
Fターム[4K042DD06]の内容
Fターム[4K042DD06]に分類される特許
1 - 20 / 55
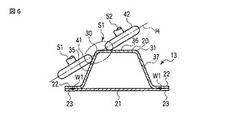
車体骨格部材の強化方法
【課題】車体骨格部材の強度を高めることができる強化方法を提供する。
【解決手段】車体骨格部材の一例であるピラー13は、アウタパネル20およびインナパネル21と、必要に応じて設けるリンフォース部材などからなり、ハット形の閉断面を有し、ピラー13の長手方向に沿って稜線部30,31が形成されている。シーム溶接機は一対のローラ電極41,42を備えている。稜線部30を挟む両側にローラ電極41,42を配置し、ローラ電極41,42間に電流を供給することによって、稜線部30に沿う領域S1を発熱させる。ローラ電極41,42を稜線部30に沿ってピラー13の長手方向に移動させることにより、稜線部30に沿う領域S1が急冷され、領域S1の焼入れが行なわれる。領域S1の焼入れがなされることにより、ピラー13の曲げ強度が高まる。
(もっと読む)
プレスクエンチ装置

【課題】焼入れ中のワークの寸法挙動を測定し、プレスクエンチの最適な条件を特定することができるプレスクエンチ装置を提供する。
【解決手段】プレスクエンチ装置1は、寸法測定手段10と演算手段20とを有する。寸法測定手段10は、円環形状のワークWの周方向の対向する4箇所に複数設けられる。各寸法測定手段10は、ワークWの外周面にワークWの径方向に接触する測定子12と、測定子12に対してワークWの径方向に摺動してワークWの径方向の膨張又は収縮を検知する変位センサ13と、ワークWの径方向の膨張又は収縮に追随するように測定子12をワークWの外周面に付勢させる弾性手段14とがブラケット11に設置されてなる。演算手段20は、焼入れ中のワークWの経時的な寸法変化を各変位センサ13から取得してワークWの最適な熱処理条件を特定し、出力する。
(もっと読む)
熱処理装置、環状部材及び熱処理方法
【課題】環状部材の外周面だけでなく内周面の環状部材冷却に伴う形状変化をコントロールできる、熱処理装置を提供する。
【解決手段】加熱された環状部材Wを載置する載置手段720と、環状部材Wの周方向に設けられ、冷却に伴う環状部材Wの形状変化をコントロールする形状制御手段730と、環状部材Wを回転させる回転手段と、を備え、形状制御手段730は、環状部材Wの内周面S1に当接するインナローラー732Aと、環状部材Wの外周面S2に当接するアウタローラー733Aと、アウタローラー733AをワークWの外周面S2側に付勢する付勢手段734と、を備えている。
(もっと読む)
ばねおよびその製造方法
【課題】材料コストの低減や製造工程の簡略化を図るとともに、耐疲労性に優れたばねおよびその製造方法を提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有し、任意の横断面において、面積比率でベイナイトを65%以上、残留オーステナイトを4〜13%含む組織を有し、前記残留オーステナイト中の平均炭素濃度が0.65〜1.7%であり、横断面の円相当直径をD(mm)としたときに、圧縮残留応力層が表面から0.35mm〜D/4の範囲まで形成され、その最大圧縮残留応力が800〜2000MPaであり、中心の硬さが550〜650HVであり、表面から深さ0.05〜0.3mmの範囲に、前記中心の硬さより50〜500HV大きい高硬度層が形成されている。
(もっと読む)
鋼材およびその製造方法ならびに焼入処理用鋼板
【課題】2.0GPa以上の引張強さ並びに良好な靭性及び延性を有する鋼材及びその製造方法を提供する。
【解決手段】質量%で,C:0.33〜0.40%,Ni:2.0〜5.0%,Mn:0.01%以上0.5%未満,B:0.0001〜0.01%,Al:0.01〜3%,P:0.05%以下,S:0.03%以下,N:0.01%以下,さらに下記式(1)を満足する範囲でTiを,さらにCr:0.5%以下,Si:0.5%以下,Cu:1%以下,V:1%以下,Nb:1%以下,Mo:1%以下及びCo:3%以下からなる群から選択された1種又は2種以上を含有し,残部がFe及び不純物からなる化学組成を有し,旧オーステナイト平均粒径が5μm以上であるマルテンサイトからなる鋼組織を有する。3.42N+0.001≦Ti≦3.42N+0.5(1)ここで,N及びTiは化学組成におけるN及びTiの含有量(質量%)をそれぞれ示す。
