
Fターム[5E085HH11]の内容
はんだ付け、接着又は永久変形による接続 (10,637) | 製造、加工処理等の方法、及びそのための装置 (1,025) | 溶接 (183)
Fターム[5E085HH11]の下位に属するFターム
電子ビーム溶接、レーザービーム溶接 (47)
スポット溶接、抵抗加熱溶接 (68)
Fターム[5E085HH11]に分類される特許
1 - 20 / 68
端子接続構造
【課題】アルミ電線の端部を端子内側に電食などの不具合無く、電気的および機械的に十分高い信頼性で接合できるようにすること。
【解決手段】本端子接続構造は、端子主部と、端子片とを有し、前記端子主部にアルミ電線の端部が接続される端子接続構造であって、前記端子は、少なくとも前記端子主部の表面がアルミ面であり、このアルミ面に前記端部がヒュージング/超音波接合され、このヒュージング/超音波接合された前記端部が密封部材により外部から密封されている。
(もっと読む)
端子、および、端子を備えたインバータ装置

【課題】端子の寸法を大型化させることなく、溶接時に、固定されている端子の端部に板厚方向の応力が加わるのを抑制する。
【解決手段】一方向に延在し、延在方向の一方端部が板厚方向に存在する他の導電部材に溶接され、延在方向の他方端部が固定された板状の端子は、一方端部に働く板厚方向への応力を、他方端部に向かうに従って板厚方向に向けて変化させる形状である。
(もっと読む)
単芯線電線と撚線電線との接続方法
【課題】接触抵抗の増加を防止することができる単芯線電線と撚線電線との接続方法を提供すること。
【解決手段】単芯線電線10と撚線電線20との接続方法において、端部30aから軸線C方向奥側の所定位置まで単芯線11の直径d1に比して僅かに大きい内径D1の単芯線挿入部31が形成され、端部30bから軸線方向奥側の単芯線挿入部31まで撚線21の直径d2に比して僅かに大きい内径D2の撚線挿入部32が形成されてなる筒状ジョイント端子30の開口30c,30dから単芯線11および撚線21を挿入する筒内挿入工程と端面11aと端面21bとを圧接させつつ、単芯線電線10を撚線21の撚り方向Rに回転させる、あるいは撚線電線20を撚り方向Rと逆方向に回転させる、あるいは単芯線電線10を撚り方向Rに回転させ、かつ撚線電線20を撚り方向Rと逆方向に回転させることによって端面11aと端面21bとを金属結合させる金属結合工程とを含む。
(もっと読む)
電線連結構造及びその電線連結構造を有する車両用導電路
【課題】製造における再現性がよく、かつ、電線の撚線導体の先端部付近の素線の断線を低減することが可能な電線連結構造及びその電線連結構造を有する車両用導電路を提供する。
【解決手段】複数の第1素線を撚り合わせてなる略円筒状の第1撚線導体を有する第1電線と、複数の第2素線を撚り合わせてなる略円筒状の第2撚線導体を有する第2電線とを超音波接続により直線状に連結する電線連結構造において、前記第1素線の外径が前記第2素線の外径より太く形成され、前記第1電線の前記第1撚線導体の端部を、前記第2電線の前記第2撚線導体の端部に食い込ませる形状とし、前記第1素線の外径が0.3〜2.0mmであり、前記第2素線の外径が0.1〜0.5mmである。
(もっと読む)
ワイヤの接合方法
【課題】ワイヤを低荷重で被接合部に接合する。
【解決手段】芯線12が銅被膜14で被覆されたワイヤ10と電極26との間に、酸化銅が溶出する溶液30を充填し、銅被膜14の最表面および電極26の最表面に形成された酸化銅を溶液30中に溶出させる。プレス機を用いてワイヤ10を変形させてワイヤ10と電極26との接合面積を増大させるとともに、ワイヤ10と電極26とを加圧しつつ、200℃〜300℃の比較的低温な条件下で加熱することにより、ワイヤ10と電極26とを接合する。
(もっと読む)
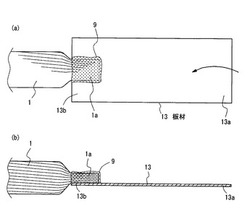
電線の接続方法
【課題】丸棒線及び撚り線の導体同士を、コストアップを招くことなく容易にかつ安定的に接続することが可能な電線の接続方法を提供すること。
【解決手段】一本の導体12を有する丸棒線と、複数本の素線22aを撚り合わせた導体22を有する撚り線とを接続する電線の接続方法であって、丸棒線の導体12をプレスして板体に成形するフォーミング工程と、丸棒線の板体とされた導体12に撚り線の導体22を重ね合わせて接合させる接合工程と、を含むこと。
(もっと読む)
端子金具
【課題】端子本体にシェルが強固に保持される端子金具を提供する。
【解決手段】端子金具10は、電線接続部21及び弾性接触部22を有する端子本体20と、弾性接触部22の周囲を覆うように端子本体20に組み付けられるシェル60とを備える。シェル60には一対の係合片71が形成されている。両係合片71には、シェル60に端子本体20が内嵌された状態でこの両係合片71同士が互いに連結されることにより、端子本体20に対するシェル60の組み付け状態を保持する連結手段としての溶接部72が設けられている。
