
Fターム[5E313CC08]の内容
電気部品の供給、取付け (45,778) | 特定手段の利用 (4,103) | カム機構の利用 (123)
Fターム[5E313CC08]に分類される特許
1 - 20 / 123
スプライシング装置
テープフィーダ
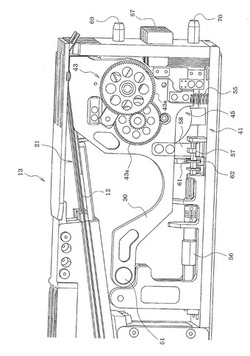
【課題】テープフィーダにおいて、テープサプライヤを着脱する作業を簡単化する。
【解決手段】スプロケット駆動機構部45は、昇降レバー30にスプロケットと該スプロケットを平歯車列43を介して駆動するモータ44等を組み付けて構成すると共に、プロケット駆動機構部45を、スプロケットの歯が部品供給テープ12のスプロケット孔に噛み合った状態となる噛合位置とスプロケットの歯が部品供給テープ12のスプロケット孔よりも下方に位置する退避位置との間を上下動させるように構成し、スプロケット駆動機構部45を上方へ付勢してスプロケットを噛合位置に保持するスプリング55を設けると共に、テープフィーダに部品供給テープ12を着脱するときにスプロケット駆動機構部45をスプリング55に抗して下降させるモータ56を設ける。
(もっと読む)
テープフィーダ

【課題】テープサプライヤをフィーダ本体に着脱可能に設けたテープフィーダにおいて、テープサプライヤの識別情報(サプライヤID)とフィーダ本体の識別情報(フィーダ本体ID)を自動的に管理できるようにする。
【解決手段】サプライヤIDが記憶されたRFタグ81をテープサプライヤに設け、フィーダ本体に装着されたテープサプライヤのRFタグ81からサプライヤIDを読み取るリーダ82をフィーダ本体に設ける。テープサプライヤのRFタグ81からサプライヤIDをフィーダ本体のリーダ82で読み取ったサプライヤIDの信号は、テープサプライヤの装着を確認する信号を兼ねる。フィーダ本体のメモリ86にフィーダ本体IDを記憶し、メモリ86から読み出したフィーダ本体IDとリーダ82で読み取ったサプライヤIDをフィーダ本体が装着された部品実装機側へ送信する。
(もっと読む)
テープフィーダ
【課題】テープフィーダにおいて、部品供給テープのスプロケット孔にスプロケットの歯を噛み合わせる作業を自動化する。
【解決手段】フィーダ本体13に部品供給テープ12をセットする際に、スプロケット42(スプロケット駆動機構部45)を自動的に退避位置へ下降させて部品供給テープ12をスプロケット42の上方にセットした後に、スプロケット42を噛合位置へ上昇させるように制御し、スプロケット42を噛合位置へ上昇させる制御を行ってもスプロケット42の歯が部品供給テープ12のスプロケット孔に噛み合わずに噛合検出センサ63から検出信号が出力されないときに、モータ44によりスプロケット42を回動させて該スプロケット42の歯が部品供給テープ12のスプロケット孔に噛み合って噛合検出センサ63から検出信号が出力されるまでスプロケット42を回動させる自動噛合動作を実行する。
(もっと読む)
テープフィーダ
【課題】複数の供給レーンを備え、複数の供給レーンに対応する複数の個別制御スイッチが、いずれの供給レーンに対応するかを直感的に認識可能なテープフィーダを提供する。
【解決手段】(a)複数の供給レーンに引き出される複数のテープ化部品のうちの対応するものを個別に制御するための複数の個別制御スイッチ140が配置されるとともに、(b)複数の個別制御スイッチの各々が複数のテープ化部品のいずれに対応しているかを示すための複数の記号143が表示された操作パネル130を備えたテープフィーダにおいて、複数の記号が、複数の供給レーンに対応する複数の供給位置90の配置パターンと同じパターンで表示されるように構成する。このような構成により、オペレータは、電子部品の供給位置と個別制御スイッチとを直感的に対応付けることが可能となり、個別制御スイッチが、いずれの供給レーンに対応するかを直感的に認識することが可能となる。
(もっと読む)
微小部品配置ユニット
【課題】構成が簡単で軽量化も容易な微小部品配置ユニットを提供すること。
