
Fターム[4K043FA05]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理プロセスの制御 (734) | 制御対象プロセス量 (421) | 被熱処理物に関するプロセス量 (299) | 張力 (29)
Fターム[4K043FA05]に分類される特許
1 - 20 / 29
縦型ルーパー設備およびその蛇行修正方法
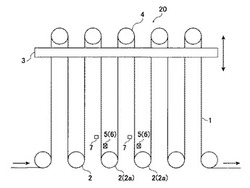
【課題】鋼帯の連続処理ラインに設置される縦型ルーパー設備およびその蛇行修正方法として、良好な応答性で鋼帯の蛇行を修正することができるとともに、省スペースかつ安価で既存ラインへの導入も容易である縦型ルーパー設備およびその蛇行修正方法を提供する。
【解決手段】2本の固定ロール2a、2aの入側に電磁石5、6と鋼帯幅方向位置検出センサ(鋼帯幅方向位置測定器)7が配置されており、鋼帯幅方向位置検出センサ7が検出した鋼帯の幅方向位置に応じて、電磁石5、6の磁力(吸引力)を用いて、走行する鋼帯1を当該鋼帯1の面外方向に変位させることで、鋼帯1の蛇行を修正するとともに、ルーパー容量に応じて、電磁石5、6への通電電流の上限値を変化させる。
(もっと読む)
横型連続熱処理炉における金属帯の張力検出方法

【課題】横型連続熱処理炉において、炉内支持ロール間のカテナリー量を精度よく検出することができ、これにより炉内張力を高精度に検出することができる炉内張力検出方法を提供する。
【解決手段】炉内支持ロール間の中央位置の炉側壁に形成された透孔を通して、パスラインに対して仰角又は俯角となる角度を設けた方向から光学式カテナリー検出装置により金属帯のカテナリー量を検出し、この検出量に基づき金属帯の炉内張力を求める。金属帯が所定の幅をもって撮影されるので、金属帯を背景の炉内壁部から明確に識別することができ、このため金属帯のカテナリー量を容易に且つ精度良く検出することができる。
(もっと読む)
熱処理装置と熱処理方法
【課題】Au等極細線1の装置への組み入れ段階において極細線の破断を防止できる極細線の熱処理装置と熱処理方法を提供する。
【解決手段】極細線を巻き出す巻き出しスプール6と、巻き出された極細線の張力を測定して張力を一定に制御する張力検出部10と、極細線を熱処理する熱処理炉11と、熱処理された極細線を巻き取る巻き取りスプール15とを備える熱処理装置において、巻き出しスプールにおける円筒状胴部の端部側および巻き取りスプールにおける円筒状胴部の端部側に帯状溝部5、14が円周方向に亘って設けられ、極細線の先端に連結されかつ極細線より直径が大きい細線2の全てと極細線との連結部3が巻き出しスプールの帯状溝部5に巻回され、巻き出しスプールから巻き出された細線の全てと極細線との連結部が巻き取りスプールの帯状溝部14に巻回されるようになっていることを特徴とする。
(もっと読む)
ステンレス鋼箔ストリップの連続式光輝熱処理方法および水平型連続光輝焼鈍炉
【課題】
冷却中にマルテンサイト変態を伴うステンレス鋼ストリップの焼入れ熱処理を施す際に、温度不均一に伴うマルテンサイト変態の不均一によって引き起こされる板形状の崩れを極めて効果的に防止することができ、形状のよい焼入れステンレス鋼箔ストリップを安定して連続的にかつ大量に生産することが可能なステンレス鋼箔ストリップの連続式光輝熱処理方法およびこの方法を行うことが出来る水平型連続光輝焼鈍炉を提供する。
【解決手段】
