
国際特許分類[B05D7/20]の内容
処理操作;運輸 (1,245,546) | 霧化または噴霧一般;液体または他の流動性材料の表面への適用一般 (41,198) | 液体または他の流動性材料を表面に適用する方法一般 (19,162) | 液体または他の流動性材料を特定の表面に適用するかまたは特定の液体または他の流動性材料を適用するのに特に適した,フロック加工以外の,方法 (7,198) | 線状体に適用するもの (55)
国際特許分類[B05D7/20]に分類される特許
31 - 40 / 55
電線のコーティング装置及び電線のコーティング方法
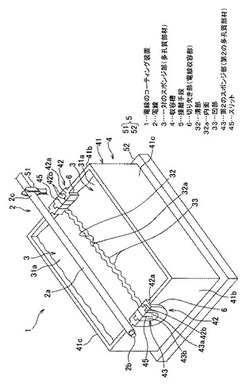
【課題】電線の被覆部のみに確実にコーティング層を形成して電線の機械特性や導電性の低下を防止する電線のコーティング装置及び電線のコーティング方法を提供する。
【解決手段】電線のコーティング装置1は、電線2の外表面22aにコーティング層23を形成する。電線のコーティング装置1は、コーティング層23を形成するコート剤とこのコート剤を溶かす溶媒とからなるコーティング液を内部に含浸し且つ弾性を有する一対のスポンジ部3と、一対のスポンジ部3を収容する収容槽4と、電線2を保持し且つ電線2と収容槽4とを電線2の長手方向に交差する方向に沿って相対的に接離させる接離手段5と、収容槽4に接離する電線2を収容槽4内に収容可能にする一対の切り欠き部6とを備えている。
(もっと読む)
溶質を金属スレッド上に堆積させる方法

【課題】溶質(34)を金属スレッド(4)上に堆積させる方法を提供する。
【解決手段】揮発性溶媒と前記溶質(34)から形成された液体溶液(3)をスレッド(4)上に堆積させる工程;及び次いで、スレッド(4)の温度を溶媒の蒸発温度を超える温度まで急速に上昇させて、前記スレッド(4)の表面に接触して置かれた溶媒を蒸発させるとともに、膨張によって、スレッドの周辺部上に残っている液体(33)を放出する圧力パルスを生成させる蒸気気泡(32)を形成する工程を含むことを特徴とする。
(もっと読む)
長尺鋼材に対する防錆加工方法
【課題】ピンホールのない防錆被覆がなされ、鋼線、鋼棒及び鋼撚線の熱処理と同時に防錆加工ができ、鋼撚線にあっては単素線間の空隙、即ち鋼撚線内の内部空隙の充填が容易かつ確実におこなうことができる防錆被覆鋼撚線の製造方法の提供。
【解決手段】鋼線、鋼棒等の長尺鋼材にブルーイング処理及び/又はヒートストレッチング処理等の熱処理を施した後、その熱処理によって加熱状態にある該長尺鋼材にエチレン酢酸ビニル共重合体(EVA)、エチレン酢酸ビニル共重合体ケン化物(EVOH)、エチレン−メタクリル酸共重合体(EMAA)、アイオノマー樹脂、エチレンエチルアクリルレート等の極性基を有する熱可塑性の樹脂又はフッソ樹脂からなる粉末合成樹脂塗装原料を接触させることにより、塗装原料を長尺鋼材の前記熱処理の際の熱によって溶融させて外周面に被着させ、然る後冷却することにより前記長尺鋼材に溶融被着したに塗装原料を固化させる。
(もっと読む)
電線、該電線の着色装置及び製造装置、並びに前記電線の着色方法及び製造方法
【課題】外表面に形成された印を認識しやすい電線を提供する。
【解決手段】電線3の製造装置1は、芯線の周りに被覆部が形成された電線3に着色材を滴射することにより該電線3の外表面に正弦曲線状の印6を形成する着色ユニット12を有している。この着色ユニット12は、長手方向に沿って移動している電線3の外表面に向かって着色材を連続的に滴射することによりこの着色材を電線3の外表面に付着させて該電線3を着色する着色ノズル32a,32b,32cと、これら着色ノズル32a,32b,32cよりも電線3の移動方向上流側に配され、かつ、移動している電線3を着色材の滴射方向と電線3の長手方向との双方と交差する方向に沿って振動させる振動機構20と、を有している。