【解決手段】減圧機構に接続する微小部品吸着ノズルを下端に備えた軸体および軸体の昇降を案内する軸受81からなる微小部品の昇降手段の複数個を整列配置してなる微小部品の昇降機構15、昇降機構を支持固定している枠体16、軸体をその頂部の高さが全て所定の高さになるように支持する弾性体17、各軸体の頂部の上方に間隔を介して配置された押圧装置51、任意の軸体の頂部と押圧装置の底面との間の間隔に挿入することが可能にされている押圧補助部材61、押圧補助部材を駆動して水平方向の移動かつ位置決めを行なう押圧補助部材駆動機構71を備え、上記の軸受81は軸体を回転可能に保持しており、前記軸体は内部を中空とした管体から形成され、そして上記減圧機構は、前記中空軸体の頂部に装着された、減圧源に接続される管路を有する減圧部材30を含む微小部品配置ユニット。
(もっと読む)
テープフィーダ
【課題】テープフィーダの操作パネルの小型化を図ることを課題とする。
【解決手段】テープ化部品を電子部品の供給位置まで導く複数のテープ化部品経路と、テープ化部品を送る複数の送り装置とを備え、テープ化部品経路が形成された複数の第1部と、複数の送り装置を内蔵する第2部とに分離可能であり、複数の第1部の各々を第2部に着脱可能なテープフィーダにおいて、操作パネルに、複数の個別制御スイッチ132と選択スイッチ134と選択制御スイッチ136とを配置し、各個別制御スイッチは、各テープ化部品を個別に制御し、選択制御スイッチは、選択スイッチによって選択されたテープ化部品を制御するように構成される。この構成によれば、個別制御スイッチにより作業性を向上させ、選択制御スイッチによりスイッチ数を少なくすることが可能となり、作業性の向上と操作パネルの小型化との両立を図ることが可能となる。
(もっと読む)
搬送装置
【課題】検査工程により電子部品が一部抜き取られた状態で供給された場合であっても、並設された搬出部の少なくとも二箇所以上に同一個数の電子部品を安定して移し替える。
【解決手段】供給部から搬出部の収納部へ移設するためのピックアッププレイス部を備え、前記ピックアッププレイス部は、同軸に設けられて第一の外形と第二の外形を有する複数のカムと、支軸を有し、この支軸を挟んで一端にカムフォロワを、他端に着磁板を有する複数のレバーと、前記着磁板を吸着、解放することで前記レバーの他端を前記カムの外縁部に当接、離脱させるための電磁ホルダと、一端に前記電子部品を吸着保持するための吸着部を有し、他端を前記カムフォロワに当接させることで、前記カムの回動運動を水平運動へ変換して前記吸着部を供給部から各収納部へ移動させるための動力切り替え部と、から構成される。
(もっと読む)
対基板作業機
【課題】 対基板作業機の汎用性を向上させることを課題とする。
【解決手段】 対基板作業機を、対基板作業を行うための作業ヘッドとして、互いに種類の異なる複数の実装ヘッドの中から、任意に選択された1つのものを装着可能に構成し、かつ、それら複数の実装ヘッドのうちの他のいずれのものとも交換可能に構成するとともに、装着された実装ヘッドの種類を認識するように構成する。そのように構成された対基板作業機は、利便性の高いものとなる。そのことによって、対基板作業機の汎用性が向上するのである。
(もっと読む)
搬送システム
【課題】 収納ケースから基板を受取って搬送し、且つ位置決めすることができる搬送システムを提供する。
【解決手段】 搬送システム1は、収納ケース12と、昇降装置13と、受渡装置14と、搬送装置15とを備えている。昇降装置13は、収納ケース12を昇降させてその中の各基板11を順に受取位置に位置させる。受渡装置14は、受取位置の基板11を受取って受渡位置にて搬送装置15に渡す。搬送装置15は一対のベルト51,51を有している。一対のベルト51,51は、左右方向に間隔をあけて設けられ、そこには複数のプロファイル54が互いに対応付けて夫々設けられている。対応付けられたプロファイル54は、搬送方向に一緒に移動し、また受渡位置にて渡された基板11の外縁部を支持し且つその基板11を規定位置へと位置決めするよう構成されている。
(もっと読む)
電子部品供給装置
【課題】実用性の高い電子部品供給装置を提供する。
