
国際特許分類[B21B37/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210)
国際特許分類[B21B37/00]の下位に属する分類
厚さ,幅,直径またはその他横断寸法の制御 (186)
帯材,薄板材または板材の圧延中の平坦度または形状の制御 (174)
ロールの速度または駆動モーター制御 (32)
張力制御;圧下力制御 (55)
伸び率制御 (10)
ロール圧下力制御;ロール間隙制御 (51)
帯材,薄板材または板材のためのキャンバーまたはステアリング制御,例.曲がりくねりを防ぐもの (19)
長さ制御 (2)
後端制御;前端制御 (11)
温度制御,例.ロールまたは製品の冷却または加熱によるもの (110)
管圧延の制御 (18)
国際特許分類[B21B37/00]に分類される特許
541 - 542 / 542
圧延機のロール仕様自動入力システム
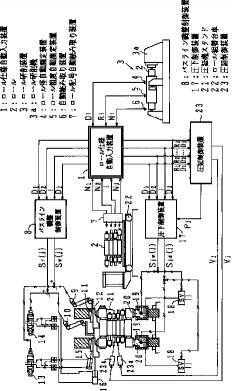
【目的】ロール仕様自動入力システムにおいて、オペレーターが補修研削後のロール仕様を入力する際の人為的なミスによる不具合をなくすとともに、安全でロール仕様に合った信頼性の高い圧延を行うことができるようにする。
【構成】ロール研削装置3と、パスライン調整制御装置8と、圧下制御装置17と、圧延制御装置23とを有する圧延機のロール仕様自動入力システムにおいて、ロール研削機3aに設置され、ロール径Di、ロール粗度Ri、及びロール記号Niを読み取る手段4,5,6と、圧延機スタンド21にロール2を組み込む直前にNjを読み取る手段7と、Di,Ri,Niを記憶し、手段7によって読み取ったNjに対応するDjを8および17に、またNjに対応するDjとRjを装置23に出力するロール仕様自動入力装置1とを有する。
(もっと読む)
圧延材蛇行制御装置

【目的】 高精度の蛇行制御を行うことが可能な圧延材蛇行制御装置を得る。
【構成】 圧延機(1) の両サイド位置に配設した各圧下駆動装置(5,6) をそれぞれ制御する圧下位置制御装置(17,18) の圧下位置基準を、圧下位置レベリング量によって補正して蛇行制御を行うに当たり、蛇行量検出手段(101,102) が圧延機(1) の出側における圧延材の蛇行量を検出すると、レベリング量演算手段(106)は検出された蛇行量を入力し、比例、積分及び微分の各演算のうちの少なくとも一つの演算を実行して圧下位置レベリング量を演算する一方、張力検出手段(7,8) が圧延機(1) の入側における圧延材の両サイドの張力をそれぞれ検出すると、偏差演算手段(9) が張力偏差を演算し、ゲイン演算手段(104) は検出された蛇行量と、演算された張力偏差とをファジィ変数としてレベリング量演算手段(106)の適切なゲインをファジィ演算によって求め、乗算手段(105) は演算されたゲインによってレベリング量演算手段(106) のゲイン調整をする。
(もっと読む)
541 - 542 / 542
[ Back to top ]