加熱帯および冷却帯を順次直列に備えた水平型連続光輝焼鈍炉を用いて行う冷却中にマルテンサイト変態を伴うステンレス鋼箔ストリップの焼入れ熱処理において、長手方向に張力を付与されつつ加熱帯を搬送され加熱されたストリップが、冷却帯の冷却ロールに接している間にマルテンサイト変態を実質的に完了させ、板形状を矯正しつつ焼入れを行うことを特徴とする。
(もっと読む)
連続焼鈍ラインの制御方法及び制御装置
【課題】バックリングによる金属ストリップの破断を抑制すること。
【解決手段】連続焼鈍ライン1の制御方法において、連続焼鈍ライン1を移動する金属ストリップのバックリングを検出する検出ステップと、検出ステップによって金属ストリップのバックリングが検出された場合、バックリングの検出位置における金属ストリップの張力と温度との少なくとも一方を低減する制御ステップとを含む。
(もっと読む)
連続焼鈍設備およびその設備における急冷焼入時の金属板の波状変形抑制方法
【課題】本発明の目的は、急冷焼入時に生じる金属板の波状変形を抑制可能な連続焼鈍設備およびその設備における急冷焼入時の金属板の波状変形抑制方法を提供することにある。
【解決手段】急冷焼入部を有する連続焼鈍設備において、前記急冷焼入部にて急冷焼入工程に付される鋼板4の張力を変えることができる張力変更手段としてのブライドルロール10、11を急冷焼入部前後に設けたことを特徴とする。
(もっと読む)
金属帯の熱処理方法
【課題】横型加熱炉を有する連続熱処理ラインにより鋼帯などの金属帯の熱処理を連続的にかつ安定して行うことのできる金属帯の熱処理方法を提供する。
【解決手段】加熱炉12の内部に配置されたハースロール13の周速度をVHR、鋼帯11の炉内通過速度をVST、加熱炉12の入側に配置された入側ブライドルロール14の周速度をVIN、加熱炉12の出側に配置された出側ブライドルロール15の周速度をVOUTとしたとき、L=(VHR−VST)/VSTで定義される速度差比率Lがγ=(VOUT−VIN)/VINで表される鋼帯炉内伸び率γに対してL≧γとなる周速度でハースロール13を回転させるとともに、加熱炉12と入側ブライドルロール14との間に配置された入側張力計16により鋼帯11の加熱炉入側張力を計測し、入側張力計16の張力計測値と入側張力目標値との差分に基づいて出側ブライドルロール15の周速度を調整する。
(もっと読む)
連続焼鈍炉の入側シール装置
【課題】炉内からの高温雰囲気ガスの漏出を、少ないメンテナンスで、長期間に亘って効果的に防止することができる連続焼鈍炉の入側シール装置を提供すること。
【解決手段】鋼板Sを連続焼鈍する連続焼鈍炉10の入側シール装置20において、連続焼鈍炉の入側に連続焼鈍炉の炉殻12を水封する水タンク21を設け、水タンクの中に鋼板を駆動するロール22を設け、水タンクの出側に鋼板を乾燥及び予熱する乾燥・予熱炉25を設けた。
(もっと読む)
金属帯の蛇行防止方法ならびに金属帯連続処理設備
【課題】金属帯を複数の搬送ロールにより搬送しながら連続的に熱処理する連続熱処理炉の内部で金属帯が搬送ロールの軸方向に大きく蛇行して搬送ロールからロールアウトすることを防止する。
【解決手段】焼鈍炉14の上流側に蛇行発生要因付与装置19を設けて金属帯Sへ蛇行発生要因を付与し、蛇行発生要因付与装置19によって発生した金属帯Sの蛇行量を蛇行検出器17により検出し、検出された金属帯Sの蛇行量に基づいて焼鈍炉14内での金属帯Sの搬送条件を制御する。
(もっと読む)
連続熱処理装置
【課題】 線径の細い金属線材の処理の場合にも破断の発生を防止することができ、なおかつ表面に擦り疵や掻き疵の発生がない、金属線材の連続熱処理装置を提供する。
