
Fターム[4K042DC02]の内容
Fターム[4K042DC02]に分類される特許
321 - 340 / 1,317
水素雰囲気用転がり軸受

【課題】水素雰囲気中で使用されても白色組織への組織変化が生じにくいことに加えて摩耗損傷が生じにくく長寿命な転がり軸受を提供する。
【解決手段】深溝玉軸受の内輪1及び外輪2は、炭素の含有量が0.5質量%以上0.9質量%以下、ケイ素の含有量が0.6質量%以上1質量%以下、マンガンの含有量が0.6質量%以上1.2質量%以下、クロムの含有量が6.5質量%以上9.5質量%以下、モリブデンの含有量が1質量%以下で、且つ、残部が鉄及び不可避的不純物である合金鋼で構成されている。また、組織変化抵抗値が10以上である。さらに、焼入れ及び焼戻しが施されており、軌道面1a,2aの残留オーステナイト量が10体積%以上20体積%以下であるとともに、硬さがHv674以上772以下である。さらに、旧オーステナイト結晶粒度が、粒度番号で7以上10以下である。
(もっと読む)
水素雰囲気用転がり軸受

【課題】水素雰囲気中で使用されても長寿命な転がり軸受を提供する。
【解決手段】深溝玉軸受の内輪1及び外輪2は、炭素,ケイ素,マンガン,クロム,モリブデン,イオウ,リン,及び酸素の含有量が所定の範囲内で且つ残部が鉄及び不可避的不純物である合金鋼で構成されている。また、組織変化抵抗値が10以上である。さらに、浸炭処理又は浸炭窒化処理に続いて焼入れ及び焼戻しが施されることにより、軌道面1a,2aに硬化層が形成されている。硬化層の炭素濃度と窒素濃度との和は0.9〜1.5質量%で、残留オーステナイト量は20〜45体積%である。軌道面1a,2aの表面硬さはHv700〜780で、芯部の硬さはHv550以下である。軌道面1a,2aから100μm内側の深さ位置における周方向の圧縮残留応力は、100〜500MPaである。軌道面1a,2aの軸方向の粗さ曲線の最大山高さRpが0.2μm以下である。
(もっと読む)
一体型クランク軸およびその製造方法
【課題】多気筒エンジン用一体型クランク軸の高強度化及び高靭性化を同時に実現する。
【解決手段】 多気筒エンジン用一体型クランク軸であって、C:0.30〜0.50%、Si:0.05〜0.4%、Mn:0.20〜1.2%、Ni:2.5〜4.0%、Cr:1.0〜3.0%、Mo:0.20〜0.70%、V:0.05〜0.25%、Al:0.2%以下(0%を含まない)を含有し、残部が鉄および不可避的不純物からなり、旧オーステナイト粒の結晶粒度をASTMによる粒度番号で6以上とし、引張強度を1000MPa以上とする。
(もっと読む)
低炭素溶接鋼管、システムおよびその製造方法
本発明は、低炭素溶接鋼管およびその製造方法に関する。引抜台プロセスを利用した溶接鋼管の製造は、単一のパスにおいてわずか20〜35%の縮小が達成可能であるとして、ホーローの直径を縮小するために(機械的性質、特に引張強度および降伏強さを高めるため)複数のパスが必要であることに起因して、エネルギーを多分に必要とするプロセスである。さらに、パス毎の大幅な材料ロスと、鋼管の寸法安定性および表面仕上における不満足な制御が存在する。本発明は、ホーローの誘導および/または抵抗熱処理と、引抜きプロセスを含むプロセス中で必須となる複数のパスを排除するための冷間圧延プロセスとの相乗作用的な組み合わせを提供し、これがエネルギー消費量の著しい削減をもたらす。そして、同時に、改善された寸法安定性、公差の厳密さ、肉厚変動の低減、同心度および材料浪費の大幅な削減を伴う結果物としての鋼管の品質を強化する。 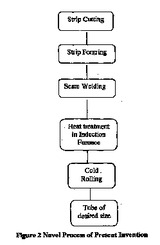 (もっと読む)
(もっと読む)
油井管用マルテンサイト系ステンレス継目無鋼管の製造方法
【課題】耐SSC性に優れた油井管用マルテンサイト系ステンレス鋼管の製造方法を提供する。
【解決手段】質量%で、C:0.015%以下、Si:1.0%以下、Mn:2.0%以下、P:0.020%以下、S:0.010%以下、Al:0.01〜0.10%、Cr:10〜14%、Ni:3〜8%以下、Ti:0.03〜0.15%、N:0.015%以下を含み、さらに、Cu:1〜4%、Mo:1〜4%、W:1〜4%、Co:1〜4%のうちから選ばれた1種または2種を含有し、残部Feおよび不可避的不純物からなる組成を有するステンレス継目無鋼管に、750〜840℃の範囲の温度に加熱したのち焼入れする焼入れ処理と、引続き、650℃以下の温度で焼き戻す焼戻処理を施す。これにより、降伏強さ95ksi級の高降伏強さと、さらにHRCで27未満という低硬さを兼備し、耐SSC性に優れた油井管用マルテンサイト系ステンレス継目無鋼管となる。