(もっと読む)
端子金具付き電線及び端子金具付き電線の製造方法
【課題】電線と端子金具との間の電気抵抗が低減された端子金具付き電線及び端子金具付き電線の製造方法を提供する。
【解決手段】複数の素線15からなる芯線13を有する電線11と、電線11から露出する芯線13に圧着されるワイヤーバレル19を有する雌端子金具12と、を備えた端子金具付き電線10の製造方法であって、芯線13の外周面を覆う絶縁被覆14を剥離して芯線13を露出させる工程と、露出した芯線13を一対の電極16,16で径方向に挟んで通電を行い複数の素線15を互いに一体化する工程と、芯線13のうち、一体化領域を含む領域に外側から巻き付けるようにしてワイヤーバレル19を圧着する工程と、を実行する。
(もっと読む)
端子付き電線の製造方法
【課題】撚り線からなる導体がばらけるのを防ぐのはもとより、導体部分へのストレスを低減すると共に高い接続強度を安定、且つ容易に得られる端子付き電線の製造方法を提供する。
【解決手段】電線10と、電線10の導体12を接続させる被接続部を有する端子22とを超音波溶接にて接続する端子付き電線の製造方法において、超音波溶接機に具備されたアンビル20の上に、被接続部が平板状である端子22を載置する工程と、導体12の両側に、一組の抑え治具23,23の少なくとも一方が導体12に当接するように配置して導体12を一組の抑え治具23,23で挟む工程と、一組の抑え治具23,23の間であって端子22に対向する方向から導体12を押圧しながら端子22に超音波溶接する工程と、を含む方法である。
(もっと読む)
ヒュージング構造、及びヒュージング構造を備えた端子
【課題】コストを抑えつつ、ヒュージングに際して電線の径方向へのズレを防止すると共に、局所的な発熱を抑制する技術を提供する。
【解決手段】ヒュージング構造1は、固定側熱カシメ板4a(第1の熱カシメ板)及び支持側熱カシメ板4b(第2の熱カシメ板)を有する。固定側熱カシメ板4a及び支持側熱カシメ板4bの間に巻線2(電線)を挟んだ状態で固定側熱カシメ板4a及び支持側熱カシメ板4bを固定側電極5a(電極)及び支持側電極5b(電極)で挟んでヒュージングを行う。支持側熱カシメ板4bには、ヒュージングの際に、巻線2の一部を収容可能な巻線収容溝20(溝)が製造されている。巻線収容溝20の溝深さdは、巻線収容溝20をプレス加工で製造する際に、巻線収容溝20の支持側対向面19(加工面)に対して裏側の面である支持側非対向面21(裏面)の平面度を損なわないように浅く設定される。
(もっと読む)
ワイヤハーネス
【課題】芯線どうしの溶接では十分な接合強度を確保できない複数の電線を備えるワイヤハーネスにおいて、汎用的でない特殊な装置及び作業を要することなく、十分な接合強度を確保しつつ、複数の電線の芯線を電気的に接続できること。
【解決手段】ワイヤハーネス1は、第1電線10と第2電線20と第1電線10の端部に圧着された圧着端子30とを備える。第1電線10の芯線11は、溶接に適さない材料又は太さで構成されている。圧着端子30には、第1電線10の端部に圧着された圧着部31・32から延び出た接続部33・34が形成されている。圧着端子20の接続部33・34における溶接片34と第2電線20の芯線21とは、溶接部40を介して電気的に接続されている。例えば、圧着端子20の溶接片34と第2電線20の芯線21とは、溶接により直接接合されている。
(もっと読む)
端子金具
【課題】溶接部における接続信頼性を確保する。
【解決手段】端子金具10は、電線70の芯線71が載置される基壁22と、基壁22の両側縁から立ち上がる一対の側壁23とからなる端子本体21を備えている。端子本体21の前部には、基壁22に芯線71を溶接してなる溶接部25が形成されている。端子本体21の後部には、両側壁23の立ち上がり端から突出して芯線71に圧着される一対のかしめ片27を有する圧着部26が形成されている。両かしめ片27が互いに前後方向にずれて配置されている。圧着部26には、前側のかしめ片27Fを挟んだ前後両側における側壁23の立ち上がり端を切り欠いてなる切欠部28AF、28ARが形成されている。切欠部28AF、28ARと対応する側壁23Lは残存している。
(もっと読む)
ボンダーキャップ
【課題】ワイヤハーネスに組み付けた際のワイヤハーネスの外形寸法の増大を抑止して、ワイヤハーネスの車両搭載性を向上させることができるボンダーキャップを提供すること。
【解決手段】有底筒状に形成されて電線束のボンダーに被冠装着されるボンダーキャップのキャップ本体10の外周の周方向に離間した2箇所以上に、キャップ本体10の肉厚を薄肉化する溝11,12を、キャップ本体10の中心軸線に沿って形成する。
(もっと読む)
