンレス刃物鋼材ならびに刃物外皮材とは異なる複数の材料は、ステンレス刃物鋼材側から、銅合金の第3中間層2、Moの第2中間層3、V族元素金属の第1中間層4の順に重ね合わせたチタンクラッド刃物であり、特に熱間圧延工程の前段階で真空脱気を行う製造方法により、クラッド接合部からの層間剥離を起こさない軽量性と耐食性及び耐久性に優れたチタン材料で構成したチタンクラッド鋼とし、良質な刃物用材とする。
(もっと読む)
エッジ部を有するワークの浸炭方法
【課題】エッジ部を有する各種ワークをプラズマ浸炭方法で浸炭を行う際、エッジ部と平坦部との炭素濃度の差が小さく、冷却時にエッジ部に生じる網状の炭化物の生成を抑制し、さらに特許文献1に記載の方法における課題も同時に解決すること。
【解決手段】真空炉内に、エッジ部を有するワークを収容し、該真空炉内に浸炭性ガスを供給してグロー放電するプラズマ浸炭処理(浸炭処理工程)を施した後、引き続きアルゴンに代表される不活性ガスを含む中性あるいは還元性のガスプラズマ処理によりワーク表面層の炭素をワーク内部に拡散させる工程(拡散工程)を有することを特徴とする、エッジ部を有するワークの浸炭方法。
(もっと読む)
軌道輪の製造方法、軌道輪および転がり軸受
【課題】焼入装置の製作コストを抑制しつつ、高周波焼入によって焼入硬化層を転走面に沿って全周にわたって均質に形成することが可能な軌道輪の製造方法を提供する。
【解決手段】転がり軸受の軌道輪の製造方法は、0.43〜0.65%の炭素と、0.15〜0.35%の珪素と、0.60〜1.10%のマンガンと、0.30〜1.20%のクロムと、0.15〜0.75%のモリブデンとを含有し、残部鉄および不純物からなる鋼から構成される成形体を準備する工程(S10)と、成形体において軌道輪の転走面となるべき環状領域の一部に面するように配置され、成形体を誘導加熱する誘導加熱部材を、環状領域の周方向に沿って相対的に回転させることにより、成形体にA1点以上の温度に加熱された環状の加熱領域を形成する工程(S30)と、加熱領域全体をMS点以下の温度に同時に冷却する工程(S40)とを備えている。
(もっと読む)
転動疲労寿命に優れた鋼材
【課題】製造性を悪化させることなく、転動疲労寿命を更に向上させることのできる鋼材を提供する。
【解決手段】C:0.65〜1.30%、Si:0.05〜1.00%、Mn:0.1〜2.00%、P:0.050%以下(0%を含まない)、S:0.050%以下(0%を含まない)、Cr:0.15〜2.00%、Al:0.010〜0.100%、N:0.025%以下(0%を含まない)、Ti:0.015%以下(0%を含まない)およびO:0.0025%以下(0%を含まない)を夫々含み、残部が鉄および不可避不純物からなり、鋼中に分散するAl系窒素化合物の平均円相当直径が25〜200nmであると共に、円相当直径が25〜200nmのAl系窒素化合物の個数密度が1.1個/μm2以上、6.0個/μm2以下である。
(もっと読む)
機械部品の製造方法
【課題】軟質の鋼材を用いても、製品の強度を十分に確保することができ、前記変形抵抗と部品強度との両立を図れる、冷間鍛造を用いた機械部品の製造方法を提供する。
【解決手段】C含有量を0.06質量%以下の極低炭素領域に下げた軟質の機械構造用鋼を冷間鍛造して機械部品を製造するに際し、前記機械部品の部分的な高強度化領域に対応する素材機械構造用鋼における部分的な高強度化領域の固溶N量を高強度化のために必要な量に予め高めた上で、この部分的な高強度化領域に対して200℃以下の雰囲気温度で塑性ひずみを付与する冷間鍛造を行い、前記機械部品の部分的な高強度化領域の強度を高めるとともに、前記機械部品形状とする。
(もっと読む)
軌道輪および転がり軸受
【課題】焼入硬化層が転走面に沿って形成され、耐久性が向上した大型の転がり軸受の軌道輪および当該軌道輪を備えた転がり軸受を提供する。
【解決手段】1000mm以上の内径を有する複列円すいころ軸受1の外輪11および内輪12は、ころ13が転走すべき面である転走面11A,12Aを含むように転走面11A,12Aに沿って全周にわたって形成された転走面焼入層11C,12Cと、他の部材に嵌め合う嵌め合い面11B,12Bを含むように嵌め合い面11B,12Bに沿って形成された嵌め合い面焼入層11D,12Dと、転走面焼入層11C,12Cと嵌め合い面焼入層11D,12Dとの間に形成された非硬化領域11E,12Eとを備えている。そして、嵌め合い面焼入層11D,12Dの厚みは転走面焼入層11C,12Cの厚みよりも小さくなっている。
(もっと読む)
軌道輪および転がり軸受の製造方法
【課題】焼入装置の製作コストを抑制しつつ、高周波焼入によって焼入硬化層を転走面に沿って全周にわたって均質に形成することが可能な軌道輪および転がり軸受の製造方法を提供する。