(もっと読む)
建築構造用リング鋼材の製造方法
【課題】本発明は、材料の歩留まりが非常によく、材料費が大幅に節減できて、製品のコストダウンが図れ、安価で、しかも建築構造に用いるのに十分な品質特性を有するリング鋼材の製造方法を提供する。
【解決手段】本発明は、帯状の鋼材(C≦0.20%、Si≦0.55%、Mn≦1.60%、P≦0.035%、S≦0.035%以下の化学成分である炭素鋼で、機械的性質が降伏点≧320Mpa、490Mpa≦引張強さ≦610Mpa、降伏比≦80%、破断伸び≧17%)を冷間曲げ加工してC形で円弧状の鋼材となし、この両端面を突き合わせて溶接することで閉鎖断面をなす円環状の鋼材とした後、740℃〜900℃の熱処理を行って、成形品の機械的性質を降伏点≧320Mpa、490Mpa≦引張強さ≦610Mpa、降伏比≦80%、伸び≧17%にしたことを特徴とする。
(もっと読む)
圧縮強度の高いラインパイプの製造方法
【課題】高い耐コラプス性能が要求される深海用ラインパイプへの使用に適した、圧縮強度が高いラインパイプの製造方法を提供する。
【解決手段】質量%で、C、Si、Mn、P、S、Al、Nb、Ti、必要に応じてCu、Ni、Cr、Mo、V、Caの1種または2種以上を含有し、C(%)−0.065Nb(%)−0.025Mo(%)−0.057V(%)が0.05以上、残部Fe及び不可避的不純物からなる鋼を、1000〜1200℃に加熱し、未再結晶温度域の圧下率が50%以上、かつAr3温度以下の圧下率が10%以上で、圧延終了温度が(Ar3−70℃)〜Ar3の熱間圧延を行い、引き続き10℃/秒以上の冷却速度で、300超え〜550℃まで加速冷却した鋼板を、冷間成形により鋼管形状とし、突き合せ部をシーム溶接し、次いで拡管率が0.5%〜1.5%の拡管した鋼管に、表面温度が150〜300℃、150℃以上に加熱される時間が1分以上、5分未満となる熱処理を行う。必要に応じて、加速冷却後に、鋼板表面温度:450〜700℃で、加速冷却停止時の鋼板温度より50℃以上の温度に再加熱処理を施す。
(もっと読む)
機械構造用部品およびその製造方法
【課題】鍛造機負荷の低減を所期して1200℃以上に加熱されて鍛造される機械構造用部品における、オーステナイト粒の異常成長を抑制し、高周波焼入れ後の焼割れがなく、かつ曲げ疲労強度の劣化を抑制する方途を提供する。
【解決手段】C:0.35〜0.70mass%、Si:0.8mass%以下、Mn:0.7〜1.5mass%、Mo:0.05〜0.60mass%、S:0.06mass%以下、P:0.02mass%以下、Al:0.05mass%以下およびCr:0.1mass%以下を含有し、残部Feおよび不可避不純物の成分組成を有し、一部または全部に高周波焼入れが施されてなる機械構造用部品において、該高周波焼入れされる部分の高周波焼入れ前組織の70%以上を、下部ベイナイト組織および/又はマルテンサイト組織とする。
(もっと読む)
金属部材の再生熱処理方法
【課題】金属部材の溶接熱影響部のクリープ強度を確実かつ十分に回復させることができる熱処理方法を提供する。
【解決手段】加熱装置により金属部材の溶接熱影響部をA3変態点以上の温度T1まで加熱した後、その温度T1で所定時間保持する。その後、金属部材を所定の温度T3まで低下させた後、A3変態点未満の温度T2まで再加熱する。その温度T2で所定時間保持した後、金属部材を常温まで冷却する。金属部材を温度T1まで加熱する際の加熱速度は、50℃/h以上800℃/h未満の加熱速度に設定される。
(もっと読む)
高加工性浸炭用鋼板
【課題】歯車、軸受の外輪、プーリー等に用いられる板厚3〜15mmの鋼板であっても、優れた加工性と浸炭焼入れ性を有する鋼板を提供する。