(もっと読む)
熱処理用鋼板およびその製造方法
【課題】熱処理後の鋼板部材において硬度分布が均一で靭性に優れ、かつ、優れたスケール密着性を兼ね備えた熱処理用鋼板を提供する。
【解決手段】質量%で、C:0.07〜0.50%、Si:0.005〜2.0%、Mn:0.3〜4.0%、P:0.0002〜0.2%、S:0.0002〜0.01%、sol.Al:0.0002〜2.0%、N:0.0002〜0.01%を含有し、残部がFeおよび不純物からなる化学組成を有し、濃化部平均間隔が1000μm以下であり、鋼板の表面における深さが1〜10μmのクラックの数密度が3〜1000個/mmであり、硬質相平均間隔が30μm以下である鋼組織を有することを特徴とする熱処理用鋼板。
(もっと読む)
ステンレス鋼配管の熱処理装置および熱処理方法
【課題】気中状態の配管残留応力除去部の内部に、供給開始された直後の冷却水量を予め計測し供給制御するステンレス鋼管の熱処理装置および熱処理方法を提供する。
【解決手段】貯水タンク、給水ポンプ、流量計、配管、流路切替装置により冷却水の循環ループを形成し、循環ループ内の流量計により循環する冷却水量を予め測定し所定流量以上に制御して、流路切替装置を切替えて、内部が気中状態のステンレス鋼配管の残留応力除去部に供給開始された直後の冷却水量を供給制御して、確実な熱処理によりステンレス鋼配管の残留応力を除去する。
(もっと読む)
焼入装置
【課題】焼入処理するワークの種類が頻繁に変更される場合であったとしても、迅速に処理を開始することができ、作業効率を高める。
【解決手段】焼入装置は、焼入油2を貯留する油槽1と、この油槽1内の焼入油2に浸漬したワークWの外周面9に対向するように当該ワークWを中心として配置されている噴出口7を有し当該噴出口7から当該外周面9に対して焼入油2を噴射する複数の噴射手段3とを備えている。さらに、噴出口7をワークWに対して接近及び離反させる位置調整機構4と、この位置調整機構4を制御することによりワークWに対する噴出口7の位置を設定する位置制御部5とを備えている。
(もっと読む)
IPMモータのロータ鉄心用鋼板、その製造方法およびIPMモータのロータ鉄心
【課題】打抜き加工性が良好であり、ロータ鉄心としたときに高い降伏強度を有しかつ磁気特性に優れるIPMモータのロータ鉄心用鋼板を提供すること。
【解決手段】C:0.05質量%〜0.35質量%、Si:0.05質量%〜1.0質量%、Mn:0.2質量%〜1.5質量%、P:0.05質量%以下、S:0.02質量%以下、酸可溶Al:0.005質量%〜2.95質量%かつSi+Al:3.0質量%以下、残部がFeおよび不可避的不純物からなる成分組成を有する熱延鋼板に、1回または中間焼鈍を含む2回以上の冷間圧延を施して所定の板厚とし、Ac1−50℃〜Ac1未満の温度範囲で0.5時間以上保持する1段目の熱処理、Ac1〜Ac1+100℃の温度範囲で0.5時間〜20時間保持する2段目の熱処理およびAr1−80℃〜Ar1の温度範囲で2時間〜60時間保持する3段目の熱処理を含みかつ2段目の熱処理温度から3段目の熱処理温度への冷却速度を5℃/h〜30℃/hとする3段焼鈍を施して得られる鋼板である。
(もっと読む)
高強度プレス部材およびその製造方法
【課題】980M P a以上の引張強さを有し、かつTS×T.EL≧17000(MPa・%)の優れた延性を有する高強度プレス部材を提供する。
【解決手段】部材を構成する鋼板の組成が質量%で、C:0.12%以上0.69%以下、Si:3.0%以下、Mn:0.5%以上3.0%以下、P:0.1%以下、S:0.07%以下、Al:3.0%以下およびN:0.010%以下を含有し、かつSi+Alが0.7%以上を満足し、残部はFeおよび不可避不純物からなり、該部材を構成する鋼板の組織が、マルテンサイトと残留オーステナイトとベイニティックフェライトを含むベイナイトを有す高強度プレス部材。