【解決手段】電子部品を所定の位置で供給するテープフィーダ74と、テープフィーダの下縁部をスライド可能に保持するスライド部98と、テープフィーダのテープ化部品の送り出し方向の側の側壁面102が取り付けられる側壁面取付部100と、テープフィーダの側壁面に上下方向に並んで立設される1対の立設ピン104,106と、側壁面取付部に形成され、1対の立設ピンが嵌合される1対の嵌合穴112,114とを備えた電子部品供給装置において、下方に位置する立設ピン106が偏心軸を中心に回転する偏心ピンであり、その偏心ピンが嵌合される嵌合穴114が上下方向に延びる長穴であり、偏心ピンを制御可能に回転させるように構成する。この構成により、テープフィーダを上方に位置する立設ピン104を中心に揺動させて、電子部品の供給位置を調整することが可能となる。
(もっと読む)
電子回路部品装着機
【課題】部品供給具と吸着ノズルとが回路基板に対して一緒に相対移動させられる電子回路部品装着機の使い勝手を向上させる。
【解決手段】12個の吸着ノズル172は、バルクフィーダ402および部品撮像装置と共にヘッド本体186に設けられ、回路基板に対して一緒に移動させられるとともに、回転体180の回転により部品受取位置へ移動してバルクフィーダ402から電子回路部品を受け取り、部品撮像装置へ移動して部品撮像装置により電子回路部品が撮像され、部品装着位置へ移動して回路基板に電子回路部品を装着する。また、吸着ノズル172は、部品装着位置において、モジュール本体に設けられたテープフィーダから電子回路部品を受け取り、回路基板に装着する。
(もっと読む)
組立治具
【課題】導光板と、発光ダイオードが実装されたフレキシブル配線基板とを接着・固定する際に、組立作業精度の向上、作業時間の短縮、かつ、習熟期間の短縮を図ることが可能な組立治具を提供する。
【解決手段】ベースプレートと、FPCステージベースと、前記FPCステージベースに対して第1の方向に移動可能であり、所定の位置に接着テープが貼り付けられた前記フレキシブル配線基板を固定するFPC組立ステージと、前記ベースプレートに取り付けられ、前記導光板を固定する導光板ステージと、前記FPC組立ステージを前記第1の方向に移動させる移動機構と、前記導光板を押付け、前記導光板に前記フレキシブル配線基板を接着固定する取付機構部とを有し、前記移動機構により前記FPC組立ステージを移動させ、前記フレキシブル配線基板が所定の位置に移動したときに、前記取付機構部により、前記導光板を押付け、前記導光板に前記フレキシブル配線基板を接着固定する。
(もっと読む)
回転角度検出装置、、回転角度検出方法、部品実装装置
【課題】回転軸VAを中心とする回転動作の他に回転軸VA方向への移動も移動部材85が行なう構成において、移動部材85の回転角度θeを磁気センサにより高精度に検出することを可能とする。
【解決手段】磁石91とホールIC921、922との回転軸VA方向への距離hが所定の検出距離となる検出位置Pdに移動部材85がある状態でのホールIC921、922の出力信号Ss、Scに基づいて、アーム61bに対する移動部材85の回転角度θeを検出する。したがって、ホールIC921,922と磁石91との距離の変化による影響を排して、ホールIC921,922の出力信号Ss、Scから、アーム61bに対する移動部材95の回転角度θeを高精度に検出することが可能となる。
(もっと読む)
ベアダイをピックアップおよび実装するための装置および方法
【課題】ベアダイをピックアップおよび実装するための装置および方法を提供する。
【解決手段】本発明の一実施形態によるベアダイをピックアップおよび実装するための装置は、ウェハからベアダイを吸着してピックアップする複数の第1吸着ノズルを具備する第1ピックアップユニットと、前記第1ピックアップユニットを回転させて前記第1吸着ノズルに吸着した前記ベアダイの一面が上部に向かうようにする回転駆動部材を具備するフリッパーと、前記フリッパーによって回転した前記第1ピックアップユニットの前記第1吸着ノズルから前記ベアダイを再吸着してピックアップし、前記再吸着されたベアダイを基板に実装する複数の第2吸着ノズルを具備する第2ピックアップユニットと、を含む。
(もっと読む)
部品移送装置及び方法
【課題】チップ部品の適切なピックアップと移送を行うと共に、作業工程のタクトタイムの短縮を実現する。
