
接着剤の塗布装置
【課題】鋼製ロープなど外周面にスパイラル状の凹凸のある長尺材の外周方向及び長手方向に、揮発性の高い接着剤を変質なく付着させて、周方向の凹凸にムラなく、かつ長手方向の膜厚変動を抑制する接着剤塗布装置を提供する。
【解決手段】鋼製ロープ1など外周面にスパイラル状の凹凸のある長尺の被塗布材への接着剤塗布装置であって、接着剤41を貯蔵する温度調節可能な溶液タンク11と、所要量の接着剤を送り出す吐出機構26と、前記被塗布材1を移動させながら挿通させ、挿通の途中において、前記吐出機構26から送り出された接着剤を供給穴から吐出して前記被塗布材1に付着させる筒状ノズル2と、前記被塗布材1上に付着した接着剤の膜厚を調整する絞り機構3を備えている。
【解決手段】鋼製ロープ1など外周面にスパイラル状の凹凸のある長尺の被塗布材への接着剤塗布装置であって、接着剤41を貯蔵する温度調節可能な溶液タンク11と、所要量の接着剤を送り出す吐出機構26と、前記被塗布材1を移動させながら挿通させ、挿通の途中において、前記吐出機構26から送り出された接着剤を供給穴から吐出して前記被塗布材1に付着させる筒状ノズル2と、前記被塗布材1上に付着した接着剤の膜厚を調整する絞り機構3を備えている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、鋼製ロープなど外周面にスパイラル状の凹凸のある長尺の被塗布材の周方向及び長手方向に、揮発性の高い接着剤を変質なく付着させて、周方向の凹凸にムラなく、かつ長手方向の膜厚変動を抑制する接着剤の塗布装置に関するものである。
【背景技術】
【0002】
例えば鋼製ロープに樹脂を被覆する時、ロープ外周に接着剤を塗布し、樹脂を接着固定している。従来、管やホースなどの丸棒または円筒状の長尺材外周面への接着剤連続塗布方法として、例えば長尺材が挿通し得る穴を設けたフェルト、ゴム板、スポンジ等に長尺材を挿通させ、長尺材外周面に塗布した接着剤を均一になるように絞る方法がある。しかしながら、上記のような方法は、フェルト、ゴム板、スポンジ等を使用して接着剤を均一になるように絞っていると、長尺材外周面と接触する挿通穴部が磨耗したり、ヘタリを生じて、部分的な穴の拡張や、長尺材の芯ずれが発生し、均一な厚さの接着剤を連続的に貼着する(均一な厚さの接着層を形成する)ことが難しいという問題があった。
【0003】
これに対し、製造途中のホース材の外周面に接着剤を連続塗布する方法であって、外周面に接着剤を連続的に塗布する接着塗布装置と、上下・左右方向に揺動可能に支持されたテーパ筒状の接着剤絞り装置を設置し、絞り装置の先端部に設けたナイロンの長繊維で丸編みした絞り部材により余分な接着剤をかき取り、均一な厚さの接着剤を連続的に貼着するものがある。(特許文献1参照)
【0004】
前記特許文献1の塗布方法では、鋼製ロープなど外周面にスパイラル状の凹凸のある長尺材の場合、絞り装置が外周面の凹凸に倣わず、凹凸で接着剤の絞り量が変わって凹凸でムラができ、外周面の周方向で均一な厚さの接着層を形成するのは難しい。また、外周面のスパイラル状の凹凸で絞り装置が削られ、鋼製ロープの長手方向で接着剤の厚さが次第に厚くなる。特に、揮発性のある溶剤が含まれる接着剤を使用する場合、運転時間とともに液槽内の接着剤中の溶剤が揮発して、接着剤の粘度が上昇し、ワイヤロープ外周面への付着量が変動するという問題もあった。
【0005】
接着剤ではないが、ワイヤロープなど外周面に凹凸のある長尺材への連続油塗布方法として、油を満たした液層にワイヤロープを浸漬し、フェルトで絞る方法や、ワイヤロープに油を滴下し、フェルトで絞る方法がある。しかしながら、上記のような方法は、フェルトなどを使用して油を均一になるように絞っているため、ワイヤロープ外周面と接触する挿通穴部が磨耗したり、ヘタリを生じて、部分的な穴の拡張が発生し、凹凸で油の絞り量が変わり、ワイヤロープの周方向及び長手方向で油塗布厚さが変わるため、頻繁にフェルトを取り替えるという作業が必要である。
【0006】
これに対し、ワイヤロープに油を付着させた後、半割筒状の多孔性塗油材、あるいはロープ溝に沿って旋回状に回転させるブラシをロープ表面に係合させることで、ロープ表面への塗布を均一化する塗油装置が示されている。(特許文献2参照)
【0007】
また、ロープに油を付着させた後、ロープと同一ピッチの凹凸を断面に転写形成した半割筒状の弾性体(螺旋状の溝を持つ)をロープに挟み込み、ロープの引き抜きとともにロープの撚りピッチに応じた回転モーメントが作用して弾性体が自ら回転する塗油装置が示されている。(特許文献3参照)
【0008】
