
国際特許分類[B05D7/20]の内容
処理操作;運輸 (1,245,546) | 霧化または噴霧一般;液体または他の流動性材料の表面への適用一般 (41,198) | 液体または他の流動性材料を表面に適用する方法一般 (19,162) | 液体または他の流動性材料を特定の表面に適用するかまたは特定の液体または他の流動性材料を適用するのに特に適した,フロック加工以外の,方法 (7,198) | 線状体に適用するもの (55)
国際特許分類[B05D7/20]に分類される特許
11 - 20 / 55
接着剤の塗布装置
【課題】鋼製ロープなど外周面にスパイラル状の凹凸のある長尺材の外周方向及び長手方向に、揮発性の高い接着剤を変質なく付着させて、周方向の凹凸にムラなく、かつ長手方向の膜厚変動を抑制する接着剤塗布装置を提供する。
【解決手段】鋼製ロープ1など外周面にスパイラル状の凹凸のある長尺の被塗布材への接着剤塗布装置であって、接着剤41を貯蔵する温度調節可能な溶液タンク11と、所要量の接着剤を送り出す吐出機構26と、前記被塗布材1を移動させながら挿通させ、挿通の途中において、前記吐出機構26から送り出された接着剤を供給穴から吐出して前記被塗布材1に付着させる筒状ノズル2と、前記被塗布材1上に付着した接着剤の膜厚を調整する絞り機構3を備えている。
(もっと読む)
ワイヤ用オイル塗布装置およびワイヤ用オイル塗布方法

【課題】種々変化する生産条件に応じて、塗布条件を適切に制御することが可能なワイヤ用オイル塗布装置およびワイヤ用オイル塗布方法を提供する。
【解決手段】ワイヤ表面にオイルを塗布するワイヤ用オイル塗布装置である。内部にオイル10を貯留するオイル貯留部1と、オイル貯留部内のオイルに少なくとも一部が浸漬された回転可能な第一のワイヤ送り部材2と、オイル貯留部内のオイルから離間して配置された少なくとも1つ以上の回転可能な第二のワイヤ送り部材3と、を備え、ワイヤ11を第一および第二のワイヤ送り部材2,3を介して走行させて、ワイヤ11表面にオイル10を塗布する。
(もっと読む)
電線のコーティング方法及びコーティング装置
【課題】コート剤の使用量を低減することが可能な電線のコーティング方法及びコーティング装置を提供する。
【解決手段】コーティング装置1は、コーティング層を形成するためのコート剤を内部に保持すると共に、接触物に対して弾性変形し、この弾性変形により保持している接触物にコート剤を付着させる2つの多孔質部材20a,20bを電線100に対して接触させる。この際、コーティング装置1は、2つの多孔質部材20a,20bを電線径よりも短い距離を隔てて電線に接触させて電線100の全周にコート剤を付着させる。また、コーティング装置1は、2つの多孔質部材20a,20bのうち少なくとも一方を電線100に接触させて、電線100の片面のみにコート剤を付着させる。さらに、コーティング装置1は、2つの多孔質部材20a,20bを電線径と同程度の距離を隔てて電線100に接触させて電線100の両面のみにコート剤を付着させる。
(もっと読む)
線材への塗布剤の塗布装置及び塗布方法
【課題】線材の外周の全周全長に、塗布剤を変質を抑制して付着させ、付着させた塗布剤の膜厚を調整し得る塗布装置を得る。
【解決手段】筒状槽の浸漬孔に塗布剤を滞留させるように、入口側ガイドの案内孔の径は、浸漬孔の径より小さく、かつ出口側ガイドの案内孔の径は、浸漬孔の径より小さく形成されており、入口側ガイドの案内孔と、筒状槽の浸漬孔と、出口側ガイドの案内孔と、調整ダイスの調整孔とが同軸上にあり、線材が入口側ガイドの案内孔から導入され、筒状槽の浸漬孔を通過して、塗布剤が付着された線材が、出口側ガイドの案内孔から導出され、調整孔を通過する際に調整孔で線材に付着させた塗布剤の膜厚が調整されるようにした。
(もっと読む)
PC鋼より線の防錆被膜形成方法及びPC鋼より線
【課題】ラインスピードを上げて生産性を向上させてコストダウンを図ること、および均一で良好な被膜を効率よく形成する。