【解決手段】C:0.10〜0.40質量%、Si:0.02〜0.40質量%、Mn:1.00〜2.00質量%、P:0.02質量%以下、S:0.02質量%以下、Cr:0.20〜0.70質量%、B:0.0003〜0.005質量%、Ti:0.03〜0.20質量%を、さらに必要に応じてNi:0.20〜2.00質量%、Mo:0.10〜0.80質量%の1種または2種を含み、残部がFeおよび不可避的不純物からなる成分組成を有する鋼板であって、面積率1%以上を占める構成相はフェライト相とセメンタイト相のみであり、セメンタイト相で0.2μm以上の粒径を有する粒子が1500個/10000μm2以下であることに加えて、20〜100nmの粒径を有するTi炭化物粒子が4000〜20000個/10000μm2の範囲で分散した組織を有し、180HV未満の硬さを呈する高加工性浸炭用鋼板。
(もっと読む)
曲げ加工性および打抜き加工性に優れた鋼板
【課題】チェーンのリンクプレート用鋼板として好適な打抜き性、曲げ加工性に優れた素材鋼板を提供する。
【解決手段】質量%で、C:0.25〜0.6%、Si:2%以下、Mn:2%以下、Cr:2%以下、P:0.02%以下、S:0.02%以下、V:0.05〜0.5%であり、さらに必要に応じてMo:2%以下、あるいはさらにNb:0.1%以下、Ti:0.1%以下の1種以上を含有し、残部Feおよび不可避的不純物、Mn+Cr:1.5%以上である化学組成を有する板厚3.5〜15mmの鋼板であって、板厚中央部の硬さHMが180〜350HVであり、HMと、表面からXμm深さ位置の硬さとの差ΔH=HM−HXが、(1)ΔH20≧50、(2)20≦ΔH100≦100、(3)ΔH500≦20、を満たすように表層部に軟化層を有する鋼板。
(もっと読む)
金属リングの自動熱処理方法
【課題】金属リングの熱処理を自動的にかつ大量に行うことを可能とした金属リングの自動熱処理方法を提供する。
【解決手段】弾性力を有する金属リングの外周よりも辺の総和が長い開口部を備えると共に、平行かつ一定間隔で垂直方向に設けられた、複数の棚部材の間に、当該金属リングを押し込み、この金属リングの配置状態から、金属リングの全てを、開口部を通過し得る略多角形に変形させて内側から押圧把持し、開口部から引き抜き、上記開口部と同様の開口部を備えると共に、平行かつ上記間隔で垂直方向に金属リングを積載し得る熱処理治具において、当該熱処理治具の開口部から、上記配置状態で内側から把持された金属リングの全てを、挿入した後、上記配置状態における内側からの把持を解除して積載し、上記熱処理治具と共に金属リングを熱処理し、上記棚部材間から金属リングを引き出す。
(もっと読む)
機械部品用制振素材及びその製造方法、並びに機械部品
【課題】少ない工程数で非結合界面を導入できる機械部品用制振素材の製造方法を提供する。
【解決手段】第1凸部5aを有する第1厚肉部4aと、薄肉部6と、薄肉部6を挟んで第1厚肉部4aに隣接する第2厚肉部4bとを有する中間加工素材2aを準備する。次に、加圧方向と直交する外径形状が拡大することを規制した一対の金型3a,3b間に中間加工素材2aを配置する。そして、一対の金型3a,3b間を狭めるように加圧して鍛造加工を行うことにより、第1厚肉部4aと第2厚肉部4bとを構成する金属材料が薄肉部6に流入し、第1厚肉部4aの表面と第2厚肉部4bの表面とが互いに接触するよう金属材料を塑性変形させ、薄肉部6を内部に埋設させた状態で第1厚肉部4aと第2厚肉部4bとが金属結合を形成することなく接触した非結合界面7を形成する。
(もっと読む)
金属製品の表面処理方法
【課題】浸炭窒化処理した金属製品の疲労強度の向上を図ることが出来る金属製品の表面処理方法の提供。
【解決手段】機械加工した金属製品に対して浸炭窒化処理を行う工程(S1)と、浸炭窒化処理後の金属製品を2時間以上にわたって、300〜400℃で加熱する工程(S2)とを有している(請求項1)。
(もっと読む)
機械部品用素材鋼板およびその製造方法
【課題】打抜き等の加工に供し、その後、一般的な手法による調質熱処理に供するための素材鋼板であって、調質熱処理後に強度、疲労特性、靭性(耐衝撃特性)を同時に安定して高レベルに引き上げることが可能な性質を具備した素材鋼板を提供する。