接着剤は主に高分子材料の樹脂成分と揮発性のある有機溶剤成分からなる。油や塗料と異なり、常温下で溶剤が揮発し、反応して硬化する接着剤もある。前述した特許文献2の装置では、このような常温反応型の接着剤を使用する場合、ブラシに付着した接着剤が固化し、ブラシの繊維が一体化し、ブラシの倣い及び塗り広げ機能が損なわれることがある。
【0009】
また、前述した特許文献3の装置では、ロープと同一ピッチの凹凸を断面に転写形成した半割筒状の弾性体をロープに挟み込む構造のため、ロープの外径バラツキに対して接着剤の膜厚調整が難しく、更に低粘度の接着剤を使用する場合、弾性体で接着剤を掻き取ったり拭き取ったりする(つまり、接着剤がない状態になる)ことがある。また、弾性体の製作が面倒で、コストアップの要因となる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平03−296465号公報
【特許文献2】特開昭59−194988号公報
【特許文献3】特開平05−010387号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
この発明はこのような事情に鑑み、鋼製ロープなど外周面にスパイラル状の凹凸のある長尺の被接着材の外周方向及び長手方向に、揮発性の高い接着剤を変質なく付着させて、周方向の凹凸にムラなく、かつ長手方向の膜厚変動を抑制する接着剤塗布装置を提供するものである。
【課題を解決するための手段】
【0012】
本発明に係る接着剤塗布装置は、鋼製ロープなど外周面にスパイラル状の凹凸のある長尺の被塗布材への接着剤塗布装置であって、接着剤を貯蔵する温度調節可能な溶液タンクと、所要量の接着剤を送り出す吐出機構と、前記被塗布材を移動させながら挿通させ、挿通の途中において、前記吐出機構から送り出された接着剤を供給穴から吐出して前記被塗布材に付着させる筒状ノズルと、前記被塗布材上に付着した接着剤の膜厚を調整する絞り機構を備えたものである。
【発明の効果】
【0013】
この発明によれば、鋼製ロープなど外周面にスパイラル状の凹凸のある長尺の被塗布材の周方向及び長手方向に、揮発性の高い接着剤を変質なく付着させて、周方向の凹凸にムラなく、かつ長手方向の膜厚変動を抑制して塗布することができる。また、エア等の加圧力を調節することで膜厚調整ができるため、品質の向上を図ることができる。
【図面の簡単な説明】
【0014】
【図1】この発明の実施の形態1に係る接着剤塗布装置の概略構成図である。
【図2】実施の形態1の絞り機構を一部断面で示す平面図である。
【図3】実施の形態1の絞り機構を示す斜視図である。
【図4】実施の形態1のエアチャックを示す斜視図である。
【図5】実施の形態1の別の形のエアチャックを示す斜視図である。
【発明を実施するための形態】
【0015】
実施の形態1.
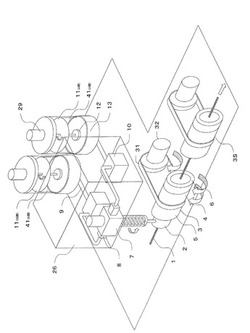
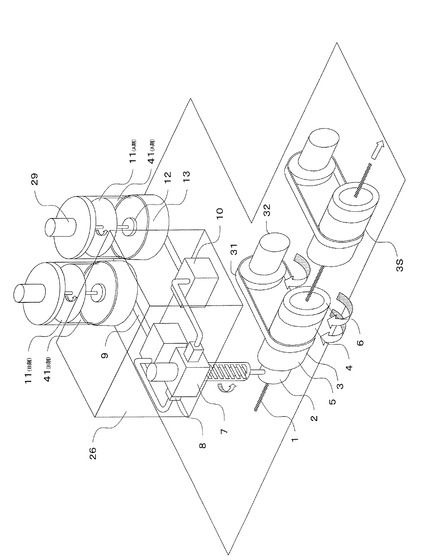
図1はこの発明の実施の形態1に係る接着剤塗布装置の概略構成図である。この発明の接着剤塗布装置は、大きく分けて、接着剤を供給する吐出機構26部分と、接着剤を材料に塗布し膜厚を調節する絞り機構3部分とからなる。吐出機構26部分は、揮発性の高い例えば2種の接着剤41(A剤、B剤)をそれぞれ密閉貯蔵する温度調節機能付の溶液タンク11と、該溶液タンク11から配管9を経て送られる接着剤の所要量を送り出すギアポンプ10と、2液性接着剤の場合は、ギアポンプ10から吐出バルブ8を経て送り出されたA剤とB剤を強制的に攪拌混合するミキサー7とからなる。溶液タンク11は温度調節用のシリコンヒータ13を備えるとともに、攪拌モータ29により駆動される攪拌機12を備えている。
【0016】
一方、絞り機構3部分は、被塗布材である鋼製ロープ1を挿通させて、吐出機構26から吐出された接着剤を鋼製ロープ1に付着させる筒状ノズル2と、モータ32によりベルト31を介して回転駆動される回転継手5と、この回転継手5と一体に回転する加圧装置例えばエアチャック4を備えている。なお、エアチャック4の後段には、エアワイパー6が配置されている。
【0017】
温度調整機構として、溶液タンク11の周りのシリコンヒータ13の他に、前記ギアポンプ10、配管9、及びミキサー7には、図示しないシリコンヒータが巻き付けられるとともに、筒状ノズル2には図示しないカートリッジヒータが埋め込まれている。
【0018】
また、図示を省略しているが、接着剤塗布装置と塗布エリアを温調ブースで囲い、雰囲気温度を摂氏23〜27度に管理する。また、接着塗布装置の前段には鋼製ロープ1の巻出装置、後段には熱風乾燥装置と巻取装置が設置される。
【0019】