【解決手段】部品移送装置は、保持部に複数保持されるウエハ状のチップを吸着ノズルにより取出す。取得手段は、保持部上のチップの位置情報を取得した後、複数のチップのうちの第1のチップを吸着する前に、該第1のチップの位置情報を再度取得することで更新する。決定手段は、(i)第1のチップの更新後の位置情報に基づいて該第1のチップをピックアップ位置に移動するための移動量を決定し、(ii)保持部上の第1のチップを基準とする所定範囲内に保持される第1のチップ以外のチップの位置情報に対して、第1のチップの更新前の位置情報と更新後の位置情報とに基づく補正を行った補正位置情報に基づいて該チップをピックアップ位置に移動するための移動量を決定する。移動手段は、決定された移動量に基づいてチップをピックアップ位置へ移動する。
(もっと読む)
電子回路部品装着方法,電子回路部品装着機および立体被装着体保持治具
【課題】立体被装着体への電子回路部品の装着を行うために改善された電子回路部品装着方法,電子回路部品装着機および立体被装着体保持治具を提供する。
【解決手段】立体基板保持治具160の第二部分182を第一部分180に対して上昇させ、立体基板支持体186をパレット184から持ち上げ、立体基板140を支持させてパレット184から浮き上がらせた状態で駆動装置334により水平軸線まわりに回動させる。カム270,272のカム面の当接面296への当接により、立体基板140の上面142に対して傾斜した側面が順次、水平に位置決めされ、平板状の回路基板と同様に吸着ノズルの水平方向移動,昇降により電子回路部品が装着される。立体基板支持体186を回動装置336によって鉛直軸線まわりに回動させることにより水平軸線の向きを変え、立体基板140を別の水平軸線まわりに回動させ、別の側面を水平とし、電子回路部品を装着させる。
(もっと読む)
FPDモジュール組立装置及びFPDモジュール製造方法
【課題】表示基板の製造ラインで、テープに連続して形成された搭載部材を打ち抜く際に、簡単な構成で高精度に打ち抜けるようにすると共に、無駄なく効率良く打ち抜けるようにする。
【解決手段】搭載部材が連続して形成されたテープ1を、搭載部材を打ち抜く位置に送り出すテープ送り機構部23,24と、テープ送り機構部23,24により送り出された搭載部材を、テープ1から打ち抜く打ち抜き刃41とを備える。そして、打ち抜き刃41を駆動する機構として、打ち抜き刃41を、自身の回転により打ち抜き位置と待機位置との間で往復駆動させるカム部材50と、カム部材を回転駆動させるモータとを備え、モータの駆動を制御して、カム部材50により打ち抜き型を往復駆動させる動作を実行させる。
(もっと読む)
部品供給装置および部品実装装置
【課題】連結状態における台車の位置固定を確実にして、実装ヘッドによる安定した部品取出し動作を確保することができる部品供給装置および部品実装装置を提供することを目的とする。
【解決手段】部品供給装置において装置本体部に対して台車を位置決めして固定する位置決め固定機構を、台車において装置本体部に対して接近移動する方向における前側および後側にそれぞれ左右1対で設けられ、水平軸廻りに転動する前側カムフォロア37、後側カムフォロア41と、前側カムフォロア37を水平方向および上下方向に位置決めして固定する前側カム部材52を有する前側位置固定部Fと、後側カムフォロア41と当接ローラ42とで後側カム部材55を挟み込むことにより後側カムフォロア41上下方向に位置決めして固定する後側位置固定部Rとで構成とする。
(もっと読む)
部品装填用スティックの配置構造
【課題】部品の大きさ形状が変わっても、簡単で且つ共通なスティック構造で、部品を位置ずれなく安定した姿勢で供給させる。
【解決手段】長形の部品装填用スティック1,1’を周方向に傾けて配置し、部品装填用スティックの底壁4と、底壁の下端4bに直交する一側壁5との二つの内面4a,5aで複数の部品2のそれぞれ直交する二面2a,2bを支持して位置決めして、スティック長手方向に部品を供給する。部品2(21〜23)として部品装填用スティック内に収容可能な種々の大きさ形状のものが使用される。部品2がコネクタハウジングである。部品装填用スティック1の前端3から部品2を供給する際に、部品装填用スティックの周方向の傾きをなくし、供給後に部品装填用スティックを周方向に傾ける。
(もっと読む)
1 - 20 / 123
[ Back to top ]