
国際特許分類[D07B7/14]の内容
繊維;紙 (81,477) | ロープ;電気的なもの以外のケーブル (1,032) | ロープまたはケーブル一般 (1,032) | ロープまたはケーブル製造機械の細部または付属した補助装置;この機械に関連した補助具 (62) | 機械の細部;補助装置 (35) | ロープ,ケーブルまたはそれらの構成用ストランドを被覆または被包するためのもの (15)
国際特許分類[D07B7/14]に分類される特許
1 - 10 / 15
ゴム−コード複合体の製造方法
【課題】インシュレーション工程における扁平スチールコード断面の配列方向のバラツキを抑制して、コードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体を、より確実に得ることができるゴム−コード複合体の製造方法を提供する。
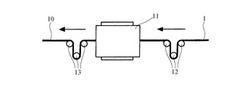
【解決手段】断面が楕円形である扁平スチールコード1の複数本を引き揃えて、インシュレーション装置11でゴム被覆することによりゴム−コード複合体を製造する方法にである。インシュレーション装置の入口側に回転自在なロール12を配置して、扁平スチールコードをインシュレーション装置内に送入するに先立って、扁平スチールコードにロールを介して曲げを加え、かつ、インシュレーション装置内における、複数本の扁平スチールコードを所定のピッチで引き揃えるインサーターの出口と、ゴム−コード複合体の出口寸法を特定する口金の入口と、の上下方向位置をオフセットする。
(もっと読む)
接着剤の塗布装置

【課題】鋼製ロープなど外周面にスパイラル状の凹凸のある長尺材の外周方向及び長手方向に、揮発性の高い接着剤を変質なく付着させて、周方向の凹凸にムラなく、かつ長手方向の膜厚変動を抑制する接着剤塗布装置を提供する。
【解決手段】鋼製ロープ1など外周面にスパイラル状の凹凸のある長尺の被塗布材への接着剤塗布装置であって、接着剤41を貯蔵する温度調節可能な溶液タンク11と、所要量の接着剤を送り出す吐出機構26と、前記被塗布材1を移動させながら挿通させ、挿通の途中において、前記吐出機構26から送り出された接着剤を供給穴から吐出して前記被塗布材1に付着させる筒状ノズル2と、前記被塗布材1上に付着した接着剤の膜厚を調整する絞り機構3を備えている。
(もっと読む)
ワイヤ挿入用ガイド部材及びワイヤ挿入方法
【課題】ワイヤをチューブに挿入する際の、チューブの位置ずれや変形を防止する。
【解決手段】ワイヤ30をチューブ20内に挿入するためのワイヤ挿入用ガイド部材において、一方の端部から内部に向けて設けられたチューブ把持部13と、他方の端部から内部に向けてチューブ把持部13と同軸状に設けられ、かつチューブ把持部13と連通するワイヤ導入部16、17と、チューブ把持部13に把持したチューブ20の外周側に負圧を発生させる負圧発生部14、15と、を備える。
(もっと読む)
現場でゴム引きされるタイヤの2つの層を有するケーブルの製造方法及び装置
ピッチp1で螺旋の状態に一緒に巻かれる直径d1のM(M=2〜4)本のワイヤから成る内側層(Ci)及びピッチp2で螺旋の状態に内側層(Ci)に一緒に巻き付けられる直径d2のN本のワイヤの外側層(Ce)で構成されたM+N構造の2つの層(Ci,Ce)を有する金属ケーブルを製造する方法であって、この方法は、少なくとも連続して実施される次のステップ、即ち、M本のコアワイヤを撚ることにより組み立てて組み立て箇所に内側層(Ci)を形成するステップ、M本のコアワイヤの組み立て箇所の下流側において、内側層(Ci)を未硬化状態の「充填コンパウンド」と呼ばれるジエンゴム組成物で被覆するステップ、被覆状態の内側層(Ci)の周りに外側層(Ce)のN本のワイヤを撚ることにより組み立てるステップ及び撚りを釣り合わせる最終ステップを有する、方法。  (もっと読む)
(もっと読む)
高荷重を巻き上げるためのワイヤロープおよび同ワイヤロープの製作方法