【解決手段】 連続熱処理装置の熱処理炉13を構成する炉心管15を地表面に対して垂直に配置し、炉心管15の上側には巻き取りコイル12などを、また炉心管15の下側にはローラーに代えて繊維チューブ20などの支持装置をそれぞれ設置する。これにより、炉心管15内を搬送される金属線材18に加えられる張力を、金属線材18が炉心管15の内部に接触せずに搬送されるための最小の大きさとすることができる。
(もっと読む)
ヒートバックル防止制御方法および装置
【課題】ライン立上げ時のロール偏芯による周期的張力変動を素早く抑止しヒートバックルを防止することができる、ヒートバックル防止制御方法および装置を提供することを課題とする。
【解決手段】炉内に複数設置されたヘルパーロールのヘルパーロール速度指令と基準ロール径を入力として、ロール回転周期を演算し、炉内鋼板の張力実績を入力として、張力変動の位相、および張力変動量をそれぞれ演算し、前記ロール回転周期、前記張力変動の位相、および前記張力変動量に基づいて、炉内パス長の変化量を予測し、該パス長の変化量に基づいて、前記ヘルパーロール速度指令の補正量、ならびに炉入り口に設置されたテンションデバイスの基準位置の補正量を演算する。
(もっと読む)
加熱炉および加熱装置
【課題】SMAワイヤを連続して安定的に残留歪みを除去することができる加熱炉、加熱装置を提供する。
【解決手段】ワイヤの一部をオーステナイト変態終了温度以上に加熱する第1通路が形成された加熱部と、ワイヤが通過する第2通路が形成され、第2通路が第1通路の両端にそれぞれ連通するように加熱部と一体に設けられた2つのガイド部と、を備え、ガイド部は、2つのガイド部の開口の温度が張力におけるマルテンサイト変態終了温度以下になるように構成されていることを特徴とする加熱炉。
(もっと読む)
ハースロールの振動抑制方法及び焼鈍炉
【課題】ハースロールの振動を防止し、鋼板表面の疵の発生を防止する。
【解決手段】焼鈍炉は、鋼板100を搬送しながら鋼板100を焼鈍する鋼板の焼鈍炉において、炉体3に回転自在に支持され、鋼板100を搬送する第1〜第6のハースロール41〜46と、第1〜第6のハースロール41〜46の回転数を制御する制御部5と、を備える。制御部5は、第1〜第6のハースロール41〜46で隣り合うもの同士の回転数を異ならせる。
(もっと読む)
プロセスライン駆動モータの非常停止方法および装置
【課題】帯板を連続的に通板・処理する、複数のライン駆動モータ及びドライブ装置を有するプロセスラインを対象に、各ライン駆動モータの速度指令を決定し設備の全体または一部の通板制御および張力制御を司る制御装置に故障が発生した場合に、プロセスライン全体又は一部のライン駆動モータを安全に停止させるプロセスライン駆動モータの非常停止方法および装置を提供することを課題とする。
【解決手段】各ドライブ装置にあらかじめそれぞれ個別に設定した非常停止減速レートで停止する非常停止工程Aとともに、速度指令を司る制御装置に故障が発生した場合に、非常停止状態となってからゼロ速度となって停止するまでの時間を一定とする非常停止減速レートで停止する非常停止工程Bを有する。
(もっと読む)
時効析出型合金ストリップの熱処理方法
【課題】従来のストリップと比較し、引張強度に優れ、良好なストリップ形状を有し、幅方向の特性差の小さいストリップを得ることができる、厚さ0.5mm以下の時効析出型合金ストリップの熱処理方法を提供すること。
【解決手段】厚さ0.5mm以下の時効析出型合金ストリップに対して、前記ストリップの最高到達温度をT(℃)、前記ストリップを構成する時効析出型合金の融点をTm(℃)としたとき、前記ストリップをT/Tm=0.75〜0.95を満たす条件で加熱する加熱処理工程と、前記加熱処理工程により加熱された前記ストリップを冷却する冷却処理工程とを含む熱処理方法を実施する。