図2は筒状ノズル2と絞り機構3の一部を断面で示す平面図である。筒状ノズル2は、内筒2Aと外筒2Bとからなるステンレス製の2重円筒構造になされ、内外筒の間に、接着剤を通す接着剤通路20が形成されている。この接着剤通路20は、円筒の周方向と長手方向に延びていて、内筒2A内に挿通される鋼製ロープ1に向けて内筒に開けられた供給穴22Aに通じている。供給穴22Aは例えば内筒2Aの円周の4分割の位置に長手方向に沿って複数個(図では3個)形成されている。筒状ノズル2の接着剤通路20には、吐出機構26から供給される接着剤を筒状ノズル2の周方向に均一に引廻すためにラビリンス状溝21が設けられている。内筒2Aの内周には、内径が鋼製ロープ1の直径に略等しい円筒状のシール板28が装着されている。シール板28の中央寄りで、内筒2Aの供給穴22Aに対応する部分には、他よりもやや大径の液溜め部25が形成され、ここに接着剤の液が溜まるようになされている。シール板28の液溜め部25には、供給穴22Aにつながる複数の供給穴22Bが、両供給穴の位置をずらして設けられている。
【0020】
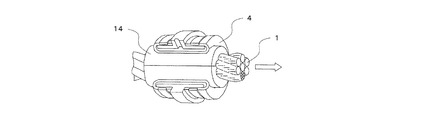
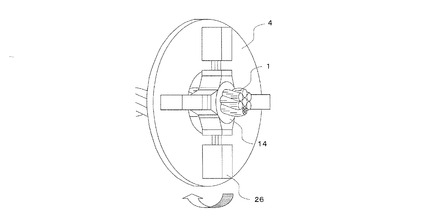
図2〜図4を参照して、筒状ノズル2の後段側に絞り機構3が設けられる。絞り機構3は、回転継手5と鋼製ロープ1に巻かれたフェルト14を周方向の複数箇所から加圧保持する加圧装置、例えばエアチャック4とで構成される。回転継手5は、筒状ノズル2の外周に軸受23によりベアリング30を介して支承され、ベルト31で駆動されて筒状ノズル2の外周に沿って回転する。回転継手5と軸受23との間にはバイトンからなるOリング33が挿入されている。エアチャック4は、回転継手5の一端に、筒状ノズル2と同心に固定され、回転継手5と一体に回転するようになされている。エアチャック4は、中心空間4A内において鋼製ロープ1に巻きつけたフェルト14を周方向の複数箇所から加圧する。エアチャック4には軸受23に固定された給気配管34から圧縮空気(エア)が供給され、フェルト14による鋼製ロープ1の把持力を調整できるようになっている。
【0021】
図1に示すように、エアチャック4の後段側には、エアチャック4と同じように回転するエアワイパ6が設けられていて、鋼製ロープ1に付着したフェルト14の繊維をエアで吹き飛ばすようになされている。
【0022】
次に、接着剤塗布装置の動作について説明する。図1に示すように、鋼製ロープ1は水平面に対して平行に移動する。鋼製ロープ1を筒状ノズル2→絞り機構3の順に通して一定の張力で保持する。その際、絞り機構3の図示しない調整台を動かし、鋼製ロープ1と絞り機構3の軸を合わす。
【0023】
溶液タンク11のシリコンヒータ13を加熱するとともに、攪拌機12を回して接着剤41を設定温度にする。運転を開始すると、接着塗布装置のギアポンプ10が回転するとともに吐出バルブ8が開き、A剤とB剤がミキサー7で強制攪拌され、混合液が筒状ノズル2に送り出される。同時に、図示していない巻出装置、巻取装置、熱風乾燥装置が運転を開始して、鋼製ロープ1が筒状ノズル2内を走行する。
【0024】
吐出機構26から筒状ノズル2に供給された接着剤は、図2に二重矢印Fで示すように、筒状ノズル2の内筒2Aと外筒2B間の接着剤通路20→ラビリンス状溝21→内筒2Aの供給穴22A→シール板28の供給穴22Bを経て液溜め部25に達し、鋼製ロープ1の外周に接着剤を付着させる。このとき、ラビリンス状溝21を通過するときの加圧力で、接着剤は、上下左右いずれの供給穴からも略均等に供給されるため、鋼製ロープ1の外周に均等に付着する。
【0025】
同時に、絞り機構3を構成する回転継手5とエアチャック4が、モータ32及びベルト31により回転する。これにより、エアチャック4は、鋼製ロープ1に巻き付けたフェルト14を介して鋼製ロープ1を加圧しながら挟み込み、鋼製ロープ1のストランドの撚りピッチに合わせて強制的にフェルト14を捻転(旋回、螺旋状回転)する。これによりフェルト14が鋼製ロープ1外周面のスパイラル状の凹凸に倣いながら接着剤を適量に絞る。給気配管34からエアチャック4に供給される空気圧を調整することにより、接着剤の塗布量を加減する。
【0026】
さらに、鋼製ロープ1に付着したフェルト14の繊維を、エアワイパ6で低流量のエアを吹き付けて飛ばす。エアワイパで高圧・高流量のエアを吹き付けた場合、溶剤が急速に揮発し、半乾きとなって樹脂が網状の無数の糸になる現象(糸引き現象)が発生しやすい。
【0027】
最後に、鋼製ロープ1を乾燥装置に通し、接着剤中の溶剤を揮発させることで、所定の接着被膜(樹脂被膜、接着層)を鋼製ロープ1外周・全長に形成する。
【0028】
また、図1に示すように、絞り機構3と直列に第2の絞り機構3Sを設け、鋼製ロープへの接着膜厚状態を見て交互にフェルトを新品に交換するようにしてもよい。
【0029】