【課題】高強度と長寿命とを備えたワイヤロープを提供する。
【解決手段】ワイヤロープ10は、個別芯ワイヤ22と芯潤滑剤をエラストマー材料又はポリマー材料で管状被覆包囲された個別芯ワイヤ22を含む独立ワイヤロープ芯20を有する。複数のストランド30は、個別芯ワイヤ22に隣接して位置付けられる。ストランドワイヤ32は、個別ストランドワイヤ32のために注油を保持するエラストマー材料又はポリマー材料の管状被覆包囲される。芯封入材料24およびストランド封入材料34は、個別芯ワイヤ22と個別ストランドワイヤ32との間および隣接するストランド30の個別ストランドワイヤ32同士の間で、金属と金属の直接的な接触を防止する。芯封入材料24およびストランド封入材料34は、潤滑剤の損失を回避するような態様で施される。注油の保持および金属と金属の直接的な接触の防止は、ワイヤロープの有効寿命を著しく改善する。
(もっと読む)
耐蝕性PC鋼撚線の製造方法
【課題】 樹脂被覆を施した防蝕性PC鋼撚線を構成する鋼線に下地として耐蝕性皮膜を附加してPC鋼材の長期耐久性を一層向上させる。
【解決手段】 鋼線に耐蝕性を附加する方法として導通性の含亜鉛樹脂被覆を施す。
そのため、1)撚線・ホットストレッチされた鋼撚線の表面にそのまま又は軽度の流体ホーニング又は軽度の酸洗を行った後紫外線硬化性又は熱硬化性の樹脂塗装を行い乾燥、硬化させて耐蝕皮膜を形成する。2)耐蝕塗装の直後に防蝕樹脂を付着させて加熱し、耐蝕皮膜と防蝕性被覆を同時併行して硬化させ2重膜を形成する。
(もっと読む)
金属ロープの樹脂粉体塗装方法
【課題】防錆効果と耐候性に優れ、曲げたときにも塗膜表面に亀裂が発生しない耐久性のよい樹脂塗装ロープを能率よく製造することができる方法を提供する。
【解決手段】3本以上の素線を撚り合わせたストランドを複数本撚り合わせてなる金属ロープを樹脂粉体の溶融点以上に加熱することなく静電塗装装置で連続的に樹脂粉体を付着させた後、高周波加熱装置により粉体の溶融点以上に加熱して焼付け、冷却する。
(もっと読む)
接着撚り構造の製造方法
熱可融性材料を溶射法によってヤーン同士の少なくとも接点又は交点に吹き付けた後、前記ヤーンを接合する、ことを特徴とするヤーンから接着撚り構造を製造する方法、および、まず初めに本発明による撚り構造を製造し、その後、必要に応じてさらに熱可融性材料を添加し、熱および圧力を加えながら前記構造を成形して繊維強化複合材料にする、ことを特徴とする繊維強化複合材料を製造する方法が提供される。 (もっと読む)
樹脂被覆PC鋼撚り線の製造方法、樹脂被覆PC鋼撚り線、および樹脂被覆PC鋼撚り線の製造装置
【課題】リラクセーションの低い樹脂被覆PC鋼撚り線の製造方法、樹脂被覆PC鋼撚り線、および樹脂被覆PC鋼撚り線の製造装置を提供する。
【解決手段】中心線と、中心線の外周に配置される6本以上の側線とを撚り合わせて形成されるPC鋼撚り線30を準備する工程と、PC鋼撚り線30を非加熱状態または120℃以下の加熱状態で緩解する工程と、緩解する工程により形成される緩解PC鋼撚り線40の中心線および側線の外周に樹脂粉体を付着させる工程と、付着させる工程により形成される付着PC鋼撚り線50を所望の形状に予備成型する工程と、予備成型する工程により形成される予備成型PC鋼撚り線60を樹脂粉体の融点以上の温度で加熱する工程とを備えている。
(もっと読む)
撚り線材の連続製造方法
【課題】
本発明は、高強度、高剛性の撚り線材を生産性良く製造することができる撚り線材の連続製造方法を提供せんとするものである。
【解決手段】
本発明は、撚りを有する強化繊維束へマトリックスを付与した撚り線材の連続製造方法であって、撚りを有する強化繊維束の撚りを緩和する第1の工程と、該強化繊維束に再び撚りを付与する第2の工程を有し、第1と第2の工程にまたがって該強化繊維束に流動化したマトリックスを付与することを特徴とする撚り線材の製造方法である。
(もっと読む)
1 - 10 / 15
[ Back to top ]