(もっと読む)
成形品の製造方法
【課題】異なる強度、すなわち強度の高い部位と強度の低い部位とを備えるプレス成形品を高精度で製造することが可能な成形品の製造方法を提供する。
【解決手段】質量%で、Cが0.08%以上0.45%以下、MnおよびCrの合計が0.5%以上3.0%以下、残部がC、Mn、Cr以外の任意の添加物、Fe、および不可避的不純物である化学組成からなり、Ac3点以上に加熱した鋼板をAr3点以上のプレス開始温度から金型にて成形品にプレス成形する方法であって、プレス成形の下死点における鋼板の第1の部分と第2の部分の下死点保持温度をそれぞれ異なる温度に制御することにより、フェライト又はベイナイト組織の少なくとも一方を主体とする低強度部と、マルテンサイト組織からなる高強度部と、を有する成形品を得ることを特徴とする。
(もっと読む)
部材内で強度差を有するエネルギ吸収部材の製造方法
【課題】一つの部材の中で強度の異なる領域を形成させたエネルギ吸収部材を製造する方法を提供する。
【解決手段】質量%で、C:0.19〜0.35%、Si:0.1〜0.5%、Mn:0.1〜1%、P:0.015%以下、S:0.01%以下、Al:0.005〜0.05%、N:0.001〜0.003%を含みかつ、Ti、Nb、V及びMoのうち1種以上をそれぞれTi:0.005〜0.1%、Nb:0.005〜0.02%、V:0.01〜0.1%、Mo:0.01〜0.1%の範囲で合計:0.005〜0.15%を含み、残部Fe及び不可避的不純物からなるスラブを熱間圧延、冷間圧延および連続焼鈍のいずれかまでを行って得られた鋼板を、
Ac3点以上の温度域に加熱後冷却するに際し、Ar3〜300℃の温度域を200℃/s以上で冷却する急冷部分と、150℃/s未満で冷却する緩冷部分との強度差(ΔTS)が490MPa以上となる。
(もっと読む)
熱間プレス鋼材の製造方法
【課題】熱処理による鋼のスケール発生を抑制することができ、溶接性や塗装密着性に優れた熱処理鋼材を製造する手段を提供する。
【解決手段】無機系バインダーと金属顔料とを媒体中に含有する表面処理液を基材に接触させてその表面に該表面処理液からなる液層を形成する接触工程と,接触工程を経てその表面に表面処理液からなる液層が形成された基材を乾燥させて,該基材の表面に保護被膜を形成して熱処理用鋼材とする乾燥工程とを備える接触工程,当該熱間プレス用鋼材をAc3点以上の温度に加熱してその状態を所定の時間維持する加熱工程と、所定の時間の維持が終了した鋼材を冷却して焼き入れを行う冷却工程を有するとともに、加熱工程における加熱により変形抵抗が低下した鋼材をプレス加工することで鋼材の形状加工を行うプレス工程を有する熱間プレス工程を備える熱間プレス鋼材の製造方法であって,表面処理液に含有される金属顔料は,該金属顔料と無機系バインダーの固形分との合計量に対し,酸化亜鉛粉を5〜20質量%,真鍮箔等を10〜25質量%含有し,耐高温酸化性金属粉を含有しない。
(もっと読む)
高延性ダイクエンチによる高強度成形品及びその製造方法
【課題】熱間プレス部材であっても、高延性を有する高強度成形品及びその製造方法を提供する。
【解決手段】高張力鋼板をオーステナイト域に加熱し、金型内でプレス成形及び冷却して成る高強度成形品1であり、金属組織は、前オーステナイト粒界を含む全領域において炭化物2が微細分散されたマルテンサイト組織を有している。さらに、母材となる高張力鋼板の組織中の前オーステナイト粒径が10μm以下であるようにすることが好ましい。高強度成形品は、上記のマルテンサイト組織を有しているので、引張り強度が高く、且つ高い延性を有している。
(もっと読む)
磁場中熱処理装置、及び、磁場中熱処理方法
【課題】生産効率や品質管理上の信頼性を向上させることができ、省エネルギー化、小型化や軽量化を図ることができる磁場中熱処理装置、及び、磁場中熱処理方法の提供を目的とする。