なお、本発明は上記実施形態に限定されず、その要旨を変更しない範囲内で種々な変形が可能である。例えば、加圧装置としてエアグリッパ型のエアチャックを用いたが、図4のようにエアシリンダ35を複数台並べた機構でもよい。また、実施の形態においては、2液性を使用したが、1液、複数の混合性接着剤、プライマにも使用できる。また、実施の形態においては、横型の塗布装置の構成にしたが、垂直(重力の方向平行な方向)になる縦型塗布装置を形成することもできる。
【実施例1】
【0030】
次に実施例について説明する。本発明者らは図1に示した接着塗布装置を用いて、以下の条件による実施例の検証を行なった。
【0031】
ワークは約φ1.3mmのストランドを19本撚り合せた約φ11mmの鋼製ロープ1を用い、走行速度は5m/minとした。接着剤41は、2液性の接着剤を用いた。A剤は、合成樹脂が約10wt%、揮発分としてトルエン、メチルイソブチルケトン、メチルエチルケトンなどが約90wt%からなる。B剤は、合成樹脂が約30wt%、揮発分として酢酸ブチル、酢酸エチルなどが約70wt%からなる。A剤とB剤を1:1の比率で混合して使用した。接着剤温度は25℃、攪拌ミキサー7の回転数は800rpm、混合液の吐出量は約11g/minとした。
【0032】
筒状ノズル2は内径φ22mm、外径φ38mm、供給穴22A径はφ2mm、シール板28の径はφ12mm、液溜め部25内径はφ14mm、液溜め部25長さは約40mmとした。エアチャック4は、内部がゴム材でエアによって拡縮できるエアグリッパを使用し、エア圧を0.1MPaとした。スパイラル状の凹凸ピッチが約74mmであることから、絞り機構3の回転数は約68rpm(5×10^3[mm/min] / 74[mm])とした。フェルト14は、耐薬品性と鋼製ロープ外周面のスパイラル状の凹凸にならう程度の柔らかさが必要なため、原料を羊毛、密度を0.28g/cm3以下のものを使用した。鋼製ロープ1にフェルト14を巻き付けるときは、インシュロックで仮固定した。フェルト14は使用前、使用中とも絶えず接着剤を染込ませた状態にした。
【0033】
鋼製ロープ3000mを処理した結果、運転時間約10時間、山谷部の膜厚約3〜6umでほぼ一定に塗布できることを確認した。また、エアチャック4のエア圧を調整することで、フェルト14の締付具合が変わり、接着剤の絞り量が調整できることを確認した。
【0034】
鋼製ロープは中心部分に配置されたストランドの周辺に、さらに複数のストランドが囲む状態で形成され、この周辺部分に配置されたストランドは、ロープの長手方向、すなわち軸方向に対して螺旋状に撚られる形状に構成されている。つまり、鋼製ロープの断面形状は、ロープの軸を中心として位相が変化するように形成されている。
【符号の説明】
【0035】
1 鋼製ロープ、 2 筒状ノズル、
2A 内筒、 2B 外筒、
3 絞り機構、 4 エアチャック、
4A 中心空間、 5 回転継手、
6 エアワイパ、 7 ミキサー、
8 吐出バルブ、 9 配管、
10 ギアポンプ、 11 溶液タンク、
12 攪拌機、 13 シリコンヒータ、
14 フェルト、 20 接着剤通路、
21 ラビリンス状溝、 22A 供給穴、
22B供給穴、 23 軸受け、
25 液溜め部、 26 吐出機構、
28 シール板、 29 攪拌モータ、
35 エアシリンダ、 31 ベルト、
32 モータ、 33 Oリング、
34 給気配管、 41 接着剤。
【技術分野】
【0001】
この発明は、鋼製ロープなど外周面にスパイラル状の凹凸のある長尺の被塗布材の周方向及び長手方向に、揮発性の高い接着剤を変質なく付着させて、周方向の凹凸にムラなく、かつ長手方向の膜厚変動を抑制する接着剤の塗布装置に関するものである。
【背景技術】
【0002】
例えば鋼製ロープに樹脂を被覆する時、ロープ外周に接着剤を塗布し、樹脂を接着固定している。従来、管やホースなどの丸棒または円筒状の長尺材外周面への接着剤連続塗布方法として、例えば長尺材が挿通し得る穴を設けたフェルト、ゴム板、スポンジ等に長尺材を挿通させ、長尺材外周面に塗布した接着剤を均一になるように絞る方法がある。しかしながら、上記のような方法は、フェルト、ゴム板、スポンジ等を使用して接着剤を均一になるように絞っていると、長尺材外周面と接触する挿通穴部が磨耗したり、ヘタリを生じて、部分的な穴の拡張や、長尺材の芯ずれが発生し、均一な厚さの接着剤を連続的に貼着する(均一な厚さの接着層を形成する)ことが難しいという問題があった。
【0003】
これに対し、製造途中のホース材の外周面に接着剤を連続塗布する方法であって、外周面に接着剤を連続的に塗布する接着塗布装置と、上下・左右方向に揺動可能に支持されたテーパ筒状の接着剤絞り装置を設置し、絞り装置の先端部に設けたナイロンの長繊維で丸編みした絞り部材により余分な接着剤をかき取り、均一な厚さの接着剤を連続的に貼着するものがある。(特許文献1参照)