【解決手段】転がり軸受の軌道輪の製造方法は、鋼から構成される成形体を準備する工程(S10)と、成形体において軌道輪の転走面となるべき環状領域の一部に面するように配置され、成形体を誘導加熱する誘導加熱コイルを、環状領域の周方向に沿って相対的に回転させることにより、成形体にA1点以上の温度に加熱された環状の加熱領域を形成する工程(S30)と、加熱領域全体をMS点以下の温度に同時に冷却する工程(S40)とを備えている。そして、加熱領域を形成する工程(S30)では、環状領域に面して環状領域の加熱に寄与する領域が同一平面内に含まれる形状を有する誘導加熱コイルが用いられる。
(もっと読む)
ばねの製造方法とばね
【課題】 ばねの寸法が大きくなることを抑制しながら、ばねに所望の機械的硬度と耐久性を付与するための技術を提供する。
【解決手段】 オーステナイト領域まで加熱して冷却された鋼材を準備する準備工程と、準備された鋼材をT℃まで昇温する昇温工程と、T℃まで昇温された鋼材を、T℃で保持時間t秒の間保持する保持工程と、鋼材を冷却する冷却工程と、を備える。保持工程では、T℃が450℃から500℃であって、
【数1】
【数2】
を満たす。
(もっと読む)
板状ワークの熱処理方法
【課題】 生産性の高い電磁誘導加熱による熱処理方法を提供する。
【解決手段】 本願の熱処理方法は、金属製の板状ワーク32を熱処理する方法に関する。板状ワーク32は、貫通孔を有しており、その貫通孔の周囲を一巡する電流経路が形成可能となっている。この熱処理方法は、貫通孔の位置が一致するように複数のワーク32を積層する積層工程と、積層された複数のワーク32の各貫通孔を貫くように設置されたコア30に交番磁束を発生させることで、各ワーク32の電流経路に電流を誘導してワーク32を加熱する加熱工程と、を有する。
(もっと読む)
鋼材の処理方法
【課題】鋼材の疲労強度を向上することが出来る処理方法の提供。
【解決手段】炭素量0.15%〜0.70%の鋼材に焼入れ処理を施す工程(S1)と、250℃〜300℃で2時間以上加熱して焼き戻し処理を行ない、組織中のオーステナイトをマルテンサイトに変態せしめる熱処理工程(S2)と、ショットピーニングを行なう工程(S3)とを有する。
(もっと読む)
鋼材の処理方法
【課題】鋼材の疲労強度を向上することが出来る処理方法の提供。
【解決手段】炭素量0.15%〜0.70%の鋼材に焼入れ処理を施す工程(S1)と、250℃〜300℃で2時間以上加熱して焼き戻し処理を行ない、組織中のオーステナイトをマルテンサイトに変態せしめる熱処理工程(S2)と、大径のショット粒を用いてショットピーニングを行なう第1段のショットピーニング工程(S3)と、第1段のショットピーニング工程(S3)の後、小径のショット粒を用いてショットピーニングを行う第2段のショットピーニング(S4)工程を有する。
(もっと読む)
熱間プレス成形部品およびその製造方法
【課題】Zn系めっき鋼板を素材として熱間プレス成形により、所望の高強度および寸法精度を有するのみならず要求される部位に十分な付着量のめっき皮膜を有し、さらに安価な熱間プレス成形部品を提供する。
【解決手段】Zn系めっき鋼板1における第1の部分2の温度が500℃以下であり、かつ第2の部分3の温度がZn系めっき鋼板1の素材鋼板のA1変態点以上1100℃以下となるように、加熱し、第2の部分3の温度が素材鋼板のA1変態点以上であるときにZn系めっき鋼板1に対するプレス成形を開始し、このプレス成形の途中もしくは完了後にZn系めっき鋼板1を臨界冷却速度以上の冷却速度で冷却することにより、熱間プレス成形部品5を製造する。第1の部分6が十分な付着量のめっき皮膜を有する。
(もっと読む)
クランクシャフトの製造方法及びクランクシャフト
【課題】高強度鋼材を用いながら、加工精度を向上させた高強度クランクシャフトの製造方法を提供する。また、高強度鋼材を用いながら、鍛造荷重を低減することにより生産コストの増加を抑えた高強度クランクシャフトを提供する。
【解決手段】少なくともMo及びVを含み、Mo+V≧0.2wt%以上を含有する高強度鋼材を用いた高強度クランクシャフトの製造方法において、高強度鋼材を鍛造する鍛造工程と、鍛造工程の後、高強度鋼材を加工し、第1の温度においてN2ガスまたは大気中で高強度鋼材の加工歪を開放する歪開放処理工程と、歪開放処理工程後、第2の温度においてNH3ガス中で窒化処理を行い炭窒化物を析出させる窒化処理工程とを行う。
(もっと読む)
静的ねじり強度に優れたドライブシャフト用電縫鋼管およびその製造方法
【課題】自動車用部品、特に、静的ねじり強度特性が要求され、電縫鋼管を冷間加工して所定の形状に成形し、高周波焼き入れを施して中空部品としたドライブシャフト用電縫鋼管において、静的ねじり強度に優れたドライブシャフト用電縫鋼管およびその製造方法を提供する。