【解決手段】質量%で、C:0.3〜0.5%、Si:1%以下、Mn:1.5%以下、P:0.02%以下、S:0.02%以下、Cr:0.5〜2%、Mo:0.1〜1%、V:0.1〜1%、T.Al:0.005〜1%であり、残部Feおよび不可避的不純物からなる組成を有し、Ac1点未満での焼鈍を経て320HV以下の硬さに調整されている加工および焼入れ処理に供するための機械部品用素材鋼板。機械部品としては、動力を伝達するための各種機械部品が適しており、例えば駆動用チェーンのリンクプレートや、歯車などが例示できる。
(もっと読む)
最大結晶粒の縮小化特性に優れた肌焼鋼
【課題】浸炭処理等の表面硬化処理をして使用される鋼部品を製造するのに有用な、結晶粒を高度に制御した肌焼鋼を提供する。
【解決手段】C:0.10〜0.25%(質量%の意味。以下、化学成分組成について同じ。)、Si:0.45%以下(0%を含まない)、Mn:0.60%以下(0%を含まない)、Cr:2.5%以下(0%を含まない)、Ti:0.010〜0.060%を含有し、残部は鉄および不可避不純物であり、面積10μm2以上のTi系硫化物および/またはTi系炭硫化物の合計面積率が1×10-5〜1.0×10-4%であり、下記式(1)を満足する。このような肌焼鋼は、最大結晶粒の縮小化特性に優れている。A/[Ti]≦0.080…(1)(式中、Aは面積10μm2以上のTi系の炭化物、炭窒化物、窒化物、硫化物、および炭硫化物の合計面積率(%)を示す。[Ti]は鋼中のTi含有量(質量%)を示す。)
(もっと読む)
軸受部品、転がり軸受および軸受部品の製造方法
【課題】炭素含有量を0.3質量%以下に低減して高い破壊靱性値を確保するとともに、合金元素の添加を低減した鋼を素材として採用しつつ、十分な耐摩耗性を有する軸受部品、転がり軸受および軸受部品の製造方法を提供する。
【解決手段】外輪21、内輪22、ころ23は、0.15〜0.3質量%のCと、0.15〜0.7質量%のSiと、0.15〜1.0質量%のMnとを含有し、残部鉄および不純物からなる鋼から構成され、転走面21A,22A,23Aを含む領域には、炭素富化層21B,22B,23Bと、窒素富化層21D,22D,23Dとが形成されている。そして、窒素富化層21D,22D,23Dに含まれる転走面21A,22A,23Aにおける窒素濃度は0.3質量%以上である。
(もっと読む)
高強度高延性ばね用鋼およびその製造方法並びにばね
【課題】引張強さが1800MPa以上と高強度でありかつ高い延性を有するばね用鋼、ばねおよびその製造方法を提供すること。
【解決手段】全体組成が、質量%で、C:0.5〜0.6%、Si:1.0〜1.8%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下を満たし、残部が鉄および不可避不純物からなるばね用鋼であって、任意の断面における内部組織の面積比率で、ベイナイトが65%以上、残留オーステナイトが6〜13%、および残部(0%を含む)がマルテンサイトであり、残留オーステナイト中の平均C濃度が0.65〜1.7%であることを特徴とする高強度高延性ばね用鋼。
(もっと読む)
ピストンリングとシリンダーライナの製造用窒化可能な鋼組成物
良好な窒化特性を有する特にピストンリングとシリンダーライナの製造用の鋼組成物は、該鋼組成物100重量%に対して表示された以下の割合の元素、0.5〜1.2重量%のC、4.0〜20.0重量%のCr、45.30〜91.25重量%のFe、0.1〜3.0重量%のMn、0.1〜3.0重量%のMo、2.0〜12.0重量%のNi、2.0〜10.0重量%のSi、そして0.05〜2.0重量%のVを含有する。これは、出発材料の溶融塊を製造し、溶融塊を調整型に流し込むことにより製造し得る。得られた鋼組成物を窒化すると、焼入れ焼戻した球状黒鉛鋳鉄を上回る特性を有する重力鋳造製造により製造される窒化鋼組成物を得る。 (もっと読む)
熱処理方法、熱処理装置および熱処理部品
【課題】簡単な構造で装置コストを増大させることなく、蒸気膜の崩落のばらつきを小さくして冷却速度をより均一化し、ワークのうねり変形を防止する。
【解決手段】加熱したワーク2をダミーワーク30上に載置し、冷却液を収容した冷却槽内へ浸漬して、ワーク2の焼入処理を行なう熱処理方法であって、ダミーワーク30またはワーク2の少なくとも相手側との接触部分32または当該接触部分32から所定距離範囲内に、凸または凹形状のエッジ部40を形成した。
(もっと読む)
321 - 340 / 1,317
[ Back to top ]