【0004】
前記特許文献1の塗布方法では、鋼製ロープなど外周面にスパイラル状の凹凸のある長尺材の場合、絞り装置が外周面の凹凸に倣わず、凹凸で接着剤の絞り量が変わって凹凸でムラができ、外周面の周方向で均一な厚さの接着層を形成するのは難しい。また、外周面のスパイラル状の凹凸で絞り装置が削られ、鋼製ロープの長手方向で接着剤の厚さが次第に厚くなる。特に、揮発性のある溶剤が含まれる接着剤を使用する場合、運転時間とともに液槽内の接着剤中の溶剤が揮発して、接着剤の粘度が上昇し、ワイヤロープ外周面への付着量が変動するという問題もあった。
【0005】
接着剤ではないが、ワイヤロープなど外周面に凹凸のある長尺材への連続油塗布方法として、油を満たした液層にワイヤロープを浸漬し、フェルトで絞る方法や、ワイヤロープに油を滴下し、フェルトで絞る方法がある。しかしながら、上記のような方法は、フェルトなどを使用して油を均一になるように絞っているため、ワイヤロープ外周面と接触する挿通穴部が磨耗したり、ヘタリを生じて、部分的な穴の拡張が発生し、凹凸で油の絞り量が変わり、ワイヤロープの周方向及び長手方向で油塗布厚さが変わるため、頻繁にフェルトを取り替えるという作業が必要である。
【0006】
これに対し、ワイヤロープに油を付着させた後、半割筒状の多孔性塗油材、あるいはロープ溝に沿って旋回状に回転させるブラシをロープ表面に係合させることで、ロープ表面への塗布を均一化する塗油装置が示されている。(特許文献2参照)
【0007】
また、ロープに油を付着させた後、ロープと同一ピッチの凹凸を断面に転写形成した半割筒状の弾性体(螺旋状の溝を持つ)をロープに挟み込み、ロープの引き抜きとともにロープの撚りピッチに応じた回転モーメントが作用して弾性体が自ら回転する塗油装置が示されている。(特許文献3参照)
【0008】
接着剤は主に高分子材料の樹脂成分と揮発性のある有機溶剤成分からなる。油や塗料と異なり、常温下で溶剤が揮発し、反応して硬化する接着剤もある。前述した特許文献2の装置では、このような常温反応型の接着剤を使用する場合、ブラシに付着した接着剤が固化し、ブラシの繊維が一体化し、ブラシの倣い及び塗り広げ機能が損なわれることがある。
【0009】
また、前述した特許文献3の装置では、ロープと同一ピッチの凹凸を断面に転写形成した半割筒状の弾性体をロープに挟み込む構造のため、ロープの外径バラツキに対して接着剤の膜厚調整が難しく、更に低粘度の接着剤を使用する場合、弾性体で接着剤を掻き取ったり拭き取ったりする(つまり、接着剤がない状態になる)ことがある。また、弾性体の製作が面倒で、コストアップの要因となる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平03−296465号公報
【特許文献2】特開昭59−194988号公報
【特許文献3】特開平05−010387号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
この発明はこのような事情に鑑み、鋼製ロープなど外周面にスパイラル状の凹凸のある長尺の被接着材の外周方向及び長手方向に、揮発性の高い接着剤を変質なく付着させて、周方向の凹凸にムラなく、かつ長手方向の膜厚変動を抑制する接着剤塗布装置を提供するものである。
【課題を解決するための手段】
【0012】
本発明に係る接着剤塗布装置は、鋼製ロープなど外周面にスパイラル状の凹凸のある長尺の被塗布材への接着剤塗布装置であって、接着剤を貯蔵する温度調節可能な溶液タンクと、所要量の接着剤を送り出す吐出機構と、前記被塗布材を移動させながら挿通させ、挿通の途中において、前記吐出機構から送り出された接着剤を供給穴から吐出して前記被塗布材に付着させる筒状ノズルと、前記被塗布材上に付着した接着剤の膜厚を調整する絞り機構を備えたものである。
【発明の効果】
【0013】
この発明によれば、鋼製ロープなど外周面にスパイラル状の凹凸のある長尺の被塗布材の周方向及び長手方向に、揮発性の高い接着剤を変質なく付着させて、周方向の凹凸にムラなく、かつ長手方向の膜厚変動を抑制して塗布することができる。また、エア等の加圧力を調節することで膜厚調整ができるため、品質の向上を図ることができる。
【図面の簡単な説明】
【0014】
【図1】この発明の実施の形態1に係る接着剤塗布装置の概略構成図である。
【図2】実施の形態1の絞り機構を一部断面で示す平面図である。
【図3】実施の形態1の絞り機構を示す斜視図である。
【図4】実施の形態1のエアチャックを示す斜視図である。
【図5】実施の形態1の別の形のエアチャックを示す斜視図である。
【発明を実施するための形態】
【0015】
実施の形態1.