【解決手段】鋼成分が、質量%で、C:0.25〜0.55%、Si:0.35%以下、Mn:0.600〜1.50%、Al:0.001〜0.060%、O:0.0001〜0.0050%、S:0.0025%以下、P:0.010%以下、N:0.005%以下、B:0.0003%未満を含有し、残部Fe及び不可避不純物からなる電縫鋼管であって、当該電縫鋼管の管軸方向に垂直の断面の最小硬度(Hv)と、当該断面の旧オーステナイト粒度番号(GS)との関係が、次式{0.25Hv−65GS+500>0}を満足する。
(もっと読む)
耐食性に優れた非磁性高強度ステンレス鋼ナット
【課題】 冷間加工を行うことなく耐食性に優れた非磁性高強度ステンレス鋼ナットを提供する。
【解決手段】 C:0.08重量%以下、Si:1.00重量%以下、Mn:2.50重量%以下、P:0.045重量%以下、S:0.030重量%以下、Ni:7.50重量%〜10.50重量%、Cr:18.00重量%〜20.00重量%、N:0.15重量%〜0.30重量%、Nb:0.15重量%以下、残部Fe及び不可避不純物からなり、熱間鍛造水冷した組織を有することを特徴とする。
当該鋼材を安定オーステナイト域の温度にて鍛練比2S以上でナット素形状に熱間加工し、1010°C〜1150°Cの範囲の温度から50°C以下の温度に水冷する。
(もっと読む)
高硬度で高靭性の鉄ベース合金及びその製造方法
本開示の態様は、高硬度を示し、軍事用装甲材用途に好適なレベルの弾道性能を付与する、亀裂伝搬の少ない又はない有利なレベルの多ヒット弾道抵抗性を示す低合金鋼に関する。本開示に係る鋼の種々の実施形態は、550BHNを超える硬度を有し、従来の軍事規格に比べて高レベルの弾道貫通抵抗性を示す。 (もっと読む)
切欠き疲労強度に優れた高強度鋼製加工品及びその製造方法
【課題】鍛造温度や鍛造加工率等に依らず、化学組成の成分添加量及び熱処理条件を制御することによって高焼入れ性、高切欠き疲労強度を有する低合金TRIP型焼鈍マルテンサイト鋼(TAM鋼)からなる高強度鋼製加工品の提供。
【解決手段】C:0.1〜0.7%、Si:2.5%以下、Mn:0.5〜2%、Al:1.5%以下、Nb、Ti、Vの内1種類又は2種類以上を合計で0.01〜0.3%、Cr:2.0%以下、Mo:0.5%以下、Ni:1.0%以下、Cr、Mo、Niを合計で2.0%以下、B:0.005%以下を含有し、残留オーステナイトの炭素濃度が0.7〜1.5mass%であり、下記式により規定される、炭素当量(Ceq)からC量を除いた値(Ceq*)が0.3%以上0.6%未満で、残部Fe及び不可避的不純物からなることを特徴とする。Ceq*=Ceq−C=Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14
(もっと読む)
肌焼鋼部品およびその製造方法
【課題】浸炭または浸炭窒化して得られる肌焼鋼部品であって、疲労特性(特に、耐ピッチング性)に優れた肌焼鋼部品、およびその製造方法を提供する。
【解決手段】C:0.1〜0.5%、Si:0.03〜2%、Mn:0.2〜1.8%、Al:0.1〜0.5%、B:0.0005〜0.008%、N:0.002〜0.015%を含有し、P:0.03%以下(0%を含まない)、S:0.03%以下(0%を含まない)、O:0.002%以下(0%を含まない)を満足し、残部が鉄および不可避不純物からなる鋼を浸炭または浸炭窒化した肌焼鋼部品について、部品表面に析出しているBNとAlNの質量比(BN/AlN)が0.01以下とする。
(もっと読む)
転がり摺動部材の製造方法
【課題】300℃程度の高温までの広い温度範囲において、良好な転動疲労寿命を確保するのに十分な表面硬さを示す転がり摺動部材を低コストで得ることができる、転がり摺動部材の製造方法を提供する。
【解決手段】3.2〜5.0質量%のCrと、0.05質量%以上0.5質量%未満のVとを含有する鋼材から得られる素形材に浸炭窒化処理、250℃を超え、300℃以下の温度で加熱する焼もどし処理及び仕上げ加工を施す。
これにより、表面から50μmの深さの位置でのビッカース硬さを740以上、表面から10μmまでの範囲の表面層の炭素含有量を1.1〜1.6質量%、表面から10μmまでの範囲の表面層の窒素含有量を0.1〜1.0質量%、表面から10μmまでの範囲の表面層にバナジウム窒化物からなる粒径0.2〜2μmの粒子および/またはバナジウム炭窒化物からなる粒径0.2〜2μmの粒子を存在させ、表面から10μmまでの範囲の表面層の前記粒子の面積率を1〜10%とする。
(もっと読む)
241 - 260 / 1,317
[ Back to top ]