(もっと読む)
塗料塗布装置及び塗料塗布方法
【課題】短時間で変質(硬化)するタイプの塗料を用いても支障なく線材に塗料を塗布することが可能な塗料塗布装置及び塗料塗布方法を提供する。
【解決手段】第1の塗料タンク12から供給される第1の塗料11と,第2の塗料タンク14から供給される第2の塗料13は、ミキサー15によって2液混合されて塗料槽18に供給される。塗料槽18には、チューブ20A〜20Fを介して塗装ダイス19A〜19Fが接続されている。線材3は、チューブ20A〜20Fに開けられた孔20aを通して塗装ダイス19A〜19Fに導入されている。塗料槽18に供給された塗料2は、チューブ20A〜20F内を自重に基づいて流動して降下し、塗装ダイス19A〜19Fへ連続的に供給され、塗装ダイス19A〜19Fにより線材3の表面に塗布される。
(もっと読む)
絶縁電線用塗料及びそれを用いた絶縁電線
【課題】絶縁皮膜と導体との密着性を向上させ、且つ熱劣化による密着性の低下を抑制した絶縁電線用塗料及びそれを用いた絶縁電線を提供するものである。
【解決手段】本発明に係る絶縁電線用塗料は、絶縁電線を形成すべく、その導体に塗布、焼付けするための塗料であり、樹脂塗料に、分子中にジチオ結合を有する化合物を添加したものである。また、本発明に係る絶縁電線は、導体1上に、本発明に係る絶縁電線用塗料を塗布、焼付けしてなる絶縁皮膜層2を設けたものである。
(もっと読む)
樹脂粉体塗装金属ロープ
【課題】表面の凹凸の隅々まで完全に塗装されており、塗装していない元の金属ロープに比べて曲げに対して殆ど硬くならず、高耐食性を有するとともに景観性にも優れ、それでいて安価で所望の太さをもつ樹脂塗装金属ロープを提供する。
【解決手段】3本以上の金属素線を撚り合わせてなるストランドの表面全周に直接、樹脂粉体塗装を施した後、これを複数本撚り合わせた。
(もっと読む)
金属ロープの樹脂粉体塗装方法
【課題】防錆効果と耐候性に優れ、曲げたときにも塗膜表面に亀裂が発生しない耐久性のよい樹脂塗装ロープを能率よく製造することができる方法を提供する。
【解決手段】3本以上の素線を撚り合わせたストランドを複数本撚り合わせてなる金属ロープを樹脂粉体の溶融点以上に加熱することなく静電塗装装置で連続的に樹脂粉体を付着させた後、高周波加熱装置により粉体の溶融点以上に加熱して焼付け、冷却する。
(もっと読む)
色付きワイヤロープ及び色付きワイヤロープ製造方法
【課題】ステンレス鋼製のワイヤロープ表面に塗布した塗装の、剥離強度の向上を可能にする。
【解決方法】ワイヤロープを構成する素線のうち、少なくともワイヤロープの表面に位置する素線の表面に凹凸を形成し、素線表面の表面粗さを粗くすることにより、ワイヤロープの表面粗さを粗くする。また、この素線の表面処理工程は、伸線工程と同一工程(工程K11)で、伸線ダイスのスケジュールを設計することで素線表面に凹凸を形成する。
(もっと読む)
電線への止水剤塗布方法および装置
【課題】ワイヤハーネスを製造する際に電線に止水剤を塗布する方法において、止水剤の塗布が確実にムラなく行えるとともに、電線の本数に変更があったときでも容易に対応できるようにすること。
【解決手段】複数本の電線12を上下方向で重なるように並べる並設処理と、該並設処理後に、電線12が並設されてなる電線群14に対して止水剤16を塗布する塗布処理を行う電線への止水剤塗布方法であって、上記塗布処理が、上記止水剤16を吐出すべく電線群14の両側を挟む位置に配置された一組の噴孔53を、電線群14に対して下から上へ移動しながら止水剤16を吐出して行われる電線への止水剤塗布方法。
(もっと読む)
31 - 40 / 55
[ Back to top ]