図1はこの発明の実施の形態1に係る接着剤塗布装置の概略構成図である。この発明の接着剤塗布装置は、大きく分けて、接着剤を供給する吐出機構26部分と、接着剤を材料に塗布し膜厚を調節する絞り機構3部分とからなる。吐出機構26部分は、揮発性の高い例えば2種の接着剤41(A剤、B剤)をそれぞれ密閉貯蔵する温度調節機能付の溶液タンク11と、該溶液タンク11から配管9を経て送られる接着剤の所要量を送り出すギアポンプ10と、2液性接着剤の場合は、ギアポンプ10から吐出バルブ8を経て送り出されたA剤とB剤を強制的に攪拌混合するミキサー7とからなる。溶液タンク11は温度調節用のシリコンヒータ13を備えるとともに、攪拌モータ29により駆動される攪拌機12を備えている。
【0016】
一方、絞り機構3部分は、被塗布材である鋼製ロープ1を挿通させて、吐出機構26から吐出された接着剤を鋼製ロープ1に付着させる筒状ノズル2と、モータ32によりベルト31を介して回転駆動される回転継手5と、この回転継手5と一体に回転する加圧装置例えばエアチャック4を備えている。なお、エアチャック4の後段には、エアワイパー6が配置されている。
【0017】
温度調整機構として、溶液タンク11の周りのシリコンヒータ13の他に、前記ギアポンプ10、配管9、及びミキサー7には、図示しないシリコンヒータが巻き付けられるとともに、筒状ノズル2には図示しないカートリッジヒータが埋め込まれている。
【0018】
また、図示を省略しているが、接着剤塗布装置と塗布エリアを温調ブースで囲い、雰囲気温度を摂氏23〜27度に管理する。また、接着塗布装置の前段には鋼製ロープ1の巻出装置、後段には熱風乾燥装置と巻取装置が設置される。
【0019】
図2は筒状ノズル2と絞り機構3の一部を断面で示す平面図である。筒状ノズル2は、内筒2Aと外筒2Bとからなるステンレス製の2重円筒構造になされ、内外筒の間に、接着剤を通す接着剤通路20が形成されている。この接着剤通路20は、円筒の周方向と長手方向に延びていて、内筒2A内に挿通される鋼製ロープ1に向けて内筒に開けられた供給穴22Aに通じている。供給穴22Aは例えば内筒2Aの円周の4分割の位置に長手方向に沿って複数個(図では3個)形成されている。筒状ノズル2の接着剤通路20には、吐出機構26から供給される接着剤を筒状ノズル2の周方向に均一に引廻すためにラビリンス状溝21が設けられている。内筒2Aの内周には、内径が鋼製ロープ1の直径に略等しい円筒状のシール板28が装着されている。シール板28の中央寄りで、内筒2Aの供給穴22Aに対応する部分には、他よりもやや大径の液溜め部25が形成され、ここに接着剤の液が溜まるようになされている。シール板28の液溜め部25には、供給穴22Aにつながる複数の供給穴22Bが、両供給穴の位置をずらして設けられている。
【0020】
図2〜図4を参照して、筒状ノズル2の後段側に絞り機構3が設けられる。絞り機構3は、回転継手5と鋼製ロープ1に巻かれたフェルト14を周方向の複数箇所から加圧保持する加圧装置、例えばエアチャック4とで構成される。回転継手5は、筒状ノズル2の外周に軸受23によりベアリング30を介して支承され、ベルト31で駆動されて筒状ノズル2の外周に沿って回転する。回転継手5と軸受23との間にはバイトンからなるOリング33が挿入されている。エアチャック4は、回転継手5の一端に、筒状ノズル2と同心に固定され、回転継手5と一体に回転するようになされている。エアチャック4は、中心空間4A内において鋼製ロープ1に巻きつけたフェルト14を周方向の複数箇所から加圧する。エアチャック4には軸受23に固定された給気配管34から圧縮空気(エア)が供給され、フェルト14による鋼製ロープ1の把持力を調整できるようになっている。
【0021】
図1に示すように、エアチャック4の後段側には、エアチャック4と同じように回転するエアワイパ6が設けられていて、鋼製ロープ1に付着したフェルト14の繊維をエアで吹き飛ばすようになされている。
【0022】
次に、接着剤塗布装置の動作について説明する。図1に示すように、鋼製ロープ1は水平面に対して平行に移動する。鋼製ロープ1を筒状ノズル2→絞り機構3の順に通して一定の張力で保持する。その際、絞り機構3の図示しない調整台を動かし、鋼製ロープ1と絞り機構3の軸を合わす。
【0023】
溶液タンク11のシリコンヒータ13を加熱するとともに、攪拌機12を回して接着剤41を設定温度にする。運転を開始すると、接着塗布装置のギアポンプ10が回転するとともに吐出バルブ8が開き、A剤とB剤がミキサー7で強制攪拌され、混合液が筒状ノズル2に送り出される。同時に、図示していない巻出装置、巻取装置、熱風乾燥装置が運転を開始して、鋼製ロープ1が筒状ノズル2内を走行する。
【0024】