線材と撚り線の接続方法及びそれを用いた回転電機
【課題】
回転電機のコアに捲かれた線材の端部を、渡り線である撚り線に超音波接合方法を用いて高効率に、しかも低コストで接続する接続構造及びその方法を提供する。
【解決手段】
底部の表面に凹凸形状が形成された溝を有する絶縁性接続部を設け、この接続部の溝内に回転電機のコアに捲かれた線材の端部と連結用撚り線とを重なるように配置し、加振ツールを介して線材と撚り線との重なり部分を押圧した状態で超音波加振を行い、両者の一体接続を行った後、少なくとも溝内を絶縁性樹脂で覆う。
(もっと読む)
電線保持構造および電線保持方法
【課題】溶着接合作業を煩雑にすることなく複数の電線の接合強度の低下を防止することができる電線保持構造および電線保持方法を提供すること。
【解決手段】延在方向に直交する断面の外形が矩形状の導体である矩形状導体部14を端部に形成された複数の電線10を有し、該複数の電線10が超音波振動によって各電線10の前記矩形状導体部14を溶着接合された電線保持構造1において、前記複数の電線10の矩形状導体部14が、煉瓦積み状に積み重ねて溶着接合している。
(もっと読む)
圧着端子
【課題】異種金属材料よりなる2部材を接合したものでありながら、電食を起こす可能性のある箇所を極力無くした圧着端子を提供する。
【解決手段】電気接続部11Aを備えた第1部材11と電線接続部12A,12Bを備えた第2部材12とに分割された上で一体に接合されており、第1部材11と第2部材12は異種金属材料(例えば、前者が銅、後者がアルミニウム)で構成され、第1部材11と第2部材12の接合部16が樹脂モールド部20により覆われている圧着端子とする。
(もっと読む)
絶縁電線の接続構造及び接続方法
【課題】接続すべき各導線の導体部をまとめて撚り合わせる際に導体へのダメージが極力抑えられるとともに、接続すべき電線の本数が多い場合や導体断面積が大きい場合であっても導体ダメージを最小限に抑える。
【解決手段】第1の電線20における、露出した第1の導体部を挟む両側の第1の被覆部21が重なり合う第1の重合被覆部11と、第2の電線30における、露出した第2の導体部を挟む両側の第2の被覆部31が重なり合う第2の重合被覆部12と、露出した第1の導体部及び第2の導体部が折り返されるとともに、その折り返された導体部の内側に他方の導体部が位置し、且つその折り返された導体部の一部が他方の導体部の折り返された一部に交差する状態で撚り合わされた第1の導体部及び前記第2の導体部が、一体に超音波接合された交差接合導体部13と、を備える。
(もっと読む)
接続構造およびその製造方法
【課題】
リードと基板上の導電層を超音波接続する際に、加振時にリードが回転したり、接続面積にばらつきが発生することにより接続信頼性を低下させている。
【解決手段】
超音波印加を開始する際の、リードと超音波ツールが接触する面積が、リードと導電層との接触面積よりも大きくする。例えば、断面が円形のリードの一側面を平坦化加工し、そこに超音波ツールを押し付けて超音波接続する。リードと超音波ツールが接触する面積が大きいことによって、リードの回転を抑制するとともに、リードと導電層との接触面積が小さいことにより、接触箇所に応力を集中させて接続しやすくする。
(もっと読む)
シースヒータのリード線接続端子
【課題】加熱−冷却を繰り返すときのアルミニウムシースとリード線の端部との間に熱応力が生じ難くし、これにより接続部分の早期の破断、断線を防止する。
【解決手段】シースヒータのリード線接続端子は、シースヒータ3の発熱線10の端部をリード線12に接続したものであって、アルミニウムの細線によりリード線12を構成し、このリード線12の端部にニッケルメッキ又はニッケルクラッド13を施し、このリード線12のニッケルメッキ又はニッケルクラッド13の部分に抵抗溶接14により発熱線10の端部を接続し、固定する。或いは、ニッケルメッキ13の部分に発熱線10の端部を接続し、このニッケルメッキ又はニッケルクラッド13の部分にニッケル製のパイプを固定し、このパイプでリード線12に接続した発熱線10の端部を覆う。
(もっと読む)
超音波溶接方法及び溶接部
【課題】複数本の電線の端末を超音波溶接する際に発生するバラけや、溶接強度不足の発生を抑制することができる、導体の超音波溶接方法を提供する。
【解決手段】電線配置工程においては、複数の電線を所定の配置に従って配置する。導体移動工程においては、導体2をグライディングジョー12によって所定方向に押圧することにより、導体2同士の相対位置を変化させる。第1超音波溶接工程においては、グライディングジョー12によって押圧された状態の導体2に対して超音波溶接を行う。第2超音波溶接工程においては、グライディングジョー12による押圧を解除して、導体2に対して超音波溶接を行う。
(もっと読む)
1 - 20 / 68
[ Back to top ]