【解決手段】一連のラインでPC鋼より線1の防錆被膜形成方法であって、加熱は合成樹脂粉体塗料を塗装する前の前加熱と合成樹脂粉体塗料の塗装後の後加熱であり、前記前加熱の温度は後加熱の温度より30〜130℃高く設定し、前記樹脂被膜を設定した膜厚にするために、前記合成樹脂粉体塗料の平均粒径を40〜50μmのものを使用し、前記ラインのスピードを5〜10m/minにしたことにより、生産性を向上させてコストダウンが図れるばかりでなく、柔軟性と、コンクリートとの付着強度とを損なわない均一で良好な被膜を効率よく形成することができる。
(もっと読む)
線状材への液付着方法
【課題】生産性を低下させることなく、線状材に均一に液体を付着させる。
【解決手段】線状材20を液体30に浸漬した後に上方に引き上げるように走行させる線状材20への液付着方法である。表面に液体30が付着して上方に走行する線状材20に対し、その斜め上方からガスを吹き付けて線状材20の表面に付着した余分な液体30を線状材20に沿って下方に落とすと共に、線状材20に沿って下方に落ちた余分な液体30によって線状材20の表面に形成された液溜まり31に対し、その側方から液溜まり31の液体30を吸引除去する。
(もっと読む)
PC鋼より線の防錆被膜形成方法及びPC鋼より線
【課題】従来のPC鋼より線に形成された防錆被膜は、耐候性環境においては劣るという問題点を有しているので、PC鋼より線として耐食性と耐候性を向上させる。
【解決手段】PC鋼より線1をより戻して側線を芯線から緩解し、緩解状態にある芯線及び側線のそれぞれ外周面に合成樹脂粉体塗料を塗布すると共に加熱して均等に付着させた後に冷却して防錆被膜を形成し、その後に芯線に対して側線を元の状態により合わせるようにしたPC鋼より線1の防錆被膜形成方法であって、性質の異なる一次塗膜と二次塗膜が溶融結合し一体化して硬化後に芯線に対して側線を元の状態により合わせて、耐食性と耐候性が向上したPC鋼を得る。
(もっと読む)
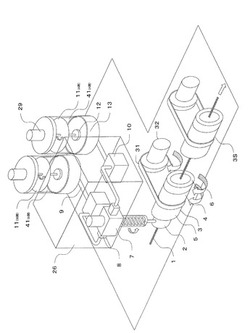
コード加工装置及び加工コードの製造方法
【課題】ディッピングコードの品質を向上させるコードの加工装置及び製造方法を提供する。
【解決手段】直線状に搬送されるコードにディッピング液を塗布するディッピング手段と、このディッピング手段を経たコードを挟持部で挟持してこのコードに加圧力を加えてディッピング液を絞り取る絞り手段を備えたコード加工装置において、搬送されるコードの位置が、絞り手段の挟持部に対しコードの位置を徐々に変更する位置変更手段を備え、絞り手段は、第1ロールと第2ロールとの間の挟持部でコードを挟持して加圧し、位置変更手段は、絞り手段の備える第1ロールと第2ロールの間の挟持部と平行な方向にコードを移動させる。
(もっと読む)
細線の被膜作成方法及びこれを使用する細線の被膜作成装置
【課題】線径が6.5〜200μmの細線の被膜作成方法及びこれに使用する被膜作成装置を提供する。
【解決手段】細線材の周囲の塗布位置と塗布速度を決定して塗布手段によって塗布するステップからなり、該塗布手段の塗布部を前記線材の周方向一端側に接触させて長手方向に移動させ、さらに該線材の他の周方向から前記塗布手段の塗布部を接触させて長手方向に移動させることによって、前記線材の周囲に被膜を形成する。
(もっと読む)
改良された付着性促進被膜を有するコード
本発明は、一緒に撚り合された多数のフィラメントを含むコード(20)に関する。コード(20)の周面は、付着性促進被膜(24)によって、少なくとも部分的に被覆されている。付着性促進被膜(24)は、シリコン基被膜、チタン基被膜、ジルコニウム基被膜、またはそれらの組合せからなる少なくとも第1の層を含む。さらに、本発明は、ポリマー材料内に埋設されたこのようなコード(20)を含む複合材料に関する。また、本発明は、このようなコード(20)を製造する方法に関する。  (もっと読む)
(もっと読む)
11 - 20 / 55
[ Back to top ]