吐出機構26から筒状ノズル2に供給された接着剤は、図2に二重矢印Fで示すように、筒状ノズル2の内筒2Aと外筒2B間の接着剤通路20→ラビリンス状溝21→内筒2Aの供給穴22A→シール板28の供給穴22Bを経て液溜め部25に達し、鋼製ロープ1の外周に接着剤を付着させる。このとき、ラビリンス状溝21を通過するときの加圧力で、接着剤は、上下左右いずれの供給穴からも略均等に供給されるため、鋼製ロープ1の外周に均等に付着する。
【0025】
同時に、絞り機構3を構成する回転継手5とエアチャック4が、モータ32及びベルト31により回転する。これにより、エアチャック4は、鋼製ロープ1に巻き付けたフェルト14を介して鋼製ロープ1を加圧しながら挟み込み、鋼製ロープ1のストランドの撚りピッチに合わせて強制的にフェルト14を捻転(旋回、螺旋状回転)する。これによりフェルト14が鋼製ロープ1外周面のスパイラル状の凹凸に倣いながら接着剤を適量に絞る。給気配管34からエアチャック4に供給される空気圧を調整することにより、接着剤の塗布量を加減する。
【0026】
さらに、鋼製ロープ1に付着したフェルト14の繊維を、エアワイパ6で低流量のエアを吹き付けて飛ばす。エアワイパで高圧・高流量のエアを吹き付けた場合、溶剤が急速に揮発し、半乾きとなって樹脂が網状の無数の糸になる現象(糸引き現象)が発生しやすい。
【0027】
最後に、鋼製ロープ1を乾燥装置に通し、接着剤中の溶剤を揮発させることで、所定の接着被膜(樹脂被膜、接着層)を鋼製ロープ1外周・全長に形成する。
【0028】
また、図1に示すように、絞り機構3と直列に第2の絞り機構3Sを設け、鋼製ロープへの接着膜厚状態を見て交互にフェルトを新品に交換するようにしてもよい。
【0029】
なお、本発明は上記実施形態に限定されず、その要旨を変更しない範囲内で種々な変形が可能である。例えば、加圧装置としてエアグリッパ型のエアチャックを用いたが、図4のようにエアシリンダ35を複数台並べた機構でもよい。また、実施の形態においては、2液性を使用したが、1液、複数の混合性接着剤、プライマにも使用できる。また、実施の形態においては、横型の塗布装置の構成にしたが、垂直(重力の方向平行な方向)になる縦型塗布装置を形成することもできる。
【実施例1】
【0030】
次に実施例について説明する。本発明者らは図1に示した接着塗布装置を用いて、以下の条件による実施例の検証を行なった。
【0031】
ワークは約φ1.3mmのストランドを19本撚り合せた約φ11mmの鋼製ロープ1を用い、走行速度は5m/minとした。接着剤41は、2液性の接着剤を用いた。A剤は、合成樹脂が約10wt%、揮発分としてトルエン、メチルイソブチルケトン、メチルエチルケトンなどが約90wt%からなる。B剤は、合成樹脂が約30wt%、揮発分として酢酸ブチル、酢酸エチルなどが約70wt%からなる。A剤とB剤を1:1の比率で混合して使用した。接着剤温度は25℃、攪拌ミキサー7の回転数は800rpm、混合液の吐出量は約11g/minとした。
【0032】
筒状ノズル2は内径φ22mm、外径φ38mm、供給穴22A径はφ2mm、シール板28の径はφ12mm、液溜め部25内径はφ14mm、液溜め部25長さは約40mmとした。エアチャック4は、内部がゴム材でエアによって拡縮できるエアグリッパを使用し、エア圧を0.1MPaとした。スパイラル状の凹凸ピッチが約74mmであることから、絞り機構3の回転数は約68rpm(5×10^3[mm/min] / 74[mm])とした。フェルト14は、耐薬品性と鋼製ロープ外周面のスパイラル状の凹凸にならう程度の柔らかさが必要なため、原料を羊毛、密度を0.28g/cm3以下のものを使用した。鋼製ロープ1にフェルト14を巻き付けるときは、インシュロックで仮固定した。フェルト14は使用前、使用中とも絶えず接着剤を染込ませた状態にした。
【0033】
鋼製ロープ3000mを処理した結果、運転時間約10時間、山谷部の膜厚約3〜6umでほぼ一定に塗布できることを確認した。また、エアチャック4のエア圧を調整することで、フェルト14の締付具合が変わり、接着剤の絞り量が調整できることを確認した。
【0034】
鋼製ロープは中心部分に配置されたストランドの周辺に、さらに複数のストランドが囲む状態で形成され、この周辺部分に配置されたストランドは、ロープの長手方向、すなわち軸方向に対して螺旋状に撚られる形状に構成されている。つまり、鋼製ロープの断面形状は、ロープの軸を中心として位相が変化するように形成されている。
【符号の説明】
【0035】
1 鋼製ロープ、 2 筒状ノズル、
2A 内筒、 2B 外筒、
3 絞り機構、 4 エアチャック、
4A 中心空間、 5 回転継手、
6 エアワイパ、 7 ミキサー、
8 吐出バルブ、 9 配管、
10 ギアポンプ、 11 溶液タンク、
12 攪拌機、 13 シリコンヒータ、
14 フェルト、 20 接着剤通路、
21 ラビリンス状溝、 22A 供給穴、
22B供給穴、 23 軸受け、
25 液溜め部、 26 吐出機構、
28 シール板、 29 攪拌モータ、