【解決手段】磁場中熱処理装置1は、永久磁石2、断熱部3、予備加熱ヒーター4、メインヒーター5、冷却部6、基板搭載部10を有するコンベア8、及び、磁気シールド11などを備え、永久磁石2を利用し、半導体基板104を永久磁石2の内部で加熱しながら、永久磁石2の中心軸方向(処理方向)へ搬送することによって、半導体基板104を一枚ずつ連続的に処理する。
(もっと読む)
熱間プレス用鋼板およびその製造方法ならびに熱間プレス用鋼板部材の製造方法
【課題】最適な強度と高い延性とを兼ね備えることから、自動車のボデー構造部品、足回り部品等を始めとする機械構造部品等に用いるのに好適な熱間プレス用鋼板を提供する。
【解決手段】C:0.15〜0.45%、Mn+Cr:0.5〜3.0%、P:0.05%以下、S:0.03%以下、Si:0.5%以下およびAl:1%以下を含有し、残部Feおよび不純物からなる化学組成を有し、フェライト中に炭化物が分散した鋼組織であって、フェライトの平均粒径D(μm)が3〜13μm、分散した炭化物の平均すきま間隔λ(μm)が5μm以下で、かつD<90λ2を満足する鋼組織を有するとともに、0.2%耐力が310〜400MPa、引張強さが400MPa以上、均一伸びが12%以上および全伸びが20%以上である機械特性を有する熱間プレス用鋼板である。
(もっと読む)
打ち抜きされた金属部品を形成する方法
【課題】改善された性質を有するおよび/または使用可能な寿命を延長する、打ち抜きされた金属部品を製造する方法の提供。
【解決手段】(a)約0.2インチ(約0.51cm)以下の厚さを有する平らな金属シート材料を用意する工程、(b)平らな金属シート材料を金属打ち抜きプロセスへ適用して、打ち抜きされた金属部品を形成する工程、打ち抜きされた金属部品は、頂部および底部の表面並びに縁を有し、金属打ち抜きプロセスは、打ち抜きされた金属部品の疲労破壊開始箇所を最低にする、(c)打ち抜きされた金属部品を仕上げる工程、仕上げ工程は、打ち抜きされた金属部品の縁の少なくとも一部におけるバリを除去すること、縁の少なくとも一部を丸くすることを含む。
(もっと読む)
歯車と段付き軸の誘導加熱装置、並びに、誘導加熱方法
【課題】歯車と段付き軸を同時に良好に誘導加熱できる誘導加熱装置、並びに、誘導加熱方法を提供することである。
【解決手段】歯車16と段付き軸15の誘導加熱装置10であって、歯車16の周囲に環状コイル1を配置し、段付き軸15に対して軸方向にラインコイル2を対向配置し、環状コイル1とラインコイル2には各々別の周波数の交流電流を供給する。また、段付き軸15と歯車16の境界部17に、ラインコイル2の一部を対向配置し、環状コイル1による歯車16の焼入パターンと、ラインコイル2による段付き軸15の焼入パターンとをつなげる。
(もっと読む)
鋼製地中熱交換部品
【課題】フェライト系鋼材による鋼製熱交換部品を700℃を越える高温でも耐えるようなものにして、地中での熱交換及び従来では不可能とされていた広範な地中等での熱交換を実現できる吸熱若しくは放熱する鋼製熱交換部品を提供する。
【解決手段】鋼製地中熱交換部品は、重量%で、C:1×10−3〜1×10−1%、Cr:13〜30%、N:1×10−3〜1×10−1%、Ni>10(C+N)を含有し、フェライト相が70体積%以上を占めると共に、金属間化合物や炭化物および窒化物の1種以上の析出によって強化されている高クロムフェライト耐熱鋼からなる。
(もっと読む)
油溝形成方法
【課題】狭い間隔でも硬化部と軟質部のパターンが形成でき、これにより潤滑性能に優れた油溝を形成する油溝形成方法を提供する。
【解決手段】熱処理加工されるワークWを回転させて回転軸方向に所定の送りピッチPで送り動作させながら、所定のパワーでワークWの外周面上をレーザ光LBで照射して加熱するレーザ加熱工程と、ワークWのレーザ光LBが照射される加熱領域に、レーザ加熱工程と同時に冷却液を供給してワークWを冷却する冷却工程と、レーザ加熱工程及び冷却工程の後に、ワークWの外周面上を弾性砥石により加工を施す加工工程と、を行なうことによりワークWの外周面上に油溝を形成する方法とする。
(もっと読む)
1 - 20 / 55
[ Back to top ]