(もっと読む)
耐水素脆化特性に優れた高強度亜鉛めっきボルト及びその製造方法
【課題】耐食性を有し、耐水素脆化特性に優れた1200MPa以上の強度を有する高強度亜鉛めっきボルト及びその製造方法を提供する。
【解決手段】質量%で、C:0.7〜1.1%、Si:0.05〜2.0%、Mn:0.2〜2.0%を含有し、残部がFe及び不可避不純物からなり、金属組織が面積率90%以上のパーライトからなり、軸部の表層のビッカース硬さと中心のビッカース硬さとの差が30以下であり、引張強さが1200MPa以上であり、遅れ破壊限界拡散性水素量が0.2ppm以上であることを特徴とする耐水素脆化特性に優れた高強度亜鉛めっきボルト。
(もっと読む)
連続焼鈍設備
【課題】ロール冷却帯に高い張力をかけつつ、ロール冷却帯下流側での張力上昇を抑制できる連続焼鈍設備を提供する。
【解決手段】連続焼鈍設備1ではロール冷却帯3及び水焼き入れ処理部4のいずれかを選択できる。出側張力調整用ブライドルロール7bは、三つの駆動ロールから構成されており、第1熱処理部5の上方側ロール8aは、出側張力調整用ブライドルロールにおいて最下流側の駆動ロール9iよりも上方に配置されており、第1熱処理部5における最上流ロール10は、上方側ロール8aであって、且つ、非駆動ロールであり、ロール冷却帯3が使用されるときには、ロール冷却帯3における鋼帯張力よりも、第1熱処理部5における鋼帯張力の方が小さい状態になる。
(もっと読む)
金属線材加熱装置
【課題】細径の金属線材を特性のばらつきなく効率的に熱処理を行うことができる金属細線加熱装置を提供する。
【解決手段】直線状に配置した金属線材1に対し離接可能であって該金属線材1の長手方向に距離を隔てて金属線材1に接触可能な対の電極10、20と、該電極間に通電する通電装置(交流電源2a、ブリッジ整流回路2b、スイッチ2c)と、前記対の電極10、20間の前記金属線材の周囲を囲む包囲筒体(石英管4)を備える。該装置は、前記電極10、20間の金属線材1に張力を付与する線材張力付与装置(ウェイト7a、引張りライン7b、張力伝達断続部7c)を備えるのが望ましい。加熱、冷却に際し、空気の流れ等による環境の変化を受け難く、均等な熱処理を行うことができ特性のばらつきが小さい金属線材が得られる。
(もっと読む)
金属帯の連続処理ラインにおける金属帯のノッチング方法及び金属帯の連続処理ライン
【課題】接合部でのノッチングを基点とするバックリングの発生を防止または抑制し得る金属帯の連続処理ラインにおける金属帯のノッチング方法及び金属帯の連続処理ラインを提供する。
【解決手段】このノッチング設備1は、相互に接合される鋼帯5のうち、バックリングが生じる蓋然性が高い方の鋼帯5を基準とし、その鋼帯5の鋼種、板厚および板幅に基づいて、その幅方向での上刃11およびガイド12の位置を走行用油圧シリンダ14で変えて、鋼帯5同士の接合部にノッチングを穿設するようになっている。
(もっと読む)
連続熱処理設備の張力制御方法
【課題】連続熱処理設備でストリップの張力を制御する。
【解決手段】熱処理炉10と、この熱処理炉10内に設けられ且つ駆動モータ12によって回転される複数のハースロール11とを備えた連続熱処理設備2を用いて、ストリップ3の熱処理をするに際し、熱処理炉10内のストリップ3を通板させつつストリップ3の張力を制御する連続熱処理設備の張力制御方法であって、ストリップ3の張力が所定値になるように、駆動モータ12の駆動時の界磁電流を調整する。
(もっと読む)
1 - 20 / 29
[ Back to top ]