35 エアシリンダ、 31 ベルト、
32 モータ、 33 Oリング、
34 給気配管、 41 接着剤。
【特許請求の範囲】
【請求項1】
鋼製ロープなど外周面にスパイラル状の凹凸のある長尺の被塗布材への接着剤塗布装置であって、接着剤を貯蔵する温度調節可能な溶液タンクと、所要量の接着剤を送り出す吐出機構と、前記被塗布材を移動させながら挿通させ、挿通の途中において、前記吐出機構から送り出された接着剤を供給穴から吐出して前記被塗布材に付着させる筒状ノズルと、前記被塗布材上に付着した接着剤の膜厚を調整する絞り機構を備えたことを特徴とする接着剤塗布装置。
【請求項2】
前記絞り機構は、前記筒状ノズルにおいて接着剤が塗布された前記被塗布材に巻きつけられたフェルトと、該フェルトを周方向の複数箇所から加圧する加圧装置とからなり、前記加圧装置は、前記フェルトが前記被塗布材外表面のスパイラル状凹凸に倣うように、強制的に前記フェルトとともに回転するようになされたものであることを特徴とする請求項1に記載の接着剤塗布装置。
【請求項3】
前記絞り機構の後段に、前記絞り機構とともに回転して、前記長尺材に付着したフェルトの繊維を除去するエアワイパを備えたことを特徴とする請求項2に記載の接着剤塗布装置。
【請求項4】
前記吐出機構は、複数液性の接着剤を使用する場合、複数の接着剤の所定量を、前記筒状ノズルへ吐出する直前に強制攪拌混合するミキサーを備えていることを特徴とする請求項1に記載の接着剤塗布装置。
【請求項5】
前記筒状ノズルは、前記被塗布材の全周方向から接着剤を供給可能な液溜め部を備えたことを特徴とする請求項1に記載の接着剤塗布装置。
【請求項6】
前記筒状ノズルは、両筒間に前記供給穴に至る接着剤通路を形成した2重筒構造からなり、前記接着剤通路の一部にラビリンス状溝を形成したことを特徴とする請求項1に記載の接着剤塗布装置。
【請求項7】
絞り機構を前記被塗布材に沿って少なくとも2個設けたことを特徴とする請求項1に記載の接着剤塗布装置。
【請求項8】
前記加圧装置はエアチャックであり、加圧調整はエアで行なうことを特徴とする請求項2に記載の接着剤塗布装置。
【請求項1】
鋼製ロープなど外周面にスパイラル状の凹凸のある長尺の被塗布材への接着剤塗布装置であって、接着剤を貯蔵する温度調節可能な溶液タンクと、所要量の接着剤を送り出す吐出機構と、前記被塗布材を移動させながら挿通させ、挿通の途中において、前記吐出機構から送り出された接着剤を供給穴から吐出して前記被塗布材に付着させる筒状ノズルと、前記被塗布材上に付着した接着剤の膜厚を調整する絞り機構を備えたことを特徴とする接着剤塗布装置。
【請求項2】
前記絞り機構は、前記筒状ノズルにおいて接着剤が塗布された前記被塗布材に巻きつけられたフェルトと、該フェルトを周方向の複数箇所から加圧する加圧装置とからなり、前記加圧装置は、前記フェルトが前記被塗布材外表面のスパイラル状凹凸に倣うように、強制的に前記フェルトとともに回転するようになされたものであることを特徴とする請求項1に記載の接着剤塗布装置。
【請求項3】
前記絞り機構の後段に、前記絞り機構とともに回転して、前記長尺材に付着したフェルトの繊維を除去するエアワイパを備えたことを特徴とする請求項2に記載の接着剤塗布装置。
【請求項4】
前記吐出機構は、複数液性の接着剤を使用する場合、複数の接着剤の所定量を、前記筒状ノズルへ吐出する直前に強制攪拌混合するミキサーを備えていることを特徴とする請求項1に記載の接着剤塗布装置。
【請求項5】
前記筒状ノズルは、前記被塗布材の全周方向から接着剤を供給可能な液溜め部を備えたことを特徴とする請求項1に記載の接着剤塗布装置。
【請求項6】
前記筒状ノズルは、両筒間に前記供給穴に至る接着剤通路を形成した2重筒構造からなり、前記接着剤通路の一部にラビリンス状溝を形成したことを特徴とする請求項1に記載の接着剤塗布装置。
【請求項7】
絞り機構を前記被塗布材に沿って少なくとも2個設けたことを特徴とする請求項1に記載の接着剤塗布装置。
【請求項8】
前記加圧装置はエアチャックであり、加圧調整はエアで行なうことを特徴とする請求項2に記載の接着剤塗布装置。
【図1】


【図2】

【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−67405(P2012−67405A)
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願番号】特願2010−212044(P2010−212044)
【出願日】平成22年9月22日(2010.9.22)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願日】平成22年9月22日(2010.9.22)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